一种S型螺纹的锁紧螺母
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及锁紧螺母技术领域,具体的说是一种S型螺纹的锁紧螺母。
背景技术
目前常见的紧固件结构防松工艺,主要是结构防松和摩擦防松方面,相对较普遍的应用是:1.三点锁紧螺母或对边锁紧螺母,即通过改变内螺纹的形状来实现锁紧,操作简单。其缺点是:通过压三点或压对边工艺改变尺寸配合形状,压点尺寸均匀,经常会有锁紧力矩不合格的情况发生。2.尼龙嵌件锁紧螺母:这个嵌件有金属材质也有尼龙材质,在各种嵌件材料中,尼龙材料的韧性和耐磨性最佳,并且具有良好的复原性和重复使用性,所以行业内以及市场上用尼龙嵌件的锁紧螺母居多,但此锁紧螺母的使用温度以及表面处理工艺(如涂覆工艺)受限于尼龙材料的使用温度,在-54℃~100℃之间使用,过高的温度会使尼龙材料软化变形,过低的温度会使尼龙材料变得脆硬并加速老化,从而降低锁紧功能。
另外,以上两种螺母,都不具备密封作用。在一些油管,水管联接点使用的零件,需要靠密封垫圈来进行密封,在装配时零件与垫片分开装配,操作麻烦,也存在漏装的风险。
发明内容
本发明为克服现有技术的不足,提供一种S型螺纹的锁紧螺母,利用啮合位置的结构干涉,增大摩擦提高防止螺母松退,在螺母的拧紧面设计三角凸台,作用是让接触面更稳固,保证铝垫圈有效密封。
为实现上述目的,设计一种S型螺纹的锁紧螺母,包括螺母,其特征在于:在螺母内侧轴向设有内螺纹,所述的内螺纹包括直螺纹及S螺纹,位于螺母中央上方的内侧设有S螺纹,S螺纹的上方及下方设有直螺纹;位于螺母底部连接凸台,凸台的中央设有通孔;位于螺母的下方设有铝垫圈。
所述的S螺纹至少设有2条,并且若干S螺纹为依次连续设置。
所述的凸台呈三角形面板结构,并且凸台外缘的三条边为圆弧边,所述的凸台的厚度为0.5mm。
所述的螺母与凸台为一体结构。
所述的铝垫圈的直径大于螺母的直径,铝垫圈的厚度为1mm。
本发明与现有技术相比,提供了一种S型螺纹的锁紧螺母,该螺纹采用改变当量摩擦角的技术实现锁紧功能,有效避免松脱,同时有铝垫圈,也能实现密封效果。
铝垫片表面处理方法简单,仅需钝化处理即可,不易生锈,性价比较高。
附图说明
