一种自动撕胶带设备
文献发布时间:2023-06-19 13:49:36
技术领域
本发明涉及的技术领域,尤其涉及一种适用在光伏产品生产加工过程中的自动撕胶带设备。
背景技术
相比以前的产线节拍,现在的光伏生产线节拍要求更短,而且设备自动化程度也更高。目前,各个客户现场,针对撕胶带这一工位,主要以人工操作为主,其效率低,严重影响整个产线的产量。
现阶段,也出现了一部分自动结构来进行胶带撕除,例如中国实用新型专利《光伏组件的自动撕边设备》,申请号为202020441219.6。其公开了“包括框架本体、安装在所述框架本体上的取护角机构、撕胶机构及组件放置平台,所述组件放置平台上形成有光伏组件的放置区域,所述取护角机构可移动至放置区域四角的位置夹取护角,所述撕胶机构可移动至放置区域四角的位置撕除胶带”。虽然其能够替代人工,增加加工效率,但其仍然无法完整解决自动化配合的问题。
例如,1、胶带或覆膜在撕除后的自动移除问题,其通过刀片旋转以达到卷绕目的。显然在移除上无法实现自动化效果。而且,基于胶带/覆膜的材质特性,刀片高速旋转过程中极容易对卷绕的胶带/覆膜产生破坏,对于卷绕过程极为不利,更不利于自动化的接续处理。2、结构移栽覆盖程度,其通过单边/单侧方向的布置,难以实现不同粘贴方向的胶带移除。加工过程中需要对产品进行定位校准后,才能够较为有效是实施胶带撕除,也无法实现完全的自动化过程。3、产品的输送及定位是通过输送机构实现的,其胶带撕除过程都是基于产品放置在输送机构上实施的,不仅不利于自动化的结构配合,而且输送机构会使产品在撕胶带过程中产生晃动,不利于精确定位,而且机构动作会产生外力,对于输送机构而言会产生额外的承载力,影响输送机构的结构稳定性。
发明内容
本发明的技术方案是:提出了一种自动撕胶带设备,适配于光伏产品的加工过程,包括:
输送机构,以线性的送料方式适配流水线作业;输送机构包括但不限于带式输送结构、辊子式输送结构、滑移平台式输送结构等等。
撕胶带机构,通过移载机构架设于光伏产品上侧并可沿产品的宽度和/或长度方向分别产生撕开胶带/覆膜的位移动作;撕胶带机构的作用是将产品表面的覆膜/胶带撕除,因此其需要通过夹持结构和移动结构的组合来实现。
收料机构,配置为移载机构带动的卷绕结构并可在撕胶带机构动作的同时对撕开的胶带/覆膜进行收卷动作;收料机构与撕胶带机构为配套工作结构,撕下的胶带/覆膜通过收料机构进行收卷,因此收料机构与撕胶带机构需要同步位移以便于撕胶带和收卷动作同步进行。
下料机构,包括相对于收料机构布置的夹持组件以从收料机构上取下收卷好的胶带/覆膜。下料机构的作用是从收料机构上将胶带/覆膜取下,因此其设置在固定的机位上,当收料机构位移到其上侧时,通过夹持动作取下胶带卷/覆膜卷。
优选的是,对应于产品每一侧边各布置一所述撕胶带机构沿其所在方向产生撕开胶带/覆膜。由于产品上胶带/覆膜的方向或布局是各异的,因此尽可能对应产品每一侧边都设置一个撕胶带机构,撕胶带机构通过在产品侧边方向上来回位移,以便于撕除不同贴附方向的胶带/覆膜。
