一种马达组装设备及马达组装方法
文献发布时间:2023-06-19 11:50:46
技术领域
本申请涉及电路板技术领域,特别涉及一种马达组装设备及马达组装方法。
背景技术
目前行业内马达的制造工艺中,马达组装技术都是以手工或半自动方式进行的,需要作业人员掌握一定的技能,为此需进行专门培训后才能上岗,且劳动强度大、操作难度大、人均产能低,将给企业带来较大成本负担,且手工或半自动方式难以形成高效规模化生产。
发明内容
本申请公开一种马达组装设备及马达组装方法,提供一种全自动的、生产效率更高的、人工劳动强度更低的马达组装设备。
为解决上述技术问题,本申请采用的一个技术方案是:提供一种马达组装设备,马达组装设备包括:供料机构,包括:外壳供料机构、磁石供料机构、弹弓供料机构以及杯士供料机构;组装机构,包括:杯士组装机构以及磁石弹弓组装机构;其中,外壳供料机构、磁石供料机构以及弹弓供料机构均设置在磁石弹弓组装机构的上游,外壳供料机构用于将外壳输送至磁石弹弓组装机构,磁石供料机构用于将磁石输送至磁石弹弓组装机构,弹弓供料机构用于将弹弓输送至磁石弹弓组装机构,以在磁石弹弓组装机构上进行外壳、磁石、弹弓的组装,其中,两块磁石的各一侧边安装到外壳内腔中的两侧边上,弹弓安装到两块磁石的各另一侧边上,以固定磁石和弹弓;外壳供料机构、杯士供料机构均设置在杯士组装机构的上游,外壳供料机构用于将外壳输送至杯士组装机构,杯士供料机构用于将杯士输送至杯士组装机构,以在杯士组装机构上进行外壳与杯士的组装。
为解决上述技术问题,本申请采用的另一个技术方案是:提供一种马达组装方法,该方法用于组装外壳、磁石、弹弓以及杯士,该方法基于如前述的马达组装设备,该方法包括:通过外壳供料机构将外壳输送至磁石弹弓组装机构,通过磁石供料机构将磁石输送至磁石弹弓组装机构,通过弹弓供料机构将弹弓输送至磁石弹弓组装机构;通过磁石弹弓组装机构进行外壳、磁石、弹弓的组装,其中,两块磁石的各一侧边安装到外壳内腔中的两侧边上,弹弓安装到两块磁石的各另一侧边上,以固定磁石和弹弓;通过外壳供料机构将外壳输送至杯士组装机构,通过杯士供料机构将杯士输送至杯士组装机构;通过杯士组装机构进行外壳与杯士的组装。
本申请的有益效果是:区别于现有技术的情况,本申请实施例的马达组装设备全部采用机械传动,可通过杯士组装机构实现马达外壳与杯士的组装,并通过磁石弹弓组装机构实现马达外壳与磁石、弹弓的组装,自动化程度极高,大大提高了生产效率,降低了人工劳动强度和生产成本。
附图说明
为了更清楚地说明本申请实施例技术方案,下面将对实施例和现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
图1是本申请马达组装设备一实施例的结构示意图;
图2是图1中外壳供料机构的结构示意图;
图3是图1中外壳旋转定位机构的结构示意图;
图4是图1中杯士供料机构的结构示意图;
图5是本申请杯士压装组件的结构示意图;
图6是本申请外壳固定组件的结构示意图
图7是图1中磁石检测机构的结构示意图;
图8是图1中清理机构的结构示意图;
图9是本申请马达组装方法一实施例的流程示意图;
图10是本申请马达组装方法另一实施例的流程示意图;
图11是本申请马达组装方法又一实施例的流程示意图。
具体实施方式
本申请实施例公开一种马达组装设备及马达组装方法,提供一种全自动的、生产效率更高的、人工劳动强度更低的马达组装设备。
