基于IGBT制造的自动灌胶装置、方法及螺杆计量泵
文献发布时间:2023-06-19 18:29:06
技术领域
本申请涉及车规级IGBT封装技术领域,特别涉及基于IGBT制造的自动灌胶装置、方法及螺杆计量泵。
背景技术
IGBT(InsulatedGateBipolarTransistor,绝缘栅双极型晶体管)具有高频率、高电压、大电流等优点,其用途很广,尤其是大功率的IGBT,它在变频调速、逆变器、牵引传动、照明电路等领域得到了非常广泛的应用。
随着我国对IGBT产业投入的增大和IGBT的高频大功率化发展,对IGBT模块封装材料的要求也逐渐提升。如何实现IGBT芯片与外界环境的隔离,实现很好运行的可靠性,它的罐封材料起到很重要的作用,要求选用性能稳定无腐蚀,具有绝缘、散热等能力,膨胀率小、收缩率小的材料。
如何实现对大功率的IGBT产品的自动灌胶是现有技术需要解决的技术问题之一。
发明内容
本申请实施例提供一种基于IGBT制造的自动灌胶装置、螺杆计量法以及自动灌胶方法,以解决相关技术中不能实现对大功率的IGBT产品进行自动灌胶进行封装的技术问题。
第一方面,一种基于IGBT制造的自动灌胶装置,包括:
供料机构,包括至少两个供料桶、至少两个供料泵以及以及分别与之对接的两个螺杆计量泵;
出胶机构,包括混合头、真空注胶箱以及三轴控制系统,所述混合头接入两所述螺杆计量阀的胶料,所述混合头的注胶阀位于所述主真空注胶箱内,所述三轴控制系统用于控制IGBT产品在X轴、Y轴和Z轴方向上发生位移。
一些实施例中,两个供料泵内的胶料的密度和黏度或密度或黏度不同。
一些实施例中,所述三轴控制系统包括第一驱动电机以及与所述第一驱动电机的输出轴传动连接的Z轴、与所述Z轴固定连接的第二驱动电机以及与所述第二驱动电机的输出轴传动连接的Y轴、与Y轴固定连接的第三驱动电机以及与所述第三驱动电机的输出轴传动连接的X轴,所述X轴用于带动IGBT产品移动。
一些实施例中,所述供料机构还包括自动搅拌装置、压力监测传感器、液位监测传感器以及自动加热装置,所述自动搅拌装置包括驱动机构以及与驱动机构连接的搅拌桨,所述搅拌桨设于所述供料泵的胶料腔中;所述压力监测传感器用于监测所述供料泵内出胶压力;所述液位监测传感器用于监测所述供料桶内的胶料液位;所述自动加热装置用于加热所述供料内的胶料。
第二方面,本申请提供了一种自动灌胶方法,包括以下步骤:
获取IGBT产品的注胶轨迹信息;
根据获取的IGBT产品的注胶轨迹信息,控制三轴控制系统将IGBT产品在真空箱内移动;
控制两个螺杆计量泵定量泵送胶料;
控制混合头的注胶阀执行注胶操作。
第三方面,本申请提供了一种螺杆计量泵,包括:
进料三通,所述进料三通上开设有进料口;
螺杆机构,包括螺杆以及固定于所述进料三通的出料端的定子,所述定子具有一螺杆腔室,所述螺杆设于所述螺杆腔室内,所述螺杆腔室设有出料口;
传动机构,包括连接杆、支撑法兰以及传动轴,所述连接杆设于所述进料三通的料腔内,一端与所述螺杆固定连接,另一端与所述传动轴连接,所述支撑法兰固定于所述进料三通一端,所述传动轴穿设所述支撑法兰,用于与外部驱动电机连接。
一些实施例中,所述连接轴通过万向节组件与所述传动轴连接。
一些实施例中,所述进料口处的所述连接杆上设有搅拌叶片。
一些实施例中,所述出料口设有压力传感器。
一些实施例中,所述支撑法兰通过卡扣固定于所述进料三通的一侧通口处。
本申请提供的技术方案带来的有益效果包括:
本申请实施例提供了一种基于IGBT制造的自动灌胶装置,通过螺杆计量泵实现对IGBT产品的灌胶出胶量的自动控制,并结合三轴控制系统、真空注胶箱实现对IGBT产品的高质量灌胶封装。
附图说明
