一种按键的生产工艺
文献发布时间:2023-06-19 11:57:35
技术领域
本发明属于按键生产工艺的改进,具体地说涉及一种提高生产效率的按键的生产工艺。
背景技术
传统生产按键的工艺多为采用CNC(数控机床)对板料进行切削加工,这种加工工艺所需的板料厚度较大,加工余量较多,且加工时间较长,从而生产按键的效率较低。
为此,我们研发了一种提高生产效率的按键的生产工艺。
发明内容
本发明目的是为了克服现有技术的不足而提供一种提高生产效率的按键的生产工艺。
为达到上述目的,本发明采用的技术方案是:一种按键的生产工艺,包括以下步骤:
步骤1:塑件检验:对主要成分为PC(聚碳酸酯)或PMMA(聚甲基丙烯酸甲酯)塑件进料时应对塑件外观、尺寸以及裂缝合格进行合格检验;
步骤2:油墨检验:对进料的印刷油墨的色强度、色相差以及粘度进行合格检验;
步骤3:橡胶检验:对进料的橡胶壳进行外观、尺寸以及裂缝合格检验;
步骤4:橡胶印刷:将塑件放置于塑件印刷机上进行印刷;
步骤5:塑件冲切:将塑件放置于冲压机内进行冲切,得到彼此独立的按键单体;
步骤6:橡胶表面处理;对橡胶壳采用粗化脱脂,即用木锉、砂布、钢丝刷或喷砂等方法使表面粗化,完成橡胶壳的表面处理;
步骤7:按键安装:将按键单体按照所设定的顺序排列安装于橡胶壳上;
步骤8:烘烤定型:将由按键单体和橡胶壳组装好的按键放入UV烘烤炉中,进行烘烤定型;
步骤9:检验品质:检验成型按键品质;
步骤10:包装出货。
优选的,所述步骤7中的按键安装包括以下步骤:
步骤S1:橡胶壳工装:将设有安装槽的橡胶壳套设在公模的卡块上;
步骤S2:橡胶壳点胶:向安装槽内涂抹固态胶;
步骤S3:按键组装:用粘键笔将安放在收集盒内的按键单体对应母模上的印记插入对应的按键槽内;
步骤S4:固定模静置:将公模盖上母模顶部,静置2到3分钟;
优选的,所述下模底部设置有收集盒,所述收集盒用于收集冲切后的按键单体。
优选的,所述收集盒内排布有多组收集槽,所述收集槽大小与按键单体大小相适配
优选的,所述母模开设有按键槽,所述按键槽用于安装按键单体,所述按键单体一面标有数字标记,所述按键单体上标有数字标记的一面位于按键槽底,所述母模靠近按键槽位置设置有与按键单体图案相同的印记,所述公模靠近母模一面安装有橡胶壳,所述橡胶壳对应按键槽开设有与按键槽相适配的安装槽,所述安装槽内涂有固态胶。
优选的,所述母模四角设置有定位销,所述公模对应母模位置设置有定位孔。
优选的,所述橡胶壳一侧设置有凸起,所述凸起用于辨别橡胶壳上下方向。
优选的,所述公模设置有卡块,所述橡胶壳对应卡块设置有与卡块相适配的卡槽。
优选的,所述公模顶部还设有配重块,所述配重块用于将公模压紧在母模上。
由于上述技术方案的运用,本发明与现有技术相比具有下列优点:
本发明所述的一种按键的生产工艺,通过采用材质为PC或PMMA的塑件,使得该塑件具有质轻、价廉,易于成型,可以形成良好的薄膜和良好的介电性能等优点,通过对进料的塑件、橡胶壳以及油墨进行检验能够得到符合标准的材料的同时把控各种材料均符合ROHS(关于限制在电子电气设备中使用某些有害成分的指令)的标准,提高产品质量以及安全性能,通过采用冲压机将塑件切割为多组按键单体,并将按键单体排布于收集盒内,便于按键单体的收纳,通过将按键单体放置于母模的按键槽内,且母模上设置有印记,便于操作者将印有不同图案的数字标记的按键槽按照需要成型的位置在按键槽内排布好,通过将橡胶壳套设在公模的卡块上,并通过橡胶壳上的凸起来判断与按键槽对应的方位,通过在橡胶壳内的安装槽涂抹固态油,通过将公模扣盖在母模上,此时按键槽与安装槽位置一一对应,按键槽内的按键单体随之进入插入安装槽内,通过固态油粘贴在橡胶壳上,实现按键的成型且各个按键单体依照所期望的位置排布,通过定位销以及定位孔将公母与母模紧密配合,提高了安装槽与按键槽配合的精准性。
