混合式热交换器
文献发布时间:2024-01-17 01:28:27
相关申请的交叉引用
本申请要求于2020年12月23日提交的第63/129,796号美国临时专利申请的权益。
技术领域
本公开涉及热交换器,并且更具体地涉及间接热交换器。
背景技术
各种类型的间接热交换器是已知的。板框式热交换器、枕板式热交换器和板盘管式热交换器都利用成形的金属板,这些金属板通常焊接在一起,并随后液压膨胀或与垫圈压在一起以形成流体密封盒。这些间接热交换器统称为板式热交换器。类似地,通常使用蛇形盘管间接热交换器。
直接热交换器也是已知的,例如热成型聚氯乙烯(PVC)填充物,其可以与间接热交换器结合使用。例如,填充物可以定位在蛇形盘管上方或下方,以在蒸发流体接触蛇形盘管之前或之后为蒸发流体提供与空气相互作用的区域。
板式热交换器可能相对昂贵并且难以生产,在一些情况下,使得每吨冷却成本高于市场可承受的成本。另一方面,蛇形盘管热交换器可能较便宜,但不能匹配板式热交换器的表面积密度,并因此不能匹配热交换效率。不锈钢(SST)板式热交换器更昂贵,通常高达三倍或四倍以上,并且同时比它们的热浸镀锌黑钢(HDG)等效的导热性更低,但为了实现更高的耐腐蚀性,通常指定SST板式热交换器。
导热聚合物已经用于低压热交换器中,并且从材料成本的角度来看可能比金属材料更理想。然而,这些热交换器不足够强以抵抗在许多领域(诸如制冷剂盘管)中的认证所需的内部压力。例如,板式热交换器的一些应用需要板式热交换器以承受150psig或更高,例如300psig或甚至1000psig。因此,使用已知的导热聚合物从用于这些高压应用的导热聚合物制造板式热交换器是不切实际的。
附图说明
图1是具有金属蛇形管和与其热集成的导热聚合物主体的混合式热交换器的透视图;
图2是包括连接到入口和出口集管的图1的多个混合式热交换器的混合式热交换器组件的透视图;
图3是包括图2的混合式热交换器组件的冷却塔;
图4是沿图1中的线4-4截取的截面图,示出了容纳蛇形管的行程的主体的护套部分;
图5是具有导热聚合物主体的另一混合式热交换器的截面图,该导热聚合物主体包括使用导热膏围绕两个流体导管接合在一起的两个片材;
图6是具有导热聚合物主体的混合式热交换器的截面图,该导热聚合物主体包括围绕流体导管连接的片材和覆盖部分;
图7A、图7B和图7C是使用增材制造形成混合式热交换器的方法的示意图;
图7D、图7E和图7F是可与图7A至图7C的方法一起使用的导热聚合物细丝的示意图;
图8A、图8B和图8C是使用注射成型形成混合式热交换器的方法的示意图;
图9是具有将混合式热交换器相对于彼此保持在固定位置的框架的混合式热交换器组件的透视图;
图10是可以与多个流体导管集成的单个导热聚合物主体的透视图;
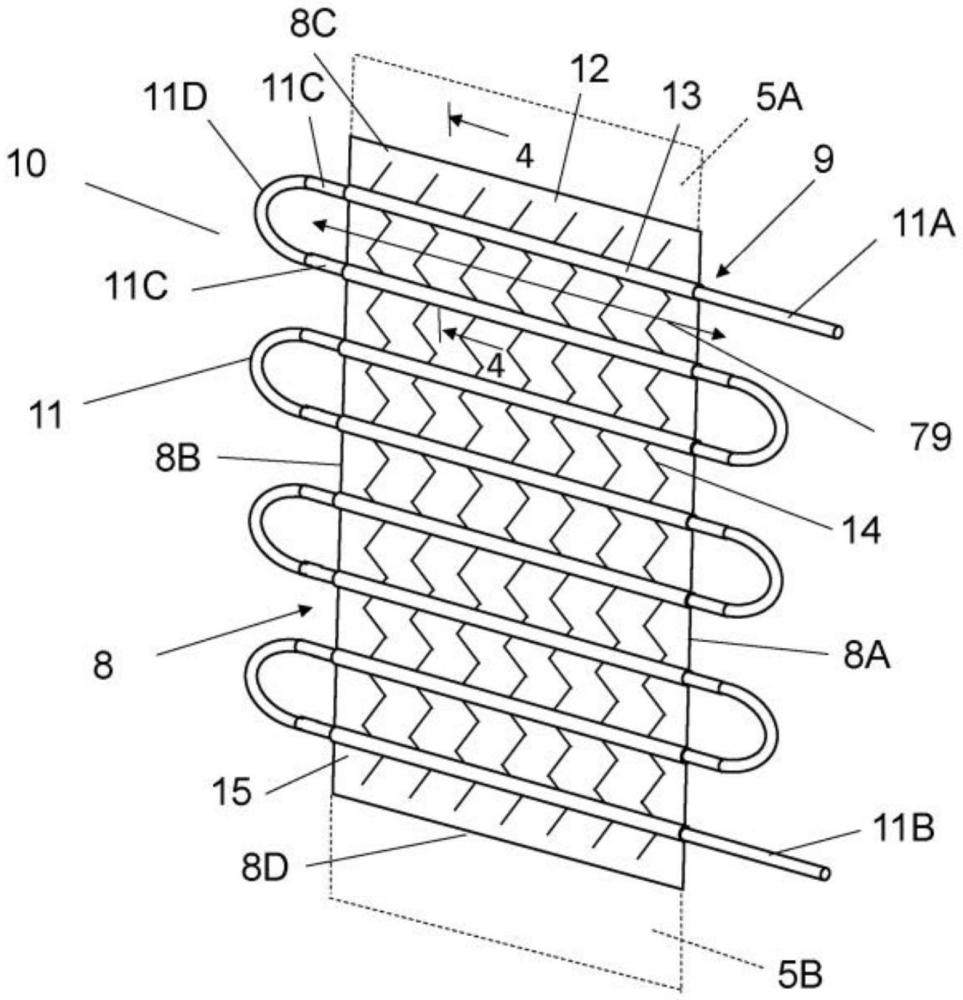
图11是混合式热交换器的示意图,其具有与混合式热交换器的导热聚合物主体热集成的混合式热交换器的管的直行程部和返回弯曲部;
图12是具有流体导管和导热聚合物主体的混合式热交换器的一部分的视图,图12示出了主体的外表面的V形条纹;
图13是沿图12中的线13-13截取的截面图,示出了主体的V形条纹的脊和凹槽;
图14是具有延伸穿过导热聚合物主体的流体导管的混合式热交换器的透视图;
图15是图14的混合式热交换器的一部分的透视图,示出了混合式热交换器的管的直行程部和返回弯曲部;以及