为了使本技术领域的人员更好地理解本申请方案,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分的实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本申请保护的范围。
下面通过具体实施例,分别进行详细的说明。
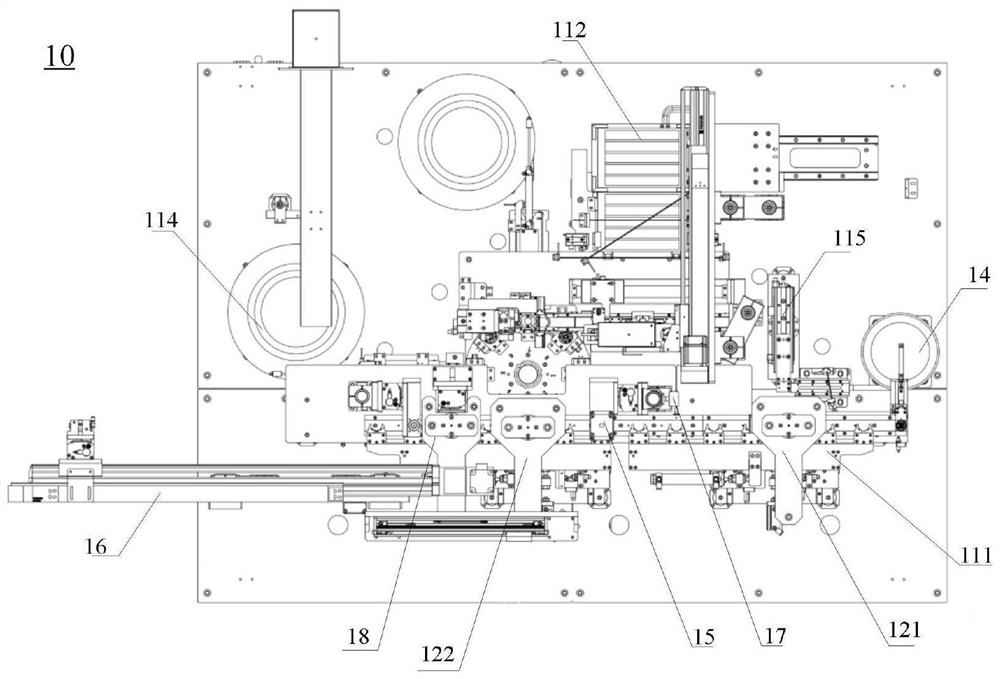
请参阅图1,图1是本申请马达组装设备一实施例的结构示意图。
马达组装设备10包括:供料机构11以及组装机构12。
其中,供料机构11包括:外壳供料机构111、磁石供料机构112、弹弓供料机构114以及杯士供料机构115。组装机构12包括:杯士组装机构121以及磁石弹弓组装机构122。
其中,外壳供料机构111、磁石供料机构112以及弹弓供料机构114均设置在磁石弹弓组装机构122的上游。
外壳供料机构111用于将外壳输送至磁石弹弓组装机构122,磁石供料机构112用于将磁石输送至磁石弹弓组装机构122,弹弓供料机构114用于将弹弓输送至磁石弹弓组装机构122,以在磁石弹弓组装机构122上进行外壳、磁石、弹弓的组装。其中,两块磁石的各一侧边安装到外壳内腔中的两侧边上,弹弓安装到两块磁石的各另一侧边上,以固定磁石和弹弓。
外壳供料机构111、杯士供料机构115均设置在杯士组装机构121的上游,外壳供料机构111用于将外壳输送至杯士组装机构121,杯士供料机构115用于将杯士输送至杯士组装机构121,以在杯士组装机构121上进行外壳与杯士的组装。
区别于现有技术的情况,本申请实施例的马达组装设备10全部采用机械传动,可通过杯士组装机构121实现马达外壳与杯士的组装,并通过磁石弹弓组装机构122实现马达外壳与磁石、弹弓的组装,自动化程度极高,大大提高了生产效率,降低了人工劳动强度和生产成本。
在一实施例中,请参阅图2,图2是图1中外壳供料机构111的结构示意图。
马达组装设备10还包括:导轨13。如图1所示,导轨13的一端连接外壳进料机构14。
外壳供料机构111包括至少一组外壳夹持件1111、第一气缸1112、第二气缸(图未示出)。
其中,至少一组外壳夹持件1111设置在导轨13上,用于夹持来自外部的外壳进料机构14的外壳。
第一气缸1112连接于外壳夹持件1111,第一气缸1112用于驱动外壳夹持件1111沿着垂直于导轨13的方向运动,以使外壳夹持件1111按预设规则夹持外壳。其中,预设规则根据生产需要设置,在此不做限定。
第二气缸连接于外壳夹持件1111,第二气缸用于驱动外壳夹持件1111沿着导轨13的延伸方向运动,以将外壳夹持件1111夹持的外壳输送至组装机构12。
在一实施例中,请参阅图3,图3是图1中外壳旋转定位机构的结构示意图。
外壳上设有槽体,外壳夹持件1111上设置有弹性定位件(图未示出)。其中,在外壳转动过程中,弹性定位件始终抵在外壳的外壁上,在外壳转动到位时,弹性定位件插入外壳的两个槽体中。
马达组装设备10还包括:外壳旋转定位机构15,外壳旋转定位机构15设置在磁石弹弓组装机构122的上游。外壳旋转定位机构15用于在外壳组装磁石之前,对外壳进行旋转定位。
外壳旋转定位机构15至少包括:第一弹簧151、旋转轴152、卡销153、连接座154、转动帽155以及第三气缸156。其中,第一弹簧151套设在旋转轴152上,卡销153的一端连接旋转轴152,卡销153远离旋转轴152的另一端连接该连接座154,转动帽155设置在连接座154上,第三气缸156连接旋转轴152,第三气缸156用于驱动旋转轴152作旋转运动和升降运动。
