一种多丝多等离子弧和CMT双机器人协同增材的装置
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及增材制造技术领域,尤其涉及到一种多丝多等离子弧和CMT双机器人协同增材的装置,集成了等离子弧和CMT电弧增材各自的优势,实现高质高效增材制造。
背景技术
在金属增材制造过程中,采用的方法主要有电弧熔丝/粉增材、激光熔丝/粉增材、电子束熔丝/粉增材等,相比电弧熔丝/粉增材,激光和电子束增材成形精度较高,但是一般情况下其增材熔覆效率较低。CMT电弧增材和等离子弧增材是目前应用较多的电弧增材制造方法,由于等离子弧是非熔化极电弧,可以实现丝和电弧能量独立控制,可以获得层厚薄、成形良好、质量高的增材构件,但是其增材熔覆效率往往较低。且在对增材模型轮廓区域进行增材时,往往出现由于等离子弧热量过大使得沉积体出现熔塌等问题。而CMT电弧增材属于冷金属过渡焊接方法,其热输入量低、增材效率高,其增材成形及组织性能一般低于同条件下等离子弧增材方法。
对于大型构件的增材制造,单纯采用等离子弧增材效率太低,而单纯采用CMT电弧增材制造成形精度和性能要求又易不达标,因此亟需提出新的增材技术解决该问题。本发明公开了一种多丝多等离子弧和CMT双机器人协同增材的装置,集成等离子弧和CMT电弧增材技术的优势,对模型轮廓区域和内部区域进行分区路径规划,分别采用多丝多等离子弧和CMT双机器人协同增材,高质高效制造增材构件。
发明内容
本发明的目的在于提供了一种多丝多等离子弧和CMT双机器人协同增材的装置。
一种多丝多等离子弧和CMT双机器人协同增材的装置,包括运动执行系统和增材系统;所述运动执行系统包括二个机械臂、可变位增材平台及其控制柜等;所述增材系统包括一个CMT电弧增材枪和一个多丝多等离子弧增材枪,及其对应的增材电源、送丝机、水冷机和保护气瓶等;其中,CMT电弧增材枪和多丝多等离子弧增材枪分别安装在两个机械臂末端连接法兰上,且所述机械臂排布在可变位增材平台的不同侧。
优选地,所述机械臂为至少带有六个关节轴的机器人,可安装在固定或可移动的机器人底座上、倒挂在C型架或龙门机构上。
优选地,所述可变位增材平台为至少带有两轴变位机的增材平台,置于两机械臂共有的工作空间中,并通过控制柜与所述两个机械臂进行通信以实现协同运动。
优选地,所述的多丝多等离子弧增材枪,包括若干把等离子弧增材枪、多枪水冷安装座和可调角度外送丝支架,所述的等离子弧增材枪的间距可调或可定制。所述的可调角度外送丝支架上可安装若干根送丝导管,其数量与等离子弧增材枪数量一致,且送丝延长线指向对应等离子弧增材枪下方熔池中心;所述的多枪水冷安装座内部设有回字形水路,并外接水冷机,以保证每把增材枪均可在正常温度下工作。
优选地,所述的增材电源包括一个CMT增材电源和一组多丝多等离子弧增材电源,通过控制柜与运动系统进行通信,可根据增材模型的结构特征协同控制各等离子弧增材枪的收起弧时序及增材时长来控制增材位置。