图16是具有延伸到导热聚合物的主体中的管的混合式热交换器的透视图,图16示出了导热聚合物主体的鳍片。
具体实施方式
根据本公开的一个方面,提供了一种混合式热交换器,该混合式热交换器包括金属蛇形管,该金属蛇形管具有用于接收工艺流体的入口端部分、出口端部分以及将工艺流体从金属蛇形管的入口端部分引导到出口端部分的一系列行程部和返回弯曲部。混合式热交换器还包括与蛇形管热集成的导热聚合物主体。导热聚合物主体具有与流体(诸如空气)和/或蒸发液体(诸如水)接触的外表面。导热聚合物主体被构造成在金属蛇形管与接触导热聚合物主体的外表面的流体之间传递热量。导热聚合物主体的外表面包括表面增强特征部,其影响流体流过导热聚合物主体的外表面。
具有金属管和热集成的导热聚合物主体的混合式热交换器结合了金属管的强度,这可以利用容易制造的导热聚合物主体承受高工艺流体操作压力。高工艺流体操作压力对于例如水、乙二醇和盐水的工艺流体可以为至少150psig,对于例如氨或二氟一氯甲烷(HCFC-22)的制冷剂可以为高达410psig,或者对于例如CO
根据本公开的另一方面,提供了一种热交换器系统,其包括用于接收工艺流体的入口集管、出口集管和第一导热材料的多个流体导管。第一导热材料可以是诸如不锈钢或铜的金属,诸如陶瓷、复合材料或导热聚合物的非金属材料。流体导管各自具有连接到入口集管的入口端部分、连接到出口集管的出口端部分以及沿着流体导管在入口端部分和出口端部分之间的中间部分。由此,流体导管被构造成允许工艺流体从入口集管流动到出口集管。
热交换器系统包括导热聚合物的主体,其不同于第一导热材料并且具有外表面。导热聚合物主体与流体导管的中间部分热接触,并且被构造为当工艺流体行进通过流体导管的中间部分时促进工艺流体与导热聚合物主体的外表面处的流体之间的热传递。因为导热聚合物主体具有与流体导管的第一导热材料不同的材料,所以可以选择第一导热材料以提供足够的强度来抵抗高压工艺流体,而可以选择导热聚合物主体的材料而不受压力处理要求的限制。
本公开还提供了一种形成混合式热交换器的方法,包括:提供金属管以接收工艺流体;以及,制造导热聚合物的主体。该主体具有外表面,该外表面具有表面增强特征部以影响在主体外表面处的流体流动。该方法还包括热集成导热聚合物主体和金属管。在一个实施例中,制造包括使用增材制造来生产主体,并且集成导热聚合物主体和金属管包括使用增材制造围绕金属管形成主体。在另一种方法中,制造包括使用增材制造来形成主体,并且集成导热聚合物主体和金属管包括围绕金属管组装主体的部分。
在本公开的一个方面,提供了一种方法,该方法包括增材制造,诸如三维(3D)打印、模制和/或将导热聚合物附接到一个或多个流体导管(诸如一个或多个金属管),以产生较低成本但高效的混合板式热交换器。在一些示例中,空气和水处理特征部经由模制或3D打印技术形成到混合板式热交换器的聚合物片材中,该模制或3D打印技术可用于:避免旁路;优化热交换器上方的水分布;促进水/空气混合;和/或,提供导热聚合物或聚合物/金属混合表面积以实现来自管的热传递。与SST金属相当,导热聚合物相对于传统聚合物通常具有高十倍的导热性能,同时每单位重量的成本较低。因此,导热聚合物允许较低成本的构造材料,同时保持热性能。
