一种空调型材自适应冲孔结构
文献发布时间:2024-01-17 01:17:49
技术领域
本发明涉及型材冲孔设备技术领域,尤其涉及一种空调型材自适应冲孔结构。
背景技术
汽车空调的散热器和蒸发器均采用口琴管换热器,主要的组成部分是:口琴管、端板和过水壳,端板使用矩形的平板冲孔制成,端板中部开设与口琴管导通的矩形孔,同时边缘处有便于弯折扣接过水壳的方孔。
现有的冲孔机在进行铝板的冲孔时,使用压辊进行间歇的等距输送,以便连续的在铝板上加工出等距的开孔,但是在输送和冲孔中,铝板受力相对压辊出现轻微的偏差时,无法进行自适应的复位定位,导致冲孔的间隙出现误差,为此,我们提出一种空调型材自适应冲孔结构来解决上述问题。
发明内容
本发明的目的是为了解决现有技术中存在的冲孔结构无法在板材产生位置偏差时进行自适应复位的问题,而提出的一种空调型材自适应冲孔结构。
为了实现上述目的,本发明采用了如下技术方案:
一种空调型材自适应冲孔结构,包括主架、层板组件、伸缩缸、刀轴、铝型材、插架和输送辊,所述主架中部安装有左右并排布置的层板组件和输送辊,所述铝型材搭接安装在输送辊上方,所述层板组件位于刀轴正下方,所述铝型材滑动插接安装在层板组件中部空隙位置,所述主架中部安装有伸缩缸驱动上下移动的刀轴,所述刀轴左部安装有同步随动的插架;
使用时,将平板状的铝型材插入到层板组件中部空隙中进行滑动导向,刀轴上下冲裁铝型材,输送辊转动驱动铝型材移动,在铝型材与输送辊发生相对位移时,插架下行插入到加工出的方孔中,将铝型材推动左右移动进行自适应的复位,在冲孔时,插架可以始终插在方孔中保证铝型材位置稳定。
优选的,所述层板包括上层板和下层板,所述刀轴侧壁安装有带有插座的刀头,所述上层板中部开设有与刀头配合的贯穿孔,所述下层板中部开设有与贯穿孔对应的上窄下宽的排废口;
上层板和下层板上下层叠布置,对刀轴和铝型材进行滑动限位,废料从上窄下宽的排废口位置脱离刀头,实现顺畅的冲裁排废动作。
优选的,所述插架通过螺栓安装有连架,所述连架后侧安装有弹簧,所述连架上部滑动安装有方孔架,所述方孔架后部开设有与弹簧配合的斜孔,所述弹簧底端通过转接柱与连架转动连接;
插架可以左右前后调节位置,适应铝型材上不同开孔位置的定位需求,并且弹簧保证插架先于刀头插入到方孔,后于刀头脱离方孔,实现稳定的冲裁限位,弹簧在长时间使用缩短后,旋转调节连架的初始位置。
优选的,所述下层板与主架通过螺栓装配连接,所述主架位于下层板下方开设有方口,所述下层板顶端左部开设有插架配合的盲孔;
下层板可以拆卸更换,且盲孔可以插入插架,进而保证铝型材被稳定限位。
优选的,所述刀轴前后两端安装有对称设置的前销轴和后销轴,所述前销轴和后销轴中部分别安装有导轴,所述导轴外侧套设安装有开设限位孔的导架;
导轴侧壁的平面与限位孔滑动接触,进行冲孔的稳定导向,并且在限位孔上止点位置,导轴可以自由的转动,进行不同的刀头转动换位,使用一个冲孔结构进行方孔和矩形孔的加工。
优选的,所述前销轴和后销轴外侧套设安装有转环,所述转环上方安装有滑接在导架外侧的滑套,所述前销轴和后销轴中部安装有和滑套抵压接触的环凸沿;
转环可以对前销轴和后销轴转动安装,实现刀轴的竖直稳定导向,环凸沿配合转环可以保证前销轴和后销轴有两个受力点,保证下压使用稳定。
