一种压气机叶轮
文献发布时间:2024-01-17 01:21:27
技术领域
本发明涉及涡轮增压器技术领域,具体为一种压气机叶轮。
背景技术
涡轮增压器是一种可以使发动机在工作效率不变的情况下,增加输出功率的机械装置,同时,有效降低发动机的燃油消耗率。近些年,发动机增压技术得到了快速发展,增压技术在降低排放、提升功率、高原性能恢复等方面发挥着重要的作用。
对于涡轮增压器,压气机叶轮是涡轮增压器的核心部件,高压比、高效率压气机设计,一直是压气机叶轮的追求目标。
但是,传统叶轮的结构设计不合理,传统叶轮的叶片型面不具有可变性特征,限制了叶轮性能的进一步提高,限制了压气机的效率,进而影响到整个涡轮增压器的效率。
发明内容
本发明的目的在于提供一种压气机叶轮,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种压气机叶轮,包括轮毅,所述轮毅上设有多个长叶片和分流叶片,多个所述长叶片和分流叶片间隔分布于轮毅上,位于所述长叶片和分流叶片之间的轮毅上分布有密齿梳状流道,每个所述分流叶片包括进气边,所述进气边的边缘上密布有多条弧形流道。
优选的,所述长叶片为三元曲面状,所述长叶片的顶部采用前缘曲线式结构,所述长叶片以轮毂为中心呈放射线状曲线排列。
优选的,所述分流叶片的形状为弯掠前缘叶型,所述分流叶片也呈放射线状曲线排列。
优选的,所述密齿梳状流道和弧形流道的铣加工方式如下:
所述密齿梳状流道铣加工步骤包括:先用铣刀沿着分流叶片的外围插铣出多条宽度为0.4mm的槽,并保正每个槽体左侧单边有0.2mm的余量,再利用铣刀对左侧单边的余量进行侧铣,形成宽度为0.6mm,且带有一定弧度的槽;
所述弧形流道铣加工步骤包括:用球头铣刀的刀头对准分流叶片进气边的顶部,沿着叶片的流线方向开始切削,走刀过程中,沿着进气边的边缘弧度,刀头由一侧向另一侧行进,然后退刀重复操作,直至进气边的整个边缘全部加工完毕。
与现有技术相比,本发明的有益效果是:本发明特设的分流叶片的形状为弯掠前缘叶型,能够有效的降低叶片前缘激波强度,改善叶轮内部流动,抑制二次流的发生,通过叶轮上特设的密齿梳状流道和弧形流道来改善低速区的气流均匀性,能够显著提高压气机的喘振裕度,从而提高压气机的稳定性,继而大大提高涡轮增压器的效率。
附图说明
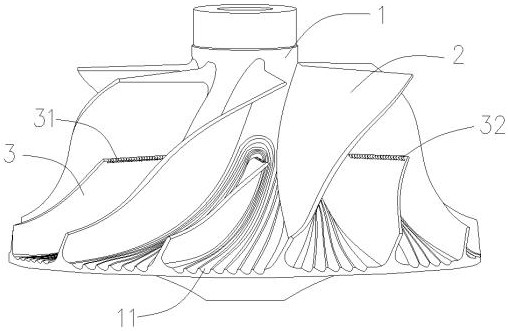
图1为本发明整体结构示意图;
图2为本发明铣加工密齿梳状流道的刀头走向示意图;
图3为本发明铣加工弧形流道的刀头走向示意图。
实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在发明的描述中,需要说明的是,术语“上”、 “下”、 “内”、 “外”“前端”、 “后端”、“两端”、 “一端”、 “另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对发明的限制。此外,术语“第一”、 “第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、 “设置有”、 “连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在发明中的具体含义。
叶轮出口流场的均匀性,主要是指流道 hub 到hroud侧气流角分布及绝对马赫数分布。这两项参数的均匀性直接影响后边静子部件的设计以及整级效率和变工况运行范围,是压气机叶轮设计时,一个非常重要的考核指标。
请参阅图1,本发明提供一种技术方案:一种压气机叶轮,包括轮毅1,所述轮毅1上设有多个长叶片2和分流叶片3,多个所述长叶片2和分流叶片3间隔分布于轮毅1上,在位于所述长叶片2和分流叶片3之间的轮毅1上分布有密齿梳状流道11,每个所述分流叶片3包括进气边31,在所述进气边31的边缘上密布有多条弧形流道32;
离心压气机内部气流在离心力及转弯哥氏力的综合影响下在叶轮出口机匣侧角区会产生个低速区,通过本发明特设的密齿梳状流道11和弧形流道32,来改善中部主流区气流角,从而保证通过的气流的均匀性,将气流差稳定在在正负5%左右,杜绝低速区生成。
本实施例中,所述长叶片2为三元曲面状,所述长叶片2的顶部采用前缘曲线式结构,所述长叶片2以轮毂1为中心呈放射线状曲线排列。
本实施例中,所述分流叶片3的形状为弯掠前缘叶型,采用该弯掠前缘叶型设计,可保证其出口流场更加均匀,从而使气流更加平稳,所述分流叶片3也呈放射线状曲线排列。
本实施例中,所述密齿梳状流道11和弧形流道32的铣加工方式如下:
结合图2的刀头走向所示,该密齿梳状流道11铣加工步骤包括:先用铣刀沿着分流叶片3的外围插铣出多条宽度为0.4mm的槽,并保正每个槽体左侧单边有0.2mm的余量,再利用铣刀对左侧单边的余量进行侧铣,形成宽度为0.6mm,且带有一定弧度的槽;
结合图3的刀头走向所示,该弧形流道32铣加工步骤包括:用球头铣刀的刀头对准分流叶片3进气边31的顶部,沿着叶片的流线方向开始切削,走刀过程中,沿着进气边的边缘弧度,刀头由一侧向另一侧行进,然后退刀重复操作,直至进气边的整个边缘全部加工完毕。
综上所述,本发明特设的分流叶片的形状为弯掠前缘叶型,能够有效的降低叶片前缘激波强度,改善叶轮内部流动,抑制二次流的发生,通过叶轮上特设的密齿梳状流道和弧形流道来改善低速区的气流均匀性,能够显著提高压气机的喘振裕度,从而提高压气机的稳定性,继而大大提高涡轮增压器的效率。
对于本领域技术人员而言,显然发明不限于上述示范性实施例的细节,而且在不背离发明的精神或基本特征的情况下,能够以其他的具体形式实现发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。