通常,导热聚合物是指导热率超过2W/m.K的聚合物,所述导热率例如在2W/m.K和100W/m.K之间,例如5W/m.K以上,例如10W/m.K。下表比较了在20℃下测量的各种材料的近似热导率。
在一个实施例中,金属管可以用于工艺流体处理以满足混合式热交换器的压力要求。可用于管的金属的示例包括铝、铜、不锈钢和碳钢。也可以考虑用于管的替代构造材料,例如陶瓷和导热聚合物。
一些描述的示例涉及不同材料和制造工艺(例如,导热聚合物和金属管)的组合以产生混合式热交换器。本文提出的至少一个混合式热交换器利用金属管结构来容纳高压工艺流体的内部压力,该高压工艺流体能以大于150PSIG(诸如大于200PSIG或大于300PSIG)提供,而导热聚合物用于以比典型的单一材料金属板式热交换器更低的材料成本扩展混合式热交换器的表面积。
在本公开的一个方面,提供了一种容易制造的、低成本的板式热交换器,其可以为各种应用进行构造(用于特定单元类型的不同大小、尺寸、图案),而无需大量的工具或设备改变。板式热交换器解决了焊接金属板的压力处理问题,其中焊缝作为一弱点。板式热交换器适于保持热交换器的表面积密度,同时提高成本、可制造性和适应性。使用接合到包含加压工艺流体的管的高传导性聚合物材料能够以比SST热交换器更低的成本实现具有高耐腐蚀性和抗污能力的优异的传热,并且重量减轻。
用于工艺流体处理流体导管的第一材料和连接到流体导管的第二材料的利用允许工程灵活性(即,适于特定应用且不受传统制造考虑约束的设计)和成本有效的热交换器,同时能够满足压力处理要求。存在可与该方法一起使用的多种不同的管电路和聚合物片材构造(例如,表面图案)。另外还可设想的是,有可能打印或模制填充物作为板的延续,以将两个特征组合到一个板式热交换器中。该技术可以应用于需要进入或离开加压流体通道的热传递的任何领域(例如,汽车/航空航天:电池冷却、发动机冷却、电力电子器件冷却、消费高压交流电(HVAC)、高性能计算冷却)。
附图中所示的示例旨在是示例性的,并且可以设想的是,这些示例能够被修改或重新设计,例如以优化用于大批量制造的设计并平衡成本与热性能的方式。
关于图1,提供了一种混合式热交换器10,工艺流体(诸如水、乙二醇、盐水、氨或CO
管11具有入口端部分11A、出口端部分11B和沿着管11在入口端部分11A和出口端部分11B中间的中间部分9。在一个实施例中,管11是蛇形管,并且中间部分9包括行程部,诸如直行程部11C和返回弯曲部11D。直行程部11C布置为管部分的竖直阵列。管11可以具有整体构造并且可以通过例如将具有期望横截面的管挤出到一定长度来形成。形成管11的另一种方法包括将材料条带卷成期望的横截面构造并将条带的纵向边缘焊接在一起。在又一实施例中,管11可以是部件的组件。例如,直行程部11C可以由第一材料制成,并且返回弯曲部11D由第二材料制成,诸如不同的第一金属和第二金属,并且直行程部11C和返回弯曲部11D诸如经由焊接连接在一起。
管11具有总长度和垂直于该长度的横截面。管11的横截面在整个长度上可以是均匀的,或者可以在整个长度上变化。例如,直行程部11C可以具有与返回弯曲部11D不同的横截面。管11的横截面可以包括例如为圆形、椭圆形、长方形和长圆形中的至少一种的横截面。