优选的是,撕胶带机构包括进给组件及夹钳;进给组件通过滑块装配在移载机构上,且进给组件配置为垂直于所在移载机构的线性模组;进给组件驱动夹钳直线伸出夹持胶带/覆膜。撕胶带机构两两相对,以确保能够将产品面幅上的所有胶带/覆膜撕除,因此,除去移载机构产生部分位移之外,进给组件也可以进行单独的延伸,相对布置的两个撕胶带机构才能够实现位移区域完全覆盖产品面幅的效果。当然,也不排除仅通过移载机构的位移达到上述效果,这种情况则要求位移组件具备更大的位移空间,显然在设备成本和结构空间布置上会产生局限性。
优选的是,移载机构包括布置于产品两端侧及两边侧的线性模组;移载机构沿着产品的长度、宽度方向布置。移载机构为线性模组,其提供单一方向上的直线位移。本方案中撕胶带机构和收卷机构都是搭载在移载机构上,以能够实现分别沿产品长度及宽度方向的位移。同时,移载机构也具备整体移动能力,即移载机构也可搭载在滑移组件上,以产品长度方向定义为X向,产品宽度方向定义为Y向,移载机构也包括X向移载组件和Y向移载组件。各移载机构也可以搭载在滑移组件上,例如X向移载组件的搭载在一个Y向滑移组件上,通过这种运动系的复合,可以增加结构的动作覆盖面积,同时也能够增强位移的灵活性。
优选的是,收料机构包括动力及传动组件、卷绕组件;
动力及传动组件包括伺服电机和气动旋转接头;
卷绕组件包括转盘、对夹板、收缩板;
气动旋转接头连接于转盘的顶面,转盘的底面布置对夹板及收缩板以形成卷绕胶带/覆膜的支撑件。
优选的是,在对夹板与收缩板之间布置对夹气缸和收缩气缸;对夹气缸驱动夹板与对夹板产生夹持动作;收缩气缸驱动收缩板以调节对夹板与收缩板之间的间距。
优选的是,下料机构包括升降组件和夹持组件;
升降组件包括升降执行件及升降导向件;
夹持组件包括夹爪和夹爪气缸;
升降组件驱动夹持组件进行升降位移;夹持气缸驱动夹爪从收料机构上夹取胶带/覆膜。
下料机构的作用是从收料机构上取下胶带卷/覆膜卷,其具有固定的机位,一般设置在移载机构的一端。每一侧的收料机构都对应布置一个下料机构,以便能够独立对接。
优选的是,在产品的侧边位置布置有归正组件,归正组件包括归正执行件和归正件;归正件配置为抵触产品侧边以归正产品的滚轮;归正执行件配置为在产品下侧位置对滚轮进行位置调整的执行件。
优选的是,还包括玻璃顶升机构,玻璃顶升机构穿插在输送机构中相邻的输送带之间,玻璃顶升组件包括多个由下向上运动的顶杆,顶杆布置在框架体上,通过顶升整个框架体使得顶杆将产品从输送机构上托起。玻璃顶升机构的作用是,能够将产品从输送机构上顶起,使产品脱离输送结构的表面,从而使产品处于一个稳定的撕胶带环境,不仅提高了胶带/覆膜的撕除效果,而且避免输送组价产生外力干扰,从而影响输送机构的传动精度。
优选的是,输送机构包括多个输送带,输送带平行且均匀间隔并排布置,在外侧的输送带上布置包角轮以增加支撑。两侧包角轮能够增加承载面积,增加两侧承载的稳定性,同时能够辅助送料。
本发明的优点是:本设备及结构实现了撕膜动作的自动化实施及控制,提高了整线的节拍,降低了人工成本,提高了整个工位的效率。
附图说明
下面结合附图及实施例对本发明作进一步描述:
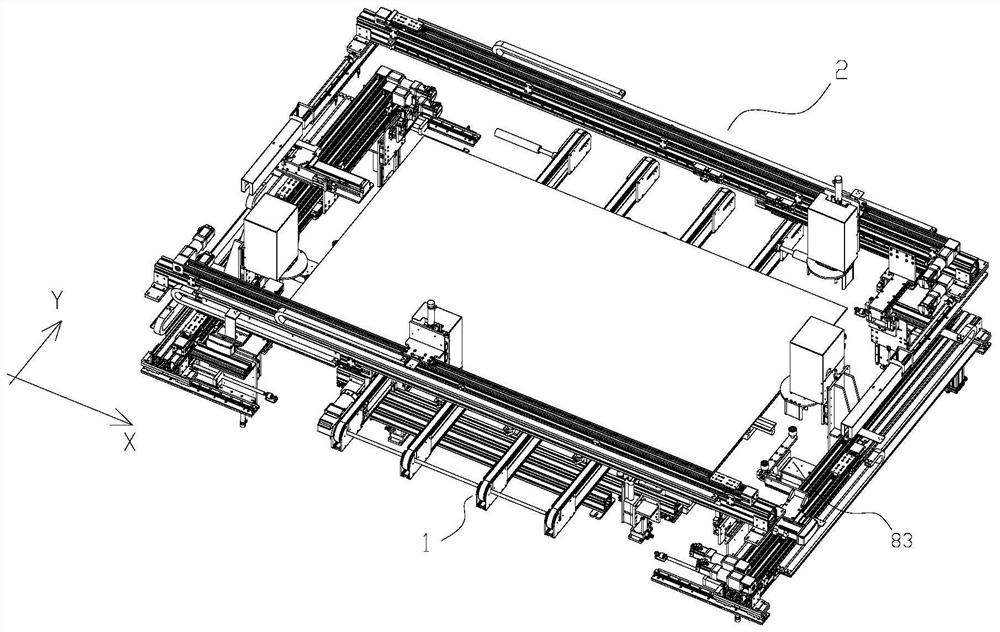
图1为本发明一种自动撕胶带设备的结构布置图;
图2为输送机构与玻璃顶升机构的配合结构图;
图3为移载机构的结构布置图;
图4为移载机构上撕胶带机构及收料机构的结构图;
图5为收料机构的结构图;
图6为下料机构的结构图;
图7为本发明一种自动撕胶带设备的外形布置图。
其中,1、输送机构;11、输送带组件;12、包角轮;2、移载机构;21、Y向左侧移载组件;22、Y向右侧移载组件;23、X向前端移载组件;24、X向后端移载组件;25、X向滑移组件;26、Y向滑移组件;3、撕胶带机构;31、进给组件;32、夹钳;33、夹钳气缸;4、收料机构;40、收缩气缸;41、卷绕伺服电机;42、减速机;43、联轴器;44、气动旋转接头;45、转盘;46、对夹板;47、收缩板;48、夹持气缸;49、夹板;5、下料机构;51、夹爪;52、夹爪气缸;53、升降导向件;54、板状件;55、转动气缸;56、背板;7、机架;71、钣金外板;72、工控箱;8、归正组件;81、前端归正组件;82、后端归正组件;83、右侧归正组件。
具体实施方式
一种自动撕胶带设备,主要应用在光伏产品加工过程中,特别是与光伏产品自动化生产线进行搭配使用。
本设备通过机架7进行结构承载,机架7外部为钣金外板71。机架7由型材对接而成,进一步的可以作为具体结构的承载基础。机架7的一侧还布置工控箱72等结构。
基于机架7的承载,设备的主要结构包括:输送机构1、移载机构2、撕胶带机构3、收料机构4、下料机构5、玻璃顶升机构6等等。其中:
输送机构1以线性的送料方式适配流水线作业;输送机构1包括多条平行且均匀间隔、并排布置的输送带组件11,输送带组件包括带轮,带轮上胀套输送带,带轮通过轴承件进行布置安装,至少一侧的带轮通过传动轴连接至伺服电机进行传动。
值得注意的是,本实施例中包括四条输送带组件11,在两侧输送带组件11上还布置了多个包角轮12,包角轮12也均匀的间隔布置,包角轮12形成与输送带同一高度的承载,且包角轮12的滚动方向与输送带的输送方向一致。
输送机构1上还配合了归正组件8,本方案中,在产品的侧边位置布置有归正组件8,归正组件包括归正执行件和归正件;归正件配置为抵触产品侧边以归正产品的滚轮;归正执行件配置为在产品下侧位置对滚轮进行位置调整的执行件。
本实施例中,归正组件包括两端侧的归正组件和两边侧的归正组件。两端侧的归正组件配合在输送机构上,前端归正组件81安装在输送带组件的外壳上,通过竖直向上顶升起来的归正轮进行限位,归正轮与产品的前侧边抵触形成归正/调节作用。后端归正组件82不仅有顶升动作,还能够具备平移动作,其通过一组气缸实施,具体包括一个横向气缸和一个纵向气缸。纵向气缸进行竖直顶升以使归正轮与产品的后端侧边抵触,横向气缸进行水平推拉,从而实现归正/调节。值得注意的是,两端侧的归正组件以输送机构的中线为对称中呈对称布置,避免归正力产生偏移。