第一弹簧151与旋转轴152组成可伸缩的旋转轴单元。
其中,旋转轴152用于带动转动帽155作旋转和升降运动。
当转动帽155作升降运动至套设在外壳的外周时,第一弹簧151被压缩,此时,通过旋转轴152作旋转运动以带动转动帽155旋转,直至弹性定位件感应到外壳处于预设位置。
在一实施例中,请参阅图4,图4是图1中杯士供料机构的结构示意图。
杯士供料机构115包括:振动盘1151、直振送料器1152、杯士到位传感器1153以及缓冲块1154。
其中,振动盘1151连接直振送料器1152,振动盘1151的出口处设有杯士到位传感器1153,直振送料器1152的输出端连接杯士组装机构121,直振送料器1152下方设有缓冲块1154,振动盘1151用于将直振送料器1152上的杯士逐个输送至杯士组装机构121的杯士针12114顶端中。
在一实施例中,请参阅图5和6,图5是本申请杯士压装组件的结构示意图,图5是本申请外壳固定组件的结构示意图。
杯士组装机构121包括:杯士压装组件1211和外壳固定组件1212。
外壳固定组件1212包括:支撑板12121、弹簧销12122、压力弹簧12123以及外壳滑套12124,弹簧销12122设置在支撑板12121上,压力弹簧12123套设在弹簧销12122上,外壳滑套12124活动设置在弹簧销12122远离支撑板12121的一端。
杯士压装组件1211包括:第四气缸12111、杯士针顶杆12112、固定滑座12113以及杯士针12114,杯士针顶杆12112和固定滑座12113设置在第四气缸12111上,杯士针12114设置在杯士针顶杆12112远离第四气缸12111的一端,其中,固定滑座12113与外壳滑套12124同轴设置。
其中,在第四气缸12111的推动下,杯士针顶杆12112带动杯士针12114插入和退出外壳的内腔,以使杯士针12114穿入杯士轴孔,并将位于杯士针12114顶端的杯士顶入外壳的杯士安装孔中。在此过程中,外壳滑套12124与固定滑座12113分别抵接在外壳的两端,以固定外壳,防止外壳脱出。
在一实施例中,马达组装设备10还包括:杯士检测机构17,杯士检测机构17设置在杯士组装机构121的下游,杯士检测机构17用于检测杯士是否组装到位。
其中,杯士检测机构17可以为视觉相机检测机构。具体而言,视觉相机检测机构包括视觉相机、视觉分析模块。其中,视觉相机对太阳能电池板表面进行图像采集,将采集到的图像传输给视觉分析模块;视觉分析模块对视觉相机传输的图像进行处理分析,以得到检测的结果。
马达组装设备10还包括:磁石检测机构18,磁石检测机构18设置在磁石弹弓组装机构122的下游,磁石检测机构18用于检测磁石、弹弓是否组装到位。由于在磁石与弹片之间抵接,若磁石未安装到位,弹片也必然未安装到位。因此,可仅通过检测磁石判断磁石、弹弓是否组装到位。
在一实施例中,请参阅图7,图7是图1中磁石检测机构的结构示意图。
磁石检测机构18包括:磁石检测针181、弹性卡簧182、固定块183、挡块184以及传感器185,其中,弹性卡簧182套设在磁石检测针181上,固定块183设置在弹性卡簧182的弹簧面的一侧,挡块184设置在固定块183远离弹簧面的一侧且挡块184与固定块183间隔设置。
在一实施例中,传感器185为光传感器,其中,传感器185包括光发射器和光接收器,光发射器用于发光,光接收器用于接收从光发射器发出的光以产生光信号。