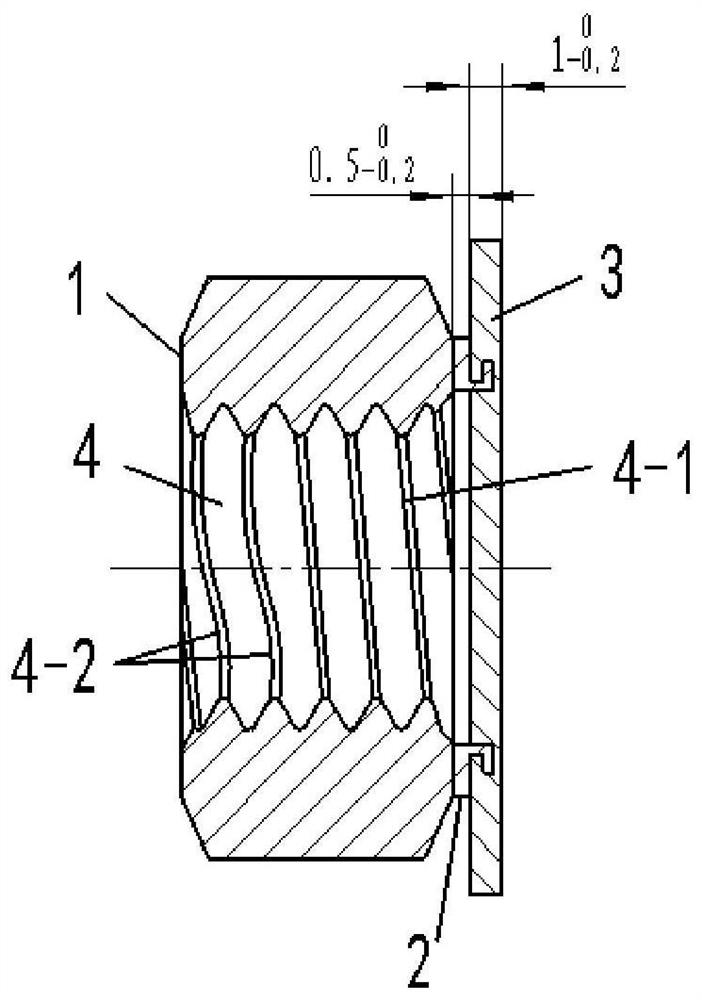
图1为本发明结构剖视图。
图2为本发明结构侧视图。
图3为螺母结构立体图。
图4为横向震动实验进行防松性能对比图。
参见图1至图3,1为螺母,2为凸台,3为铝垫圈,4为内螺纹,4-1为直螺纹,4-2为S螺纹。
具体实施方式
下面根据附图对本发明做进一步的说明。
如图1至图3所示,在螺母1内侧轴向设有内螺纹4,所述的内螺纹4包括直螺纹4-1及S螺纹4-2,位于螺母1中央上方的内侧设有S螺纹4-2,S螺纹4-2的上方及下方设有直螺纹4-1;位于螺母1底部连接凸台2,凸台2的中央设有通孔;位于螺母1的下方设有铝垫圈3。
S螺纹4-2至少设有2条,并且若干S螺纹4-2为依次连续设置。
凸台2呈三角形面板结构,并且凸台2外缘的三条边为圆弧边,所述的凸台2的厚度为0.5mm。
螺母1与凸台2为一体结构。
铝垫圈3的直径大于螺母1的直径,铝垫圈3的厚度为1mm。
在加工工艺对比:
1.压三点/压对边式锁紧螺母:冷镦-攻丝-压三点/压对边-热处理-表面处理。
该工艺的缺点是在热处理前进行冲压,热处理高温会导致冲压尺寸变形,影响后续锁紧性能,如在热处理后进行冲压,螺母硬度较高,也会存在冲压尺寸不到位的情况,影响性能。
2.尼龙嵌入式锁紧螺母:冷镦-攻丝-热处理-表面处理-铆压锁片-表面处理。
该工艺的缺点是铆压锁片时需会对涂层有破坏,影响螺母的抗腐蚀能力,需要在铆压之前先做一道表面处理,铆压后再次做表面处理,成本较高,且表面处理工艺仅限于锁片能承受的温度的工艺,选择受限。
本发明S型螺纹锁紧螺母:当不需要密封时,工艺为冷镦-攻丝-热处理-表面处理。生产工序简单,提高生产效率。如需要密封锁片,则工艺为冷镦-攻丝-热处理-表面处理-压垫圈。垫圈轻压锁扣即可,不会破坏原表面处理涂层。
本发明S型螺纹锁紧螺母的防松实验数据如表1所示。
通过残余扭矩确认防松效果,以下为M8*1.25规格的锁紧螺母检测结果,可以看出,S型的锁紧螺纹残余扭矩无衰减,可达到较好的锁紧功能,且相对于其他类型的锁紧螺纹,扭矩更稳定。
表1。
通过横向震动实验进行防松性能对比,如图4所示,S型螺纹在横向震动实验后,轴向预紧力保持率在80%以上。