两边侧的归正组件是与移载机构搭配的,因两侧位置的移载机构具备整体平移能力,因此两边侧的归正组件固定在两侧位置的移载机构上,包括左侧归正组件和右侧归正组件83。两边侧的归正组件仅需要具备进给能力,随着两侧位置的移栽结构位移,两边侧的归正轮与产品抵触产生归正效果。值得注意的是,两边侧的归正组件位置相对,也是为了避免产生归正偏移。
输送机构1还与玻璃顶升机构6配套,玻璃顶升机构6包括多根顶杆61,顶杆61竖直布置,顶杆61的上端为吸盘形式的承载件。所有顶杆61均固定在型材搭建的框架体62上,顶杆61的分布方式则是与输送带组件11形成均匀间隔,即顶杆61与输送带组件11穿插布置,至少有一根顶杆位于输送机构1的中线上以形成对产品的中心承载,框架体62的底部布置了顶升气缸63,通过顶升气缸63对框架体62的整体升降,从而使得顶杆61将产品顶升。需要注意的是,所有顶杆61的高度一致,即所有顶杆61的顶升高度相同且保持水平。
本实施例中,位于输送机构1外侧的两组顶杆还通过滑移的导向件进行驱动,以满足两侧顶杆的位置调节。值得注意的是,位于输送机构外侧的两组顶杆通过一个连杆铰链结构64进行同步联动,即通过一个Z字型的连杆铰链结构64连接两侧顶杆的底板,底板通过滑移的导向件进行位移导向,当连杆铰链结构发生形变时可以带动两侧的顶杆进行同步的位移调整。
在输送机构1的上方搭载了移载机构2,移载机构包括X向移载组件和Y向移载组件。X向移载组件沿产品长度方向布置,Y向移载组件沿着产品宽度方向布置。
以X方向的正向为准,Y向移载组件分为Y向左侧移载组件21和Y向右侧移载组件22。同理,以Y方向的正向为准,X向移载组件分为X向前端移载组件23和X向后端移载组件24。
本实施例中,Y向左侧移载组件21和Y向右侧移载组件22各自搭载在X向滑移组件25上,通过滑移配合,Y向左侧移载组件21和Y向右侧移载组件22可以进行间距调节,以确保能覆盖产品长度方向的整体尺寸范围。X向前端移载组件23为固定式的,而X向后端移载组件24搭载在一个Y向滑移组件26上,因此X向后端移载组件24是可以进行位移调节的。
X向滑移组件25及Y向滑移组件26均为导轨-滑块结构,并通过气缸进行推拉驱动。
在X向移载组件和Y向移载组件上均布置了撕胶带机构3和收料机构4。因此,结构配合方式可以选择同一导向轨道,不同动力源进行配合。本实施例中,均为上下层的导向轨道,而撕胶带机构3与收料机构4各备动力源。
具体的,移载组件包括上层导向件和下层导向件,撕胶带机构3则通过滑块装配在上层导向件上,收料机构4则通过滑块装配在下层导向件上。两者分别设置对应的伺服电机及传动带进行驱动。
撕胶带机构3通过移载机构2架设于光伏产品上侧并可沿产品的宽度和/或长度方向分别产生撕开胶带/覆膜的位移动作。
具体的,撕胶带机构3包括进给组件31及夹钳32;进给组件31通过滑块装配在移载机构2上,且进给组件31配置为垂直于所在移载机构1的线性模组;进给组件31驱动夹钳32直线伸出夹持胶带/覆膜。夹钳32的开合通过夹钳气缸33进行驱动,夹钳气缸33则通过滑块装配在一导向件上,滑块由伺服电机进行驱动,伺服电机驱动滑块进行进给运动,从而使得夹钳进行进给位移。
收料机构4配置为移载机构2带动的卷绕结构并可在撕胶带机构动作的同时对撕开的胶带/覆膜进行收卷动作;