为了更清楚地说明本申请实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本申请实施例提供的基于IGBT制造的自动灌胶装置的结构示意图;
图2为本申请实施例提供的螺杆计量泵的剖面结构示意图;
图3为本申请实施例提供的螺杆计量泵的立体结构示意图;
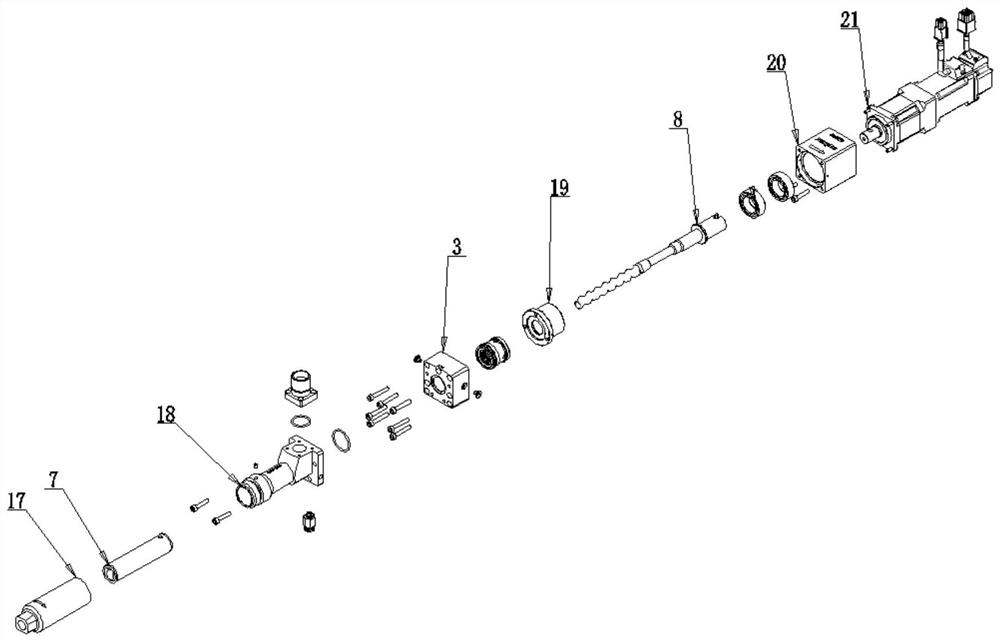
图4为本申请实施例提供的螺杆计量泵的分解结构示意图。
图中:1、支撑法兰;2、传动轴;3、轴封组件;4、连接杆;5、万向节组件;6、进料三通;7、定子;8、转子;9、出料口;10、连接卡扣;11、供料桶;12、供料泵;13、螺杆计量泵;14、混合头;141、真空注胶阀;15、三轴控制系统;16、真空注胶箱;17、定子固定套;18、料腔;19、密封套;20、轴承座;21、电机。
具体实施方式
为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请的一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本申请保护的范围。
本申请实施例提供了一种基于IGBT制造的自动灌胶装置,其能解决IGBT产品自动灌胶封装的技术问题。
第一方面,请参考图1,一种基于IGBT制造的自动灌胶装置,包括供料机构和出胶机构,所述供料机构包括至少两个供料桶11、至少两个供料泵12以及以及分别与之对接的两个螺杆计量泵13;所述出胶机构包括混合头14、真空注胶箱16以及三轴控制系统15,所述混合头14接入两所述螺杆计量阀的胶料,所述混合头14的注胶阀141位于所述真空注胶箱16内,所述三轴控制系统15用于控制IGBT产品在X轴、Y轴和Z轴方向上发生位移。
本申请实施例提供了一种基于IGBT制造的自动灌胶装置,通过螺杆计量泵13实现对IGBT产品的灌胶出胶量的自动控制,并结合三轴控制系统15、真空注胶箱16实现对IGBT产品的高质量灌胶封装。
在一实施例中,通过A/B双料桶单独盛装A/B胶水,通过两个供料泵12和两个螺杆计量泵13进行定量出料,经过混合搅拌系统,实现胶水均匀搅拌。混合头14采用气洗、水洗二种结合的方式,达到不拆卸混合管即可实现自动清洗功能。
在一实施例中,一种基于IGBT制造的自动灌胶装置,包括供料机构和出胶机构,所述供料机构包括至少两个供料桶11、至少两个供料泵12以及以及分别与之对接的两个螺杆计量泵13,两个供料泵12内的胶料的密度和黏度或密度或黏度不同。在对IGBT产品进行灌胶的过程中,采用螺杆计量泵13供胶,两个螺杆计量泵13分别为第一计量泵和第二计量泵,第一计量泵及第二计量泵,第一计量泵及第二计量泵均与全自动灌胶机的控制箱相连,第一计量泵用于泵入定量的A胶,第二计量泵用于泵入定量的B胶,第一计量泵的出口及第二计量泵的出口通过混合比例阀连接至混合管,以将从第一计量泵出来的定量的A胶与从第二计量泵出来的定量的B胶混合。胶水经计量泵计量后,通过进胶组件送入混合部件中。这样将计量泵直接固定在胶水混合模块的两侧,长度和位置固定,提高计量准确率。大规模封装的时候,填充材料的部分加入了缓冲层,芯片运行过程中不断加热、冷却。在这个过程中如果填充材料的热膨胀系数与外壳不一致,有可能造成分层的现象,在IGBT模块中间加入一种类似于起缓冲作用的填充物,可以防止分层现象出现。两个供料泵12内设有不同组分的硅胶,双组分硅胶混合后具有良好的黏着性、电气绝缘性、耐湿性和耐化学性等优良性能,又因其有着良好的加工性,固化时不产生挥发性,成型时收缩率小,使其在真空条件下能获得无气隙的浇注制品,可有效提升IGBT模块封装效果;通过在IGBT产品的内部填充A、B两种胶水混合而成的硅胶,对内部进行密封,得胶液在IGBT产品内部具有良好的流动性,胶液在芯片的流动速度大大加快,能够使胶液进行充分填充,克服了IGBT产品中存在空隙的技术难题。