优选的,位于后侧的所述转环后侧安装有电机,所述电机电机轴与后销轴后端固定连接;
电机可以驱动后销轴转动,进而可以自动的进行刀头的转动更换。
优选的,所述刀轴前后两端开设有花键孔,所述前销轴和后销轴外壁设置有花键凸起,所述前销轴和后销轴上部安装有前后滑接的后压架和前压架,所述后压架与伸缩缸固定连接;
花键孔保证前销轴和后销轴与刀轴之间稳定插接,可以进行快速的插拔分离,且后压架和前压架之间前后滑接,可以前后分离。
优选的,所述主架前侧安装有直线滑台,所述直线滑台顶端安装有可前后滑动的前支架,所述前支架与位于前侧的导架、前压架和前销轴同步前后移动;
直线滑台带动前支架前后移动,进而带动前侧的导架、前压架和前销轴同步移动,刀轴便于进行更换,适应不同的铝型材冲孔需求。
优选的,所述伸缩缸下部安装有跨架,所述前支架顶端安装有与跨架滑动卡接的燕尾头;
跨架采用龙门架结构,并且后端与主架固定,前端通过燕尾头与前支架搭接,实现稳定的卡接和灵位的位移。
与现有技术相比,本一种空调型材自适应冲孔结构的优点在于:
1、通过插架的设置,插架配合对板材进行限位的层板组件一起使用,层板组件分为上下两层,可以在冲孔时进行滑动导向限位,插架在冲孔时,可以插入到已经加工出的方孔中,进行板材的定位,并且在发生偏移时,可以插架端部的凸头通过下插的挤压定位,保证冲孔和输送中出现偏差时,可以在每次冲孔动作中进行自适应的复位;
2、通过导架的设置,导向组件包括可以上下滑动的刀轴,刀轴可以安装不同类型的刀头,可以通过导架配合导轴进行竖直滑动限位,并且导架配合滑套进行刀轴的竖直导向,保证冲孔的竖直稳定,并可以在刀轴上行到导架上止点时,可以自由的转动更换刀头,使用一个冲孔机构可以灵活的进行矩形孔和方孔的竖直冲裁加工;
3、通过前支架的设置,前支架可以前后滑动,带动前部的销轴脱离刀轴,可以在冲裁不同尺寸和开孔间隙的铝型材时,可以灵活的进行刀头和刀轴的更换,并且层板可以进行同步的更换,且插架可以调节自身的间隙和到刀头的位置,适应不同的冲孔需求,并且插架随冲孔驱动件同步移动,并且使用可调长度的弹簧进行稳定的下压。
附图说明
图1为本发明的左视示意图;
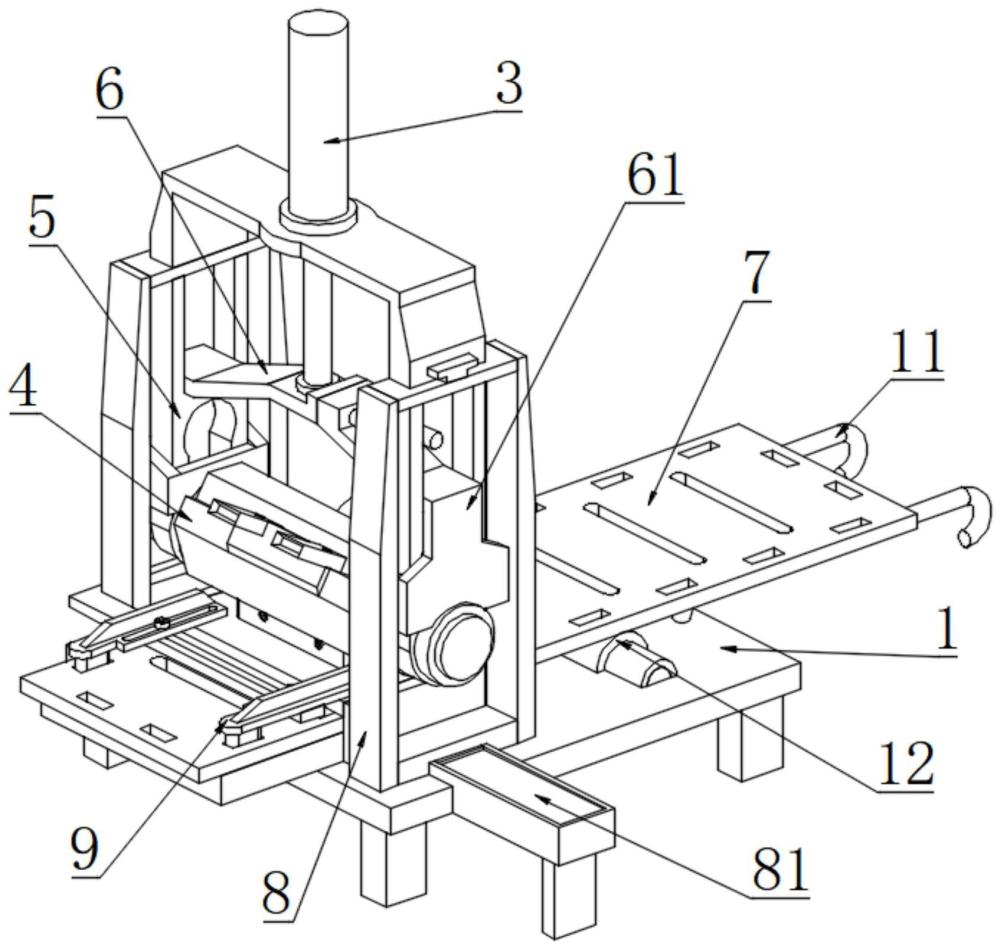
图2为本发明的右视结构图;
图3为本发明的左部结构的左视示意图;
图4为本发明的刀轴、刀头、前销轴和后销轴之间的拆分示意图;
图5为本发明的左部结构的拆分示意图;
图6为本发明的层板结构的截切示意图;
图7为本发明的局部结构的后视关系图;
图8为本发明的插架、连架和弹簧之间的拆分关系图。
图中:主架1、滑架11;输送辊12;上层板2、下层板21;盲孔22;排废口23;伸缩缸3、跨架31;刀轴4、刀头41;插座42;花键孔43;导架5、限位孔51;后压架6、前压架61;前销轴62;滑套63;转环64;后销轴65;导轴66;环凸沿67;电机68;铝型材7、前支架8、直线滑台81;燕尾头82;插架9、连架91;弹簧92;方孔架93;转接柱94;斜孔95。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参照图1-8,本发明提供三种技术方案:
实施例一