主体12具有套筒部分,例如护套13,其接收管11的直行程部11C。主体12还具有外表面15,该外表面15包括诸如三维表面图案的表面特征部14,该表面特征部14引导流过外表面15的流体和/或改善流过外表面15的流体与主体12之间的热传递。表面特征部14的示例包括诸如V形条纹、峰和谷、脊等的突起。表面特征部15能够以各种不同的图案或构造形成,以控制流体在整个组件中的分布,并增强在管11中的工艺流体与接触主体12的外表面15的流体(诸如水和/或空气)之间的热传递。
主体12可以由一种或多种导热聚合物材料制成,与常规热交换器材料相比,该导热聚合物材料可以提供高强度和改进的热性能。在一个实施例中,导热聚合物包括弹性体,例如塑料、合成橡胶或天然橡胶。弹性体注入石墨或金属的颗粒以提供导热性。在另一个实施例中,导热材料包括聚合物和在聚合物中连续的纤维或金属线。
主体12的导热聚合物可以是掺杂有金属材料的聚合物材料。例如,主体12的导热聚合物可以是掺杂有导热材料的热塑性聚氨酯(TPU)。作为另一示例,主体12的导热聚合物的弹性体可以包括聚乳酸(PLA)、丙烯腈丁二烯苯乙烯(ABS)或尼龙基材料。导热掺杂材料可以包括例如石墨纤维、铝纤维或铜纤维。
在一个实施例中,主体12是用于管11的壳体,并且入口端部分11A、出口端部分11B和返回弯曲部11D在壳体的外部。主体12具有包括垂直边缘8A、8B和水平边缘8C、8D的外周8。要指出的是,术语垂直和水平被用于描述相对定位而不是描述相对于地球的取向。
关于图1,主体12可以具有在管11的最上面的一个直行程部11C上方延伸的上填充部分5A和在最下面的一个直行程部11C下方延伸的下填充部分5B。上填充部分5A和下填充部分5B为诸如蒸发液体的流体提供额外的表面积,以使其沿主体12行进并与主体12传递热量。此外,在蒸发液体(诸如水)被分布到混合式热交换器10上并且气流沿着蒸发热交换器10与蒸发液体相反或横向地被引导的实施例中,上填充部分5A和下填充部分5B为空气与蒸发液体之间的潜热和显热传递提供附加区域。上填充部分5A和下填充部分5B可以包括表面增强特征部,诸如突起图案、V形条纹、脊、凹槽、凸形/凹形构件等。
关于图2,提供了具有并联连接到入口集管17和出口集管18的多个混合式热交换器10的混合式热交换器组件16。每个混合式热交换器10的管11限定用于从入口集管17到出口集管18的工艺流体的单独的流动路径或回路。对于给定的实施例,入口集管17和出口集管18可以是相反的。
主体12在其之间具有间隔19,该间隔19允许流体沿着主体12的外表面15行进。在一个实施例中,每个管11具有与其集成的相应主体12,并且在主体12之间存在间隔。在另一个实施例中,单个主体12可以与两个、三个或更多个管11集成(例如,模制、3D打印、装配)。单个主体12中可以具有允许空气和蒸发流体通过混合式热交换器组件16的通孔。下面参考图10更详细地讨论示例性单个主体构造。
关于图2,混合式热交换器10的数量以及管11和主体12的构造可以针对特定应用进行定制。每个混合式热交换器10的主体12被集成,诸如使用增材制造沉积到管11上,模制到管11上,和/或机械地固定到管11以形成连续的板式热交换器,其既有助于分配来自管11中的工艺流体的热量,又增强与接触主体12的外表面15的流体(诸如空气和/或蒸发冷却水)的相互作用。为此,表面特征部14以特定于应用的方式形成到主体12中。另外,主体12可以在管11的上方、下方或者既在上方也在下方延伸,以产生用于流体接触外表面15的填充部分(参见图1中的5A、5B),并且进一步增强混合式热交换器组件16的热传递特性。