在一实施例中,所述三轴控制系统15包括第一驱动电机以及与所述第一驱动电机的输出轴传动连接的Z轴、与所述Z轴固定连接的第二驱动电机以及与所述第二驱动电机的输出轴传动连接的Y轴、与Y轴固定连接的第三驱动电机以及与所述第三驱动电机的输出轴传动连接的X轴,所述X轴用于带动IGBT产品移动,对轨迹位置处进行精准注胶,实现一次灌装即可完成IGBT产品的胶液灌注,解决了传统注胶方法中需要多次注胶的技术问题,大大缩短了IGBT产品的生产时间,提高注胶效率的同时还能保证产品的质量;结构简单,科学合理,利用采用X、Y、Z三轴控制系统15实现对灌胶位置的精确定位,通过胶水料筒和计量泵所设定的配比对混合管进行供料,在使用时现配现用,减少了原料的浪费,实现了自动灌胶,提高了灌胶的效率,减少了工人成本。
在一实施例中,所述供料机构还包括自动搅拌装置、压力监测传感器、液位监测传感器以及自动加热装置,所述自动搅拌装置包括驱动机构以及与驱动机构连接的搅拌桨,所述搅拌桨设于所述供料桶11的胶料腔18中;所述压力监测传感器用于监测所述供料桶11/供料泵12内出胶压力;所述液位监测传感器用于监测所述供料桶11内的胶料液位;所述自动加热装置用于加热所述供料桶11内的胶料。通过自动搅拌装置、压力监测传感器一、液位监测传感器以及自动加热装置,实现对胶料供料的自动控制。
第二方面,本申请提供了一种自动灌胶方法,包括以下步骤:
获取IGBT产品的注胶轨迹信息;
根据获取的IGBT产品的注胶轨迹信息,控制三轴控制系统15将IGBT产品在真空箱内移动;
控制两个螺杆计量泵13定量泵送胶料;
控制混合头14的注胶阀141执行注胶操作,当IGBT产品设定每次出胶的灌胶量达到预定量后,控制停止出胶,并继续对下一个IGBT产品进行灌胶,直至进入真空腔室内托盘上的IGBT产品灌胶达到预定量,灌胶满为止。
第三方面,请参考图2-4,本申请提供了一种螺杆计量泵13,包括进料三通6、螺杆机构以及传动机构,所述进料三通6开设有进料口,两侧分别设有一通口;螺杆机构包括螺杆以及固定于所述进料三通6的出料端即左侧通口处的定子7,所述定子7具有一螺杆腔室,所述螺杆腔室可容设所述螺杆在其内轴向转动,所述螺杆设于所述螺杆腔室内,所述螺杆腔室设有出料口9;传动机构包括连接杆4、支撑法兰1以及传动轴5,所述连接杆4设于所述进料三通6的料腔18内,一端与所述螺杆固定连接,另一端与所述传动轴5连接,所述支撑法兰1固定于所述进料三通6一端,所述传动轴5穿设所述支撑法兰1,用于与外部驱动电机连接,用于在外部驱动电机的驱动作用下带动连接杆4和螺杆轴向转动,螺杆带动从进料口进入进料三通6的腔室内的胶料从定子7的出料口9出料。本申请通过螺杆计量泵13出胶,定量精度高,出胶重量误差范围可控制在±1%内,杜绝因硅胶量过少导致的无法保护键合线/芯片/内端子问题,同时避免因硅胶过量导致的溢出到端子/散热板现象;另外,通过本申请提供的螺杆计量泵13进行出胶定量控制更易容易达到IGBT模块封装面积的工艺标准,并在此基础上可以适当降低注胶胶量。