附图说明
下面结合附图对本发明技术方案作进一步说明:
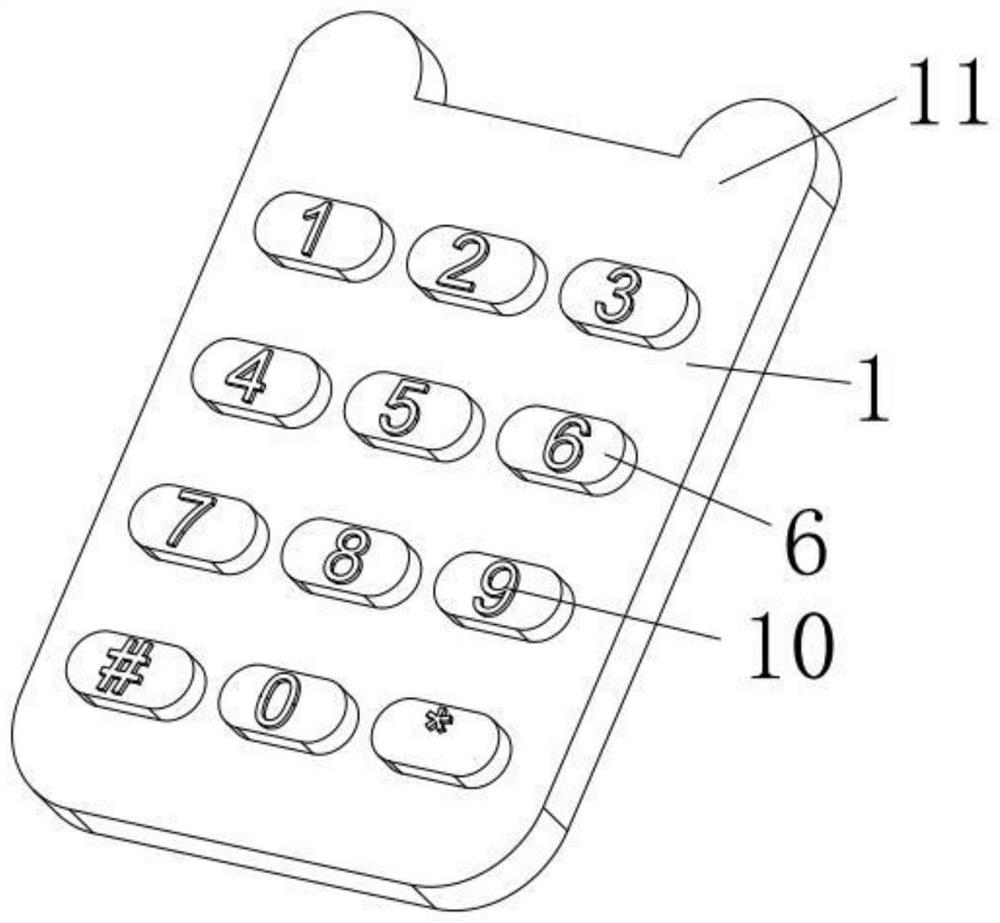
图1为本发明所述的橡胶壳结构示意图;
图2为本发明所述的橡胶壳结构另一视角示意图;
图3为本发明所述的母模结构示意图;
图4为本发明所述的装有按键单体的母模结构示意图;
图5为发明所述的公模结构示意图;
图6为发明所述的装载橡胶壳的公模结构示意图;
图7为发明所述的公模与母模配合示意图;
图8为发明所述的成型按键结构示意图;
图9为发明所述的塑件结构示意图;
附图标记:1、橡胶壳;11、凸起;12、安装槽;13、卡槽;2、母模;3、定位销;4、印记;5、按键槽;6、按键单体;7、公模;8、定位孔;9、卡块;10、数字标记;14、塑件。
具体实施方式
下面结合附图及具体实施例对本发明作进一步的详细说明。
如图1至图8所示,一种按键的生产工艺,包括以下步骤:
步骤1:塑件14检验:对主要成分为PC(聚碳酸酯)或PMMA(聚甲基丙烯酸甲酯)塑件14进料时应对塑件14外观、尺寸以及裂缝合格进行合格检验;
步骤2:油墨检验:对进料的印刷油墨的色强度、色相差以及粘度进行合格检验;
步骤3:橡胶检验:对进料的橡胶壳1进行外观、尺寸以及裂缝合格检验;
步骤4:橡胶印刷:将塑件14放置于塑件14印刷机上进行印刷;
步骤5:塑件14冲切:将塑件14放置于冲压机内进行冲切,得到彼此独立的按键单体6;
步骤6:橡胶表面处理;对橡胶壳1采用粗化脱脂,即用木锉、砂布、钢丝刷或喷砂等方法使表面粗化,完成橡胶壳1的表面处理;
步骤7:按键安装:将按键单体6按照所设定的顺序排列安装于橡胶壳1上;
步骤8:烘烤定型:将由按键单体6和橡胶壳1组装好的按键放入UV烘烤炉中,进行烘烤定型;
步骤9:检验品质:检验成型按键品质;
步骤10:包装出货。
优选的,所述步骤7中的按键安装包括以下步骤:
步骤S1:橡胶壳1工装:将设有安装槽12的橡胶壳1套设在公模7的卡块9上;
步骤S2:橡胶壳1点胶:向安装槽12内涂抹固态胶;
步骤S3:按键组装:用粘键笔将安放在收集盒内的按键单体6对应母模2上的印记4插入对应的按键槽5内;
步骤S4:固定模静置:将公模7盖上母模2顶部,静置2到3分钟;
本实施例中的塑件14,即为按键单体6在注塑过程中形成彼此相互连接的注塑件,需通过冲切才能得到彼此相互独立的按键单体6,且本实施例中通过采用材质为PC或PMMA的塑件14,使得该塑件14具有质轻、价廉,易于成型,可以形成良好的薄膜和良好的介电性能等优点,通过对进料的塑件14、橡胶壳1以及油墨进行检验能够得到符合标准的材料的同时把控各种材料均符合ROHS(关于限制在电子电气设备中使用某些有害成分的指令)的标准,提高产品质量以及安全性能,所述下模底部设置有收集盒,所述收集盒用于收集冲切后的按键单体6;所述收集盒内排布有多组收集槽,所述收集槽大小与按键单体6大小相适配;通过采用冲压机将塑件14切割为多组按键单体6,并将按键单体6排布于收集盒内,便于按键单体6的收纳,所述母模2开设有按键槽5,所述按键槽5用于安装按键单体6,所述按键单体6一面标有数字标记10,所述按键单体6上标有数字标记10的一面位于按键槽5底,所述母模2靠近按键