一种高效复合型空冷器上箱转接管等效热处理方法
文献发布时间:2024-01-17 01:21:27
技术领域
本发明涉及复合型空冷器上箱外接管的消应力热处理工艺技术领域,具体为一种高效复合型空冷器上箱转接管等效热处理方法。
背景技术
高效复合型空冷器在石油化工行业应用非常广泛,芯体部件以预冷组件和盘管组件为主,而连接预冷组件和盘管组件的结构形式以U型转接管为主,内部介质主要是有毒有害且易爆炸,因此上箱转接管的焊缝质量对该设备的安全至关重要,直接关系到设备的安全运行。目前,转接管的材料大多以抗氢钢、铬钼钢材料为主,依据标准要求焊后必须进行消应力热处理,但因转接管的结构特殊性,不宜进行消应力热处理,导致焊缝的屈服强度高,焊接应力大,降低了转接管的焊接接头的力学性能。
鉴于上述原因,本申请提供一种高效复合型空冷器上箱转接管等效热处理方法,用以解决上述问题。
发明内容
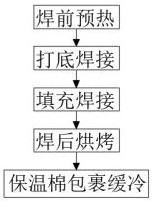
本发明要解决的技术问题是克服现有的缺陷,提供一种高效复合型空冷器上箱转接管等效热处理方法,对转接管采用焊前预热、打底焊接、填充焊接、焊后烘烤、保温棉包裹缓冷的等效处理方式,解决了因其结构特殊不宜进行消应力热处理的问题,使屈服强度和硬度检测均满足相关标准要求,并消除了焊接应力,提高了上箱转接管的焊接接头的力学性能,可以有效解决背景技术中的问题。
为实现上述目的,本发明提供如下技术方案:一种高效复合型空冷器上箱转接管等效热处理方法,包括以下步骤:
S1、焊前预热:上箱外接管按图纸要求组对点焊后,用火焰对焊道坡口内及距离坡口边缘30mm范围内进行烘烤预热;
S2、打底焊接:采用手工钨极氩弧焊焊接,选择直径为2.5mm的焊丝焊接,焊接电流及电压尽可能选择小规范参数;
S3、填充焊接:采用手工钨极氩弧焊填充整个焊道,每一层焊前均要用测温枪检测焊接区域及其边缘30mm范围内的层间温度,确保层间温度不低于150℃,并控制相邻焊道间的搭接量;
S4、焊后烘烤:上箱转接管的整个焊道焊接完成后仍用火焰沿焊缝及其边缘30mm范围内沿螺旋形烘烤至红色或者暗红色,烘烤0.5h;
S5、保温棉包裹缓冷:焊后用火焰烘烤保温0.5h后立即用保温棉包裹焊道及其边缘60mm范围的母材,并用尼龙绳或铁丝缠绕捆紧。
作为本发明的一种优选技术方案,S1中,对焊道坡口内及距离坡口边缘30mm范围内沿螺旋形进行烘烤预热,预热温度至少为150℃。
作为本发明的一种优选技术方案,S2中,焊接电流的范围在90-110A之间,电压值为12V。
作为本发明的一种优选技术方案,S3中,用手工钨极氩弧焊填充整个焊道时,按常规工艺的焊接参数焊接,每层焊道厚度在2.0-2.5mm范围内,相邻焊道间的搭接量控制在50%左右。
与现有技术相比,本发明的有益效果是:
本发明示例的高效复合型空冷器上箱转接管等效热处理方法,对转接管采用焊前预热、打底焊接、填充焊接、焊后烘烤、保温棉包裹缓冷的等效处理方式,解决了因其结构特殊不宜进行消应力热处理的问题,使屈服强度和硬度检测均满足相关标准要求,并消除了焊接应力,提高了上箱转接管的焊接接头的力学性能。
附图说明
图1为本发明结构示意图;
图2为本发明中上箱转接管的结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-2,本发明提供一种技术方案:
一种高效复合型空冷器上箱转接管等效热处理方法,包括以下步骤:
S1、焊前预热:上箱外接管按图纸要求组对点焊后,用火焰对焊道坡口内及距离坡口边缘30mm范围内沿螺旋形进行烘烤预热,预热温度至少为150℃;螺旋形烘烤的目的:一方面使坡口及其待焊区域30mm范围内的母材金属受热均匀;另一方面为消除坡口及其待焊区域的水气、油污等杂质,减缓焊接时的冷却速度;
S2、打底焊接:采用手工钨极氩弧焊焊接,选择直径为2.5mm的焊丝焊接,焊接电流及电压尽可能选择小规范参数,焊接电流的范围在90-110A之间,电压值为12V;采用小规范参数进行焊接,以便打底焊道获得小而浅的热影响区,此方式有利于降低因热输入过高,热影响区过大而导致焊缝产生脆硬组织,从而提升打底焊缝和热影响区的机械性能;
S3、填充焊接:采用手工钨极氩弧焊填充整个焊道,每一层焊前均要用测温枪检测焊接区域及其边缘30mm范围内的层间温度,确保层间温度不低于150℃,按常规工艺的焊接参数焊接,每层焊道厚度在2.0-2.5mm范围内,相邻焊道间的搭接量控制在50%左右,有利于减小相邻焊道的温度差,消除相邻焊缝间热影响区的脆硬组织;
S4、焊后烘烤:上箱转接管的整个焊道焊接完成后用火焰沿焊缝及其边缘30mm范围内沿螺旋形烘烤至红色或者暗红色,烘烤0.5h,可以减缓整个焊道的冷却速度,有利于扩散氢的逸出,改善焊缝及其热影响区的金相组织,提高接头的塑性和韧性,并对焊道起到后热的作用;
S5、保温棉包裹缓冷:焊后用火焰烘烤保温0.5h后立即用保温棉包裹焊道及其边缘60mm范围的母材,并用尼龙绳或铁丝缠绕捆紧,可以使焊道、热影响区及其附近母材的均匀缓慢冷却,提升结构的整体性能。
本发明对转接管采用焊前预热、打底焊接、填充焊接、焊后烘烤、保温棉包裹缓冷的等效处理方式,解决了因其结构特殊不宜进行消应力热处理的问题,使屈服强度和硬度检测均满足相关标准要求,并消除了焊接应力,提高了上箱转接管的焊接接头的力学性能。
本发明中未公开部分均为现有技术,其具体结构、材料及工作原理不再详述。尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。