筒型零件气密性检测方法
文献发布时间:2023-06-19 12:22:51
技术领域
本发明属于加工设备技术领域,涉及到筒型零件气密性检测方法。
背景技术
气密性要求较高的筒型零件焊接完成后需要对其进行气密性测试。现有的检测方法是从零件的正面充气,随着充气量的增加,堵住桶口的堵头会稍微松动,一定程度上影响了气密性的检测精度。
发明内容
本发明要解决的技术问题是:提供一种能精密检测筒型零件气密性的方法。
为解决上述技术问题,本发明采用的技术方案如下:
筒型零件气密性检测方法,采用检测设备进行测试,所述检测设备包括承装有测试液的测试箱、零件夹持机构和零件侧压机构,所述测试箱的顶部为开口结构,所述零件夹持机构设置于所述测试箱的外侧,其包括倾斜的导轨,滑接于所述导轨中的滑板,所述滑板由对应的气缸驱动位移;所述滑板上设置有两个环形固定块,所述固定块中设置有磁铁;所述零件侧压机构安装于所述滑板中,其包括压板、导向块和气缸一,所述导向块固定于所述滑板的侧面,所述压板通过轴杆与所述导向块连接,所述气缸一驱动所述压板位移;所述测试箱内设置有与所述滑板垂直的密封块,所述密封块中设置有与外部气源连接的气嘴;
将筒型零件放置于环形固定块中,并被磁铁牢牢吸附;气缸驱动滑板位移将筒型零件送入测试箱内,密封块封住筒型零件的底部开口;气缸一驱动压板一向下位移紧压住筒型零件;外部气源通过所述气嘴向筒型零件中充入测试气体,若测试液中泛起气泡则可判定筒型零件存在泄漏,若在保压一段时间内,测试液中未泛起气泡则可判定筒型零件密封性能良好。
与现有技术相比,本发明的有益效果是:采用专用的设备,将筒型零件倒置,从筒型零件的开口处注入检测气体,筒型零件的重量变重会将桶口与密封块压得更紧,提高了气密性检测精度。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
图1为筒型零件气密性检测设备(含有工件)的结构示意图;
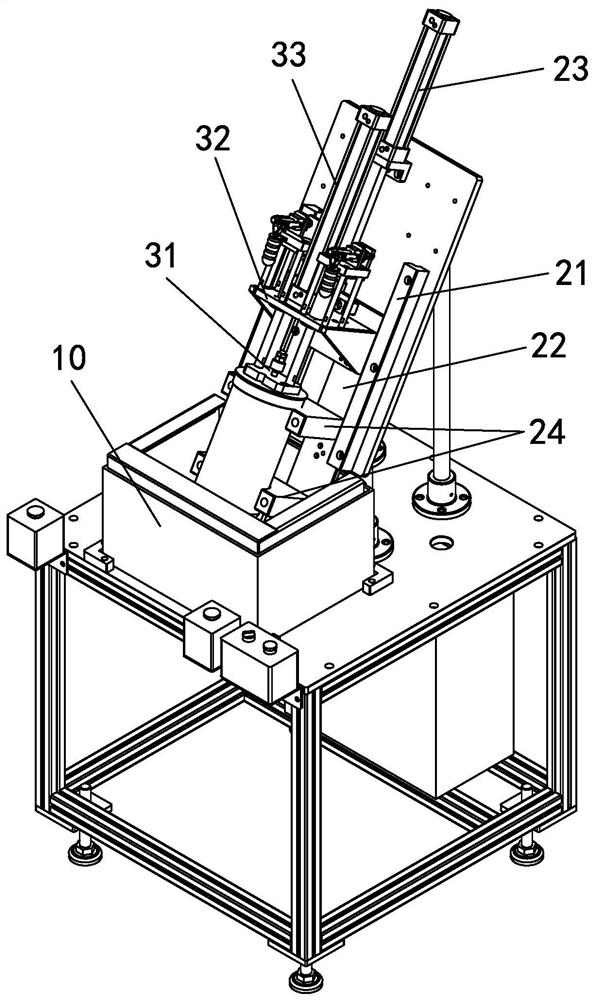
图2为筒型零件气密性检测设备的结构示意图;
图3为密封板的安装示意图。
具体实施方式
下面将结合附图对本发明实施例中的技术方案进行清楚、完整地描述。
实施例
图1和2中所示的筒型零件气密性检测检测设备,包括承装有测试液的测试箱10、零件夹持机构和零件侧压机构。测试箱的顶部为开口结构,零件夹持机构设置于测试箱的外侧,其包括倾斜的导轨21,滑接于导轨中的滑板22,滑板由对应的气缸23驱动位移;滑板上设置有两个环形固定块24,固定块中设置有磁铁;零件侧压机构安装于滑板中,其包括压板31、导向块32和气缸一33,导向块固定于滑板的侧面,压板通过轴杆34与导向块连接,气缸一驱动压板位移。测试箱10内设置有与滑板垂直的密封块40,密封块中设置有与外部气源连接的气嘴50;将筒型零件放置于环形固定块中,并被磁铁牢牢吸附;气缸驱动滑板位移将筒型零件送入测试箱内,密封块封住筒型零件的底部开口;气缸一驱动压板一向下位移紧压住筒型零件;外部气源通过气嘴向筒型零件中充入测试气体,若测试液中泛起气泡则可判定筒型零件存在泄漏,若在保压一段时间内,测试液中未泛起气泡则可判定筒型零件密封性能良好。将筒型零件倒置,从筒型零件的开口处注入检测气体,筒型零件的重量变重会将桶口与密封块压得更紧,提高了气密性检测精度。
进一步的是,测试箱的侧板采用透明材质制成,便于测试人员观察测试箱内部的气泡情况。
进一步的是,测试箱的底部设置有一固定板60,密封块的一端通过转轴70与固定板连接,固定板对应密封板的另一端设置有垫高块80,垫高块上拧接有调节螺丝90,如此在设备调试指出便可调节密封板的高度和倾斜角度。
对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 筒型零件气密性检测方法
- 一种吸油总成筒体气密性检测装置及其检测方法