如上所述,所述螺杆相对于所述所述定子7为转子8。所述连接杆4的右端的定子7转子8装置包括定子7和转子8,定子7内部设有螺旋密封腔,定子7的螺旋密封墙内设有相匹配的转子8,转子8的左端连接连接杆4,所述定子7和转子8密闭式连接,从而防止了物料的泄漏和输送精度,同时通过定子7和转子8的螺旋密封连接,使螺杆泵具有回吸功能,可输送高浓度、高粘度的物料,不会出现拉丝现象,相比于传统的螺杆泵定量更加准确。伺服驱动电机安装于固定架下方,固定架连接固定板,固定架上方安装。在电机的下部设置电机安装座,电机安装在电机安装座上,电机的输出转轴通过联轴器与螺杆相连,驱动螺杆转动。这种直连式结构设计,方便安装和移动,便于转子8、定子7及与液体接触部件更换。
在一实施例中,通过三轴控制系统15对IGBT产品设定的平面运行轨迹进行灌胶。灌胶方法用于在衬板内部上涂覆盖过键合线,胶线的涂胶轨迹包含至少三个衬板单元,沿第一方向间隔布置,相邻的两个第一衬板单元之间设置有第二衬板单元,第二衬板单元连接于一个第一衬板单元的上端与另一个第一衬板单元的下端之间,每个衬板单元分别对应于一个衬板的侧面,共三个衬板单元分别对应于相邻两衬板之间。通过上述步骤可以连续工作,大大提高了生产效率,同时灌胶效果好。
在一实施例中,所述进料口处的所述连接杆4上设有搅拌叶片,有利于进料三通6内的胶料的顺利出胶。
在一实施例中,所述出料口9设有压力传感器,安装在螺杆计量泵13出口管道上,当胶水缺胶或者储料桶和计量泵连接的管道出现堵塞的情况时,压力传感器实时监测管道压力进行反馈,设备开始报警并在PLC触摸屏上显示。若是缺胶或遇到空气段则会出现低压报警情况,若是高压报警则是堵塞导致。两侧设置管道使停机时的胶水回流到管道中,防止胶水中填充物在管道中沉淀。报警压力上下限可在操作界面软件中进行设定,压力采用PID闭环反馈控制,它通过比较设定值与压力传感器测得得实际值,不断调整伺服驱动器频率,使螺杆计量泵13的流量压力不会偏离设定的上下限值,从而保证了吐胶量的重复性与精确性。
在一实施例中,支撑法兰1通过卡扣可拆卸地连接在万向节组件5上,便于维修人员对进料三通6内空间的清洗,所述进料三通6内设有连接杆4,连接杆4的左端通过万向节组件5连接传动轴5,连接杆4的右端连接定子7转子8装置,通过万向节组件5的设置确保传动轴5在带动连接杆4高速转动时泵的平稳,消除工作时异响和噪音的产生,同时有效的降低了传动轴5和连接杆4接触部位的相对磨损,大大提高了螺杆计量泵13的使用寿命。
在一实施例中,所述螺杆和轴封组件之间设有密封套19,所述传动轴和电机21之间设有轴承座20,所述定子外周设有定子固定套17。
在一实施例中,所述螺杆计量泵13基于无限循环活塞得体积原理,核心组件包括驱动螺杆转动的电机、密封腔室、螺杆、定子7、转子8及密封组件、固定架,形成了一个完美密封得计量腔。转子8的偏心运动允许胶料从一个腔室到下一个腔室的低剪切运动,而不会挤压到胶水。传统意义上的螺杆泵中螺杆和O型圈容易磨损,大大缩短了设备的使用寿命,且螺杆定子7的在灌胶时会晃动影响注胶的位置和大小准确性。通过所述螺杆泵的使用,大幅度增加了密封圈的使用寿命,降低了生产成本,提高安全性,同时降低了设备维护对生产的影响,提高生产效率;且注胶时注入压力可控,可有效控制活塞运行阻力和密封之间的关系。
在本申请的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本申请中的具体含义。
需要说明的是,在本申请中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
以上所述仅是本申请的具体实施方式,使本领域技术人员能够理解或实现本申请。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本申请的精神或范围的情况下,在其它实施例中实现。因此,本申请将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。