关于图3,提供了一种诸如冷却塔24的排热装置,其包含了一个或多个直接和/或间接的热交换器,诸如混合式热交换器组件16和填充物34。冷却塔24具有外部结构26和包括风扇叶片30和马达32的一个或多个风扇28。作为一些示例,冷却塔24可以是蒸发冷凝器、闭环冷却塔或干式冷却器热交换器。填充物34在混合式热交换器组件16下方示出,但是在其他实施例中,填充物34在混合式热交换器组件16的上方和/或侧面。
关于图3,冷却塔24具有蒸发液体分配系统43,该蒸发液体分配系统43包括喷射组件44,该喷射组件44具有将蒸发流体(诸如水)分配到混合式热交换器组件16上的喷嘴或孔口46。蒸发液体分配系统43包括:贮槽50,其用于从填充物34和混合式热交换器组件16收集蒸发流体;以及,泵52,其将收集的蒸发流体通过管道54泵送到喷射组件44。
冷却塔24还包括:一个或多个空气入口35;入口百叶窗58,其防止蒸发液体离开冷却塔24;空气出口59;以及,消除器56,其在空气离开空气出口59之前从空气收集水雾。风扇28可操作以产生或引起相对于混合式热交换器组件16和填充物34向上的空气流。在其它实施例中,冷却塔24可具有一个或多个风扇,该一个或多个风扇被构造成相对于冷却塔24的间接热交换器和/或直接热交换器沿向下流动方向或交叉流动方向引起空气流。
关于图4,提供了混合式热交换器10的一部分的截面图。管11的直行程部11C被容纳在主体12的护套部分13中。该护套部分13围绕直行程部11C的整个横截面延伸行程部11C的长度79的至少一部分(参见图1)。在一个实施例中,混合式热交换器10具有在主体12和行程部11C中间的导热膏80,以改善在主体12和行程部11C之间的热接触。在其他实施例中,不使用导热膏80。例如可使用的是:将主体12直接打印/模制到行程部11C上,将行程部11C扩展成与主体12C接合(诸如通过将滚珠轴承推进穿过管11以增加管11的外径或将加压液体施加到管11中)、机械连接(诸如卡扣配合或夹紧机构)以固定主体12和管11、或用于实现在主体12和管11之间的表面接触的烘烤至完成的方法。在一些情况下,导热膏80可以是粘接剂或粘合剂以提供机械稳定性,例如管11和主体12的无滑动构造。在一个实施例中,导热膏80可以是涂层以保护管11。
关于图5,提供了一个混合式热交换器100,其类似于上面参考图4讨论的混合式热交换器10。该混合式热交换器100具有导热聚合物的主体102。该主体102包括围绕管110的行程部108装配的两个片材104、106。该片材104、106可包括配合部分,诸如卡扣配合构件,其接合以将片材104、106连接到管110。主体102具有由片材104、106的护套部分112A、112B形成的护套112。混合式热交换器100还包括导热膏114,例如环氧树脂。导热膏114可用于促进热传递和/或确保机械稳定性。在一个实施例中,主体102被加热以将片材104、106粘附到彼此和管110。