其中,当组装有磁石和弹弓的外壳位于磁石检测针181下方时,可被磁石检测针181吸附,导致弹性卡簧182发生形变并带动挡块184和固定块183滑动,此时,光发射器与光接收器之间的光路相通,产生光信号。
当未组装磁石和弹弓的外壳位于磁石检测针181下方时,不可被磁石检测针181吸附,此时,光发射器与光接收器之间的光路被挡块184遮挡,不产生光信号。
在一实施例中,请参阅图8,图8是图1中清理机构的结构示意图。
马达组装设备10还包括:清理机构19,清理机构19设置在组装机构12的下游,清理机构19用于对完成组装的马达进行除杂处理,以清除组装过程中产生的碎屑。
其中,清理机构19包括:通风立柱191、吸风管道(图未示出)以及吹风管道(图未示出),通风立柱191一端开设有气孔,吸风管道、吹风管道均与通风立柱191连通,在进行除杂处理时,通风立柱191伸入外壳的内腔内,通过清理机构19多次对外壳的内腔内进行吹风-吸风操作以实现除杂的目的。
在一实施例中,马达组装设备10还包括:不良品排出机构16。不良品排出机构16设置在杯士检测机构17或磁石检测机构18的下游,用以将磁石、弹弓或杯士未组装到位的外壳排出。
在一实施例中,请参阅图9,图9是本申请马达组装方法一实施例的流程示意图。该马达组装方法用于组装外壳、磁石、弹弓以及杯士。其中,该方法基于如前述实施例中的马达组装设备10。
该方法包括以下步骤:
S10:通过外壳供料机构111将外壳输送至磁石弹弓组装机构122,通过磁石供料机构112将磁石输送至磁石弹弓组装机构122,通过弹弓供料机构114将弹弓输送至磁石弹弓组装机构122。
S20:通过磁石弹弓组装机构122进行外壳、磁石、弹弓的组装。
其中,两块磁石的各一侧边安装到外壳内腔中的两侧边上,弹弓安装到两块磁石的各另一侧边上,以固定磁石和弹弓。
S30:通过外壳供料机构115将外壳输送至杯士组装机构121,通过杯士供料机构121将杯士输送至杯士组装机构。
S40:通过杯士组装机构121进行外壳与杯士的组装。
在一实施例中,请参阅图10,图10是本申请马达组装方法另一实施例的流程示意图。
在步骤S20之后,该方法还包括:
S50:通过磁石检测机构18检测磁石、弹弓是否组装到位。
若否,则进入S60。
S60:通过不良品排出机构16将磁石、弹弓未组装到位的外壳排出。
在步骤S40之后,该方法还包括:
S70:通过杯士检测机构17检测杯士是否组装到位。
若否,则进入S80。
S80:通过不良品排出机构16将杯士未组装到位的外壳排出。
在一实施例中,请参阅图11,图11是本申请马达组装方法又一实施例的流程示意图。
在完成马达组装后,该方法还包括:
S90:控制清理机构19的通风立柱191伸入外壳的内腔内,通过清理机构19多次对外壳的内腔内进行吹风-吸风操作以实现除杂的目的。
本申请实施例的马达组装设备10全部采用机械传动,可通过杯士组装机构121实现马达外壳与杯士的组装,并通过磁石弹弓组装机构122实现马达外壳与磁石、弹弓的组装,自动化程度极高,大大提高了生产效率,降低了人工劳动强度和生产成本。
以上所述仅为本申请的实施例,并非因此限制本申请的专利范围,凡是利用本申请说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本申请的专利保护范围内。
- 一种马达组装设备及马达组装方法
- 小型马达组装治具及小型马达外壳与马达中轴组装方法