本发明的多丝多等离子弧和CMT双机器人协同增材的装置在工作时:
步骤一:耗材选择、设备安装。选用合适的丝材、基板种类及规格,再根据模型特征及增材效率要求,确定等离子弧增材枪的数量,将各等离子弧增材枪及其对应的增材电源、送丝机、水冷机、保护气瓶等安装或集成至第一机器人,再将CMT电弧增材枪及其对应的增材电源、送丝机、保护气瓶等安装或集成至第二机器人;
步骤二:模型优化、路径规划。对增材模型进行优化设计,如添加支撑、预留加工余量、畸形结构的圆滑过渡设计等;根据最优的增材成形层高数据,确定切片厚度,并对增材模型进行分层切片处理;先提取模型内外侧轮廓特征路径,根据轮廓厚度要求和增材道宽数据确定轮廓增材的圈数,并生成第二机器人的路径程序;再根据增材模型的结构特征和增材成形尺寸参数,对内部待填充区域规划道道平行的增材路径。并结合多丝多等离子增材枪的结构特征,简化机器人扫描路径,最终确定内部填充区域对应第一机器人的路径程序,将路径程序传至第一机器人。同时在增材过程中,多丝多等离子枪扫描路径上不需增材的部分,可实时调整各等离子弧增材枪的收起弧的时序及增材时长来控制增材位置;
步骤三:工艺调试匹配,将多丝多等离子弧和CMT电弧增材的最优增材工艺参数分别适配到对应的机器人程序中;
步骤四:进行增材,根据规划好的增材路径,先用CMT电弧增材枪增材出构件的内外轮廓,然后再使用多丝多等离子弧增材枪对轮廓内部进行填充增材。增材一层结束后对表面进行清理打磨,待其温度冷却至设定层间温度区间时,以同样的方式进行下一层的增材,直至模型全部增材完毕。
本发明公开了一种多丝多等离子弧和CMT双机器人协同增材的装置,与现有技术相比,本发明具有以下有益效果:
其一:本发明结合了等离子弧熔丝增材制造和CMT电弧增材制造的优点,对增材模型轮廓区域与内部区域进行分区路径规划,利用CMT增材轮廓区域有效避免热累积导致熔塌等问题,利用等离子弧熔丝增材内部区域,成形精度高且组织性能良好。分区域按需求采用不同路径、不同增材方法,互补两种方法优缺点;
其二:本发明采用的多丝多等离子弧增材枪的使用提升了单位时间内的熔覆量,比传统单等离子弧增材枪增材效率提升了数倍,提高了构件增材效率;
其三:本发明的方法通过将多丝多等离子增材枪的结构特征结合到增材路径规划中,实现面扫描增材,简化了机器人增材扫描路径,极大地提高了增材效率。
附图说明
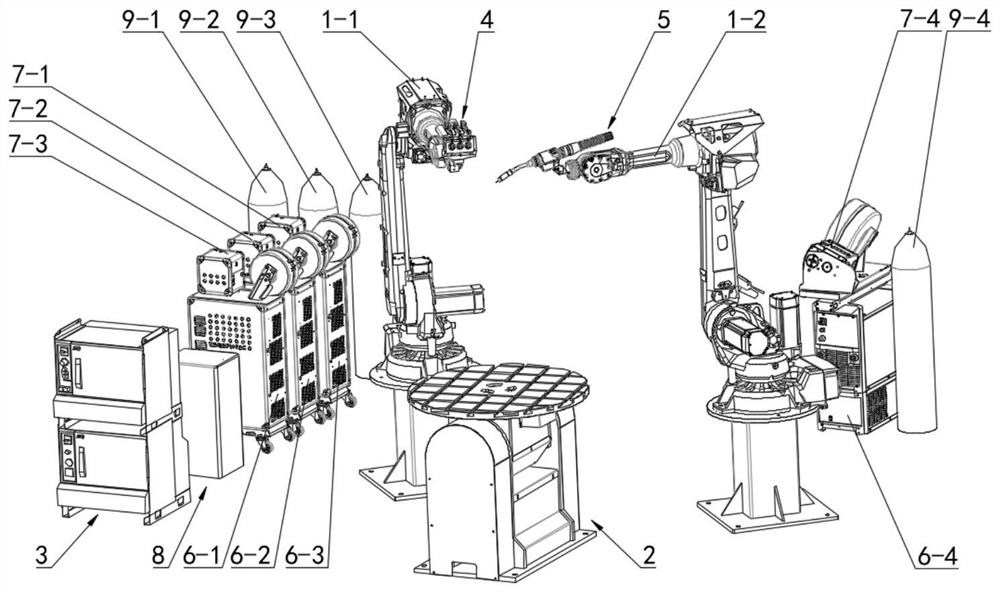
图1为本发明的多丝多等离子弧和CMT双机器人协同增材装置的组成及布局情况示意图;
图2为本发明的多丝多等离子弧增材枪结构示意图。
图中:1-1~1-2.机械臂;2.可变位增材平台;3.控制柜;4.多丝多等离子弧增材枪;401.多枪水冷安装座;402.送丝导管;403.水冷座进水管;404.等离子弧增材枪;405.水冷座出水管;406.可调角度外送丝支架;5.CMT电弧增材枪;6-1~6-4.增材电源;7-1~7-4.送丝机;8.水冷机;9-1~9-4.保护气瓶;10.连接法兰.