关于图6,提供了一种混合式热交换器150,其类似于上面参考图4讨论的混合式热交换器10。该混合式热交换器150包括管152和导热聚合物的主体154。主体154具有片材154A和覆盖件154B、154C。片材154A具有与覆盖件154B、154C不同的尺寸和形状。片材154A和覆盖件154B、154C配合以形成主体154的护套部分156。该护套部分156具有开口158以容纳管152。片材154A和覆盖件154B、154C各自具有套环部分160、162,该套环部分160、162被构造成与管152的外表面互补。在一个实施例中,片材154A的套环部分160围绕管152的横截面的一大部分延伸,并且盖154B、154C的套环部分162围绕管152的横截面的一小部分延伸。在其他实施例中,套环部分160可以围绕横截面的一小部分延伸,并且套环部分162围绕横截面的一大部分延伸,或者套环部分160、162可以围绕横截面具有类似的范围。在一个实施例中,混合式热交换器150包括在主体154和管11之间的开口158中的膏164。膏164可用于促进热传递和/或确保机械稳定性。
关于图7A至图7C,提供了形成混合式热交换器的示例方法。该方法包括使用增材制造设备202形成导热聚合物的主体200并将主体200与管204集成。管204可以是例如连续形成的金属管或由另一种导热压力处理材料制成的管。
设备202包括导热聚合物细丝206、驱动细丝206通过用于熔化细丝的加热室210并到达喷嘴212的齿轮208。喷嘴212沉积熔化的细丝214。在沉积之后,熔化的细丝214变成固化的细丝216。在一些实施例中,提供可移除支撑材料,例如模板218。该模板218可以被移除,诸如通过被断开或溶解在液体中。移除模板218在固化的细丝216中留下对应的形状,诸如图7A中的凸块221被移除,以在固化的细丝216中留下凹陷部220。在一些实施例中,可以提供构建板222,熔化的细丝214最初沉积在该构建板222上。一旦主体200已经完成,就可以从模板218移除固化的细丝216。
在一个实施例中,图7A至图7C的方法包括使用熔融沉积建模(FDM)3D打印工艺形成主体200。可以使用其他增材制造工艺,诸如选择性激光烧结、立体光刻(SLA)3D打印和/或粘合剂喷射。
细丝206在喷嘴212中塑化并逐层选择性地沉积以形成主体200的期望几何形状。多个喷嘴212可用于加速处理和/或打印不同材料(例如,可溶性牺牲支撑材料以及导热聚合物)。图7A中的被打印主体200包括套环部分,诸如通道224,该套环部分的尺寸被设定成具有定位在其中的管204。
该方法包括将管204定位在通道224中,如图7B所示。该方法包括继续沉积熔化的细丝214以将管204嵌入通道224中,如图7C所示。图7A至图7C的方法可以用围绕管204的导热膏、烘烤至完成的技术和/或机械紧固方法来辅助,以将所有部件固定到完整且热有效的组件中。
关于图7D至图7F,提供了可根据本文所述的方法使用的各种类型的导热聚合物细丝的横截面。关于图7D,提供了导热聚合物细丝230,其具有可以导热或可以不导热的聚合物材料的基体相(matrix phase)231。导热聚合物细丝230还包括导热材料(诸如石墨或金属)的颗粒相232。
关于图7E,提供了具有导热基体235和连续线材236的导热聚合物细丝234。导热基体235可以是例如弹性体,诸如掺杂有导热材料(诸如石墨、铝和/或铜)的塑料材料。
连续线材236可以由金属材料制成,诸如铜和/或镍铬合金,其用作导热材料。在连续线材236包括镍铬合金的实施例中,可以将电流施加到镍铬合金材料以使连续线材236产生热量。参考图3,在一个实施例中,冷却塔24可包括电源99,该电源99可操作以将电流施加到主体12的镍铬合金线材以用于主动加热循环。主动加热循环可用作除霜、防冻结,或迫使主体12的相变材料发生相变,如下所述。