收料机构包括动力及传动组件、卷绕组件;动力及传动组件包括卷绕伺服电机41和气动旋转接头44;卷绕组件包括转盘45、对夹板46、收缩板47;气动旋转接头连接于转盘的顶面,转盘的底面布置对夹板及收缩板以形成卷绕胶带/覆膜的支撑件。
具体的,动力及传动件包括:卷绕伺服电机41、减速机42和联轴器43。卷绕伺服电机41的输出端连接至一减速机42,且两者的输出轴向保持一致。在减速机42的输出端上对接一联轴器43,以便于特殊情况下轴向传动分离。联轴器43则连接一气动旋转接头44,气动旋转接头44上用于外接气源,同时气动旋转接头44可以给枢转体上的气动元件进行供气。
本实施例中,枢转体配置为一个转盘45,气动旋转接头44对接在了其圆心位置。在枢转体的下表面上布置了卷绕组件,卷绕组件主要包括一个对夹板46和一个收缩板46。对夹板46和收缩板47以转盘45的枢转中心为中心点呈对称布置,本实施例中以转盘的圆心为中心点对称分布。当卷绕伺服电机41产生转动时,对夹板46和收缩板47已经起到了卷绕的基本作用。但显然这种布置比较简单,无法满足自动化的作业要求。
那么,在枢转体上布置一个夹持气缸48,夹持气缸48前端为夹板49,夹持气缸48将夹板49推向对夹板46从而形成夹持。因此,当夹板49和对夹板46夹住胶带/覆膜的时候,通过卷绕伺服电机41的转动,可以进行有效的卷绕动作。在活动的收缩板47上配置一个收缩气缸40,当卷绕开始时,收缩气缸40推出,收缩板47位于工作位置上,收缩板47与对夹板46形成卷绕的基础支撑。卷绕完成后,收缩气缸40收回,收缩板47与对夹板46之间的间距缩小,此时很容易就将成卷的胶带/覆膜取下来。
下料机构5包括相对于收料机构布置的夹持组件以从收料机构上取下收卷好的胶带/覆膜。下料机构5布置在移载机构2的一端处,收料机构4在完成收卷后会移动到下料机构5的上方。
下料机构5包括升降组件和夹持组件;升降组件包括升降执行件及升降导向件;夹持组件包括夹爪51和夹爪气缸52;升降组件驱动夹持组件进行升降位移;夹持气缸驱动夹爪从收料机构上夹取胶带/覆膜。具体的,升降导向件53为竖直布置的的滑轨,滑轨上通过滑块配合一块板状件54,板状件54由升降执行件(本实施例中为升降气缸)驱动其进行升降位移。板状件54上安装一转动气缸55,转动气缸55的输出端上安装一背板56,背板56上则布置了夹持组件,夹持组件为两个夹爪51,夹爪51有夹爪气缸52进行驱动夹持,夹爪51为开口向上布置,在夹持住胶带卷/膜带卷后,由转动气缸55驱动向下方翻转,通常下方布置回收箱,夹爪51松开,胶带卷/膜带卷落入回收箱后进行处理。
本发明实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明的。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明的所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
- 一种自动撕胶带设备
- 一种胶带自动撕除设备