具体实施方式
下面对本发明的实施例作详细说明,本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
如图1至2所示,本发明公开了一种多丝多等离子弧和CMT双机器人协同增材的装置,包括运动执行系统和增材系统;所述运动执行系统包括二个机械臂1-1~1-2、可变位增材平台2及控制柜3等;所述增材系统包括一个多丝多等离子弧增材枪4和一个CMT电弧增材枪5以及其对应的增材电源、送丝机、水冷机8和保护气瓶等;在图1中7-1、7-2、7-3、7-4均为送丝机,9-1、9-2、9-3、9-4均为保护气瓶,其中,CMT电弧增材枪5和多丝多等离子弧增材枪4分别安装在两个机械臂1-1、1-2末端连接法兰10上,且所述机械臂1-1、1-2排布在可变位增材平台2的不同侧。
进一步,所述多丝多等离子弧增材枪2通过连接法兰10连接所述机械臂1-1末端,多丝多等离子弧增材枪4分别与增材电源6-1、6-2、6-3和等离子电弧控制器相连,送丝导管402、可调角度外送丝支架406和送丝机配合负责给其送丝,多丝多等离子弧增材枪4固定在多枪水冷安装座401上,气体由电弧加热产生离解,在高速通过水冷喷嘴时受到压缩,增大能量密度和离解度,形成等离子弧,CMT电弧增材枪5通过连接法兰10连接所述机器臂1-2末端,送丝机7-4负责给CMT电弧增材枪5送丝。
进一步,所述机械臂为至少带有六个关节轴的机器人,可安装在固定或可移动的机器人底座上、倒挂在C型架或龙门机构上。
进一步,所述可变位增材平台2为至少带有两轴变位机的增材平台置于两机械臂共有的工作空间中,并通过控制柜3与所述两个机械臂通信实现协同运动。
进一步,所述的多丝多等离子弧增材枪4,主要由三部分组成,等离子增材枪404、多枪水冷安装座401和可调角度外送丝支架406,所述的多丝等离子弧增材枪4的间距可调或可定制,所述的可调角度外送丝支架403上可安装若干根送丝导管402,其数量与等离子弧增材枪404数量一致,且送丝延长线指向对应等离子弧增材枪404下方熔池中心;所述的多枪水冷安装座401内部设计有回字形水路,水冷座出水管405联接外接水冷机8,以保证每把增材枪均可在正常温度下工作。
进一步,如图1所示,所述的增材电源包括CMT增材电源9-4和多丝多等离子弧增材电源9-1、9-2、9-3,通过控制柜3与运动系统进行通信,可根据增材模型的结构特征协同控制各等离子弧增材枪的收起弧时间,所述增材电源9-1、9-2、9-3、9-4分别与控制器电性连接。
以下为本发明的具体实施例:
利用本发明提供的装置制备尺寸为:180mm×150mm×30mm的高氮钢增材块体,要求:层高控制在0.8~1.5mm,增材加工时长不超过8h,内部无缺陷。
步骤一:耗材选择、设备安装。耗材选择:选用尺寸为250mm*200mm*20mm的碳钢板,并安装在可变位增材平台上,选用φ1.2mm的HNS6高氮钢焊丝;设备安装:考虑模型特征及生产效率及质量要求,将等离子弧增材枪的数量设为3把满足要求。并将各等离子弧增材枪及其对应的增材电源、送丝机、水冷机、保护气瓶等安装或集成至第一机器人;再将CMT电弧增材枪及其对应的增材电源、送丝机、保护气瓶等安装或集成至第二机器人;
步骤二:模型优化、路径规划。预先试验获得的最佳增材成形参数:层高为1.1mm,道宽为12mm,搭接量为6mm;对增材模型进行优化设计,根据最优的增材成形层高数据,确定切片厚度为1.5mm,并对增材模型进行分层切片处理;先提取模型每层轮廓特征路径,生成第二机器人的路径程序(此处轮廓边界只需增材一圈);再根据增材模型的结构特征和增材成形尺寸参数(道宽为12mm,搭接量为6mm),对内部待填充区域规划道道平行的增材路径,具体为24条道间距为6mm,长度为180mm的平行线段。并结合多丝多等离子弧增材枪的结构特征(此处等离子弧增材枪中心间距为48mm),最终第一机器人扫描路径可简化为7条道间距为6mm,长度为180mm的平行线段,生成对应第一机器人的路径程序,将路径程序传至第一机器人。同时在增材过程中,多丝多等离子枪扫描路径上不需增材的部分,可实时调整等离子弧增材枪的收起弧的时序及增材时长来控制增材位置;
步骤三:工艺调试匹配。将多丝多等离子弧和CMT电弧增材的最优增材工艺参数分别适配到对应的机器人程序中;多丝多等离子弧最优增材工艺:等离子弧增材电流为145A,送丝速度为1.2m/min,多丝多等离子弧增材枪扫描速度为10cm/min,等离子气(99.99%Ar)流量为0.6L/min,保护气(99.99%Ar)流量为15L/min;CMT电弧增材最优工艺:CMT增材电流:90~110A,电压:12~17V,送丝速度:6m/min,CMT增材枪扫描速度为35cm/min,摆幅为6mm,采用纯氩保护气,流量为15L/min;
步骤四:进行增材,根据规划好的增材路径,先用CMT电弧增材枪增材出构件的内外轮廓,然后再使用多丝多等离子弧增材枪对轮廓内部进行填充增材。增材一层结束后冷却60s并对表面进行清理打磨。将多丝多等离子弧增材枪抬高1.1mm,以同样的方式进行下一层的增材,共增材31层。
综上所述,相比于现有技术,本发明提供的增材制造装置采用了双机器人系统,对增材模型轮廓区域和内部区域进行分区增材,综合等离子弧和CMT电弧增材的技术优势,实现高质高效增材。
以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
需要要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
- 一种多丝多等离子弧和CMT双机器人协同增材的装置
- 一种多丝多等离子弧和CMT双机器人协同增材的装置