关于图7F,提供导热聚合物细丝240,其具有由例如TPU、ABS或PLA塑料制成的导热壳241。导热聚合物细丝240还具有由例如石蜡、非链烷烃有机物和/或水合盐制成的相变芯242。相变芯242具有在导热聚合物细丝240已经沉积和硬化之后经历例如固液相变的能力。相变芯242的相变允许使用导热聚合物细丝240打印的导热聚合物主体经由相变芯242改变状态来吸收热量。以此方式,使用导热聚合物细丝240打印的导热聚合物主体提供能量存储以及能量传递。
关于图8A至图8C,提供了用于使用注塑成型和模具252形成混合式热交换器250(参见图8C)的示例方法。该混合式热交换器250包括诸如管260的流体导管和导热聚合物的主体262。
关于图8A,模具252具有第一模具部分(诸如上模型254)、第二模具部分(诸如下模型256)以及在其之间的腔258。该方法包括将诸如管260的流体导管定位到模具252中并且封闭模具252,使得管260在腔258中。管260定位在腔258中,使得在管260与上模型254和下模型256之间存在足够的间隔,以形成主体262的期望厚度。将导热聚合物注塑到管260上允许聚合物熔合到管260,该管260填充在管260和导热聚合物之间的开口以改善管260和主体262之间的热接触。将导热聚合物注塑到管260上还为混合式热交换器250提供结构刚性。
关于图8B,该方法包括将导热聚合物270注入模具252的腔258中并填充腔258的一部分272。聚合物270的熔化的前端274在整个腔258中前进,直到腔258填充有聚合物270,如图8C所示。
图8C示出了在已经注入导热聚合物270之后并且在从模具252移除或排出混合式热交换器250之前的混合式热交换器250。在一些方法中,在聚合物270固化之后,可以利用后模制或烘烤至完成的技术来完成组件,并提供特定实施例所需的热接触和刚性。
关于图9,提供了混合式热交换器组件300,其在许多方面类似于图2的混合式热交换器组件16。混合式热交换器组件300包括并联连接到入口集管304和出口集管306的多个混合式热交换器302。混合式热交换器组件300具有保持混合式热交换器302相对于彼此固定的框架308。
参考图10,示出了导热聚合物的主体350。主体350具有使用例如增材制造形成为单个部件的片材352的阵列。主体350具有开口354以允许气流通过主体350和护套部分356以容纳流体导管,诸如经由在主体350外部的返回弯曲部连接的蛇形管的行程部。在一个实施例中,片材350经由在片材350之间延伸的主体350的支柱连接。
关于图11,提供混合式热交换器400,其具有入口管402、出口管404和连接入口管402和出口管404的三个管406。管406各自包括直行程部412和连接该直行程部412的返回弯曲部414。混合式热交换器400具有与管406热集成的导热聚合物的主体408。该主体408与直行程部412以及返回弯曲部414热集成。返回弯曲部414在主体408的外周420的内侧。在一个实施例中,直行程部412和返回弯曲部414嵌入主体408中。