槽5位置设置有与按键单体6图案相同的印记4,所述公模7靠近母模2一面安装有橡胶壳1,所述橡胶壳1对应按键槽5开设有与按键槽5相适配的安装槽12,所述安装槽12内涂有固态胶;所述母模2四角设置有定位销3,所述公模7对应母模2位置设置有定位孔8;所述橡胶壳1一侧设置有凸起11,所述凸起11用于辨别橡胶壳1上下方向;所述公模7设置有卡块9,所述橡胶壳1对应卡块9设置有与卡块9相适配的卡槽13;所述公模7顶部还设有配重块,所述配重块用于将公模7压紧在母模2上;通过将按键单体6放置于母模2的按键槽5内,且母模2上设置有印记4,便于操作者将印有不同图案的数字标记10的按键槽5按照需要成型的位置在按键槽5内排布好,通过将橡胶壳1套设在公模7的卡块9上,并通过橡胶壳1上的凸起11来判断与按键槽5对应的方位,通过在橡胶壳1内的安装槽12涂抹固态油,通过将公模7扣盖在母模2上,此时按键槽5与安装槽12位置一一对应,按键槽5内的按键单体6随之进入插入安装槽12内,通过固态油粘贴在橡胶壳1上,实现按键的成型且各个按键单体6依照所期望的位置排布,通过定位销3以及定位孔8将公母与母模2紧密配合,提高了安装槽12与按键槽5配合的精准性。
具体的使用中,操作者应当进行对主要成分为PC或PMMA塑件14进料时应对塑件14外观、尺寸进行合格检验;对进料的印刷油墨的色强度、色相差以及粘度进行合格检验;对进料的橡胶壳1进行外观、尺寸以及裂缝合格检验;将塑件14放置于塑件14印刷机上进行印刷;将塑件14放置于冲压机内进行冲切,得到彼此独立的按键单体6;对橡胶壳1采用粗化脱脂,即用木锉、砂布、钢丝刷或喷砂等方法使表面粗化,完成橡胶壳1的表面处理;对按键单体6依照按键单体6表面所印刷的数字依次排列顺序工装;对橡胶壳1进行工装;对橡胶壳1内需要与按键单体6配合的位置进行点胶;将按键单体6与橡胶壳1之间进行贴合,并静置2分钟;将由按键单体6和橡胶壳1组装好的按键放入UV烘烤炉中,进行烘烤定型;检验塑件14与橡胶壳1品质;最后将成型的按键包装出货。
由于上述技术方案的运用,本发明与现有技术相比具有下列优点:
本发明所述的一种按键的生产工艺,通过采用材质为PC或PMMA的塑件14,使得该塑件14具有质轻、价廉,易于成型,可以形成良好的薄膜和良好的介电性能等优点,通过对进料的塑件14、橡胶壳1以及油墨进行检验能够得到符合标准的材料的同时把控各种材料均符合ROHS(关于限制在电子电气设备中使用某些有害成分的指令)的标准,提高产品质量以及安全性能,通过采用冲压机将塑件14切割为多组按键单体6,并将按键单体6排布于收集盒内,便于按键单体6的收纳,通过将按键单体6放置于母模2的按键槽5内,且母模2上设置有印记4,便于操作者将印有不同图案的数字标记10的按键槽5按照需要成型的位置在按键槽5内排布好,通过将橡胶壳1套设在公模7的卡块9上,并通过橡胶壳1上的凸起11来判断与按键槽5对应的方位,通过在橡胶壳1内的安装槽12涂抹固态油,通过将公模7扣盖在母模2上,此时按键槽5与安装槽12位置一一对应,按键槽5内的按键单体6随之进入插入安装槽12内,通过固态油粘贴在橡胶壳1上,实现按键的成型且各个按键单体6依照所期望的位置排布,通过定位销3以及定位孔8将公母与母模2紧密配合,提高了安装槽12与按键槽5配合的精准性。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。
- 一种能兼顾按键手感和按键背光的薄膜开关生产工艺方法
- 一种耐高温按键的dome模组及其生产工艺