导热聚合物主体410具有表面增强特征部,例如V形条纹410。在一个实施例中,蒸发液体在方向411上分布到混合式热交换器400上,并且空气以交叉流动或逆流方式穿过混合式热交换器400行进。表面增强特征部410限制空气的漏气并为蒸发液体创建了曲折路径以行进穿过混合式热交换器411,这改善了空气和蒸发液体之间的热传递。
关于图12,提供了混合式热交换器450的一部分。该混合式热交换器450具有诸如管452的流体导管和与管452集成的导热聚合物的主体454。管452具有中心线453,在其之间具有距离455。
主体454具有V形条纹456以影响流体流过主体454的外表面458。V形条纹456被组织成交替的行,其中第一行相对于垂直线以正角度460延伸,并且相邻行相对于垂直线以负角度460延伸。V形条纹456的成角度的定向使得在方向462上行进穿过主体454的外表面458的流体沿之字形路径穿过外表面458,这改善了流体与主体454之间的热交换。
关于图13,V形条纹456包括由主体454的壁部分476形成的脊472和凹槽474。脊472具有峰480并且凹槽474包括谷482。主体454具有峰谷高度484、峰谷距离486和主体454的护套部分490之间的距离488,其可以针对特定实施例进行选择。护套部分490围绕管452的整个横截面延伸并且结合到管452的侧壁492。在其它实施例中,护套部分490可以延伸大约小于管452的整个横截面。
关于图14,提供了混合式热交换器500,其包括导热聚合物的入口管502、出口管504、回路管506和主体508。在图15中,入口管502和出口管504被移除以示出回路管506包括直行程部510和返回弯曲部512。管506延伸穿过用于主体508的壳体516中的开口514。管506例如可以是铜管。
关于图16,提供了混合式热交换器550,其包括诸如铜管552的流体导管和与铜管552热集成的导热聚合物的主体554。主体554具有围绕主体554的开口558和鳍片560延伸的套环部分556。使用导热聚合物细丝3D打印主体554。在打印主体554以装配混合式热交换器550之后,将铜管552推进到开口558中。在3D打印主体554之后,铜管552的外径大于开口558的内径。将铜管552推进到开口558中使主体554的套环部分556围绕开口558变形,并且产生将主体554固定到铜管552的过盈配合。在另一种方法中,铜管552的外径小于主体554的开口558的内径,铜管552被推进到开口558中,并且铜管552例如通过将高压流体(例如,水)施加到铜管552的内部而膨胀成与主体554接合。
在增材制造工艺中可以使用各种不同的材料来形成本文所述的混合式热交换器,并且导热聚合物材料的能力/功能性存在显著的可能变化。例如,添加连续的铜线可以增加热导率和/或添加连续的镍铬合金线可以为混合式热交换器提供加热特性。在增材制造细丝中嵌入相变材料还可以允许根据这些公开使用各种热能存储设计。
除非本文另有说明或与上下文明显矛盾,否则单数术语诸如“一”、“一个”的用途旨在涵盖单数和复数。术语“包括”、“具有”、“包含”和“含有”应被解释为开放式术语。本文所使用的短语“中的至少一个”旨在以分离意义解释。例如,短语“A和B中的至少一个”旨在涵盖A、B或A和B两者。
虽然已经示出和描述了本发明的特定实施例,但是应当理解,本领域技术人员将想到许多改变和修改,并且本发明旨在覆盖落入所附权利要求的范围内的所有那些改变和修改。