一种空调型材自适应冲孔结构,包括主架1、层板组件、伸缩缸3、刀轴4、铝型材7、插架9和输送辊12,所述主架1中部安装有左右并排布置的层板组件和输送辊12,所述铝型材7搭接安装在输送辊12上方,所述层板组件位于刀轴4正下方,所述铝型材7滑动插接安装在层板组件中部空隙位置,所述主架1中部安装有伸缩缸3驱动上下移动的刀轴4,所述刀轴4左部安装有同步随动的插架9。
具体的,所述层板包括上层板2和下层板21,所述刀轴4侧壁安装有带有插座42的刀头41,所述上层板2中部开设有与刀头41配合的贯穿孔,所述下层板21中部开设有与贯穿孔对应的上窄下宽的排废口23。
进一步的,所述插架9通过螺栓安装有连架91,所述连架91后侧安装有弹簧92,所述连架91上部滑动安装有方孔架93,所述方孔架93后部开设有与弹簧92配合的斜孔95,所述弹簧92底端通过转接柱94与连架91转动连接。
再进一步的,所述下层板21与主架1通过螺栓装配连接,所述主架1位于下层板21下方开设有方口,所述下层板21顶端左部开设有插架9配合的盲孔22。
使用时,将平板状的铝型材7插入到层板组件中部空隙中,通过前后上下的光滑平面,对铝型材7进行滑动导向,并且刀轴4被伸缩缸3驱动上下冲裁铝型材7,输送辊12可以在冲裁间隙转动驱动铝型材7移动,输送辊12表面粗糙或者布置黏贴层,可以驱动铝型材7稳定移动,在输送时铝型材7与输送辊12发生相对位移时,冲孔前插架9可以下行插入到加工出的方孔中,将铝型材7推动进行自适应的复位,并且在冲孔时,插架9可以始终插在方孔中,保证冲裁时的铝型材7位置稳定,上层板2和下层板21上下层叠布置,刀轴4侧壁的刀头41可以竖直插入到贯穿孔中,进而穿过铝型材7插入到排废口23中,此时废料从上窄下宽的排废口23位置脱离刀头41,实现顺畅的冲裁排废动作,连架91上有前后延伸的安装孔,插架9自身也带有矩形调节口,使得插架9可以左右前后调节位置,适应铝型材7上不同开孔位置的定位需求,并且弹簧92的设置可以将插架9安装在刀头41下方,先于刀头41插入到方孔,后于刀头41脱离方孔,实现稳定的冲裁限位,并且弹簧92可以在斜孔95中旋转,利用弹簧92的螺旋结构,可以在弹簧92长时间使用缩短后,旋转弹簧92调节连架91的初始位置,保证下插的移动充足,并可以通过方孔架93后侧的螺杆进行压紧,保证调节后使用的稳定,下层板21可以拆卸更换,并且方口方便排废,且盲孔22可以插入插架9,进而保证铝型材7被稳定限位。
实施例二
一种空调型材自适应冲孔结构,包括主架1、层板组件、伸缩缸3、刀轴4、铝型材7、插架9和输送辊12,所述主架1中部安装有左右并排布置的层板组件和输送辊12,所述铝型材7搭接安装在输送辊12上方,所述层板组件位于刀轴4正下方,所述铝型材7滑动插接安装在层板组件中部空隙位置,所述主架1中部安装有伸缩缸3驱动上下移动的刀轴4,所述刀轴4左部安装有同步随动的插架9。
具体的,所述刀轴4前后两端安装有对称设置的前销轴62和后销轴69,所述前销轴62和后销轴69中部分别安装有导轴66,所述导轴66外侧套设安装有开设限位孔51的导架5。
值得注意的,所述前销轴62和后销轴69外侧套设安装有转环64,所述转环64上方安装有滑接在导架5外侧的滑套63,所述前销轴62和后销轴69中部安装有和滑套63抵压接触的环凸沿67。
值得说明的,位于后侧的所述转环64后侧安装有电机68,所述电机68电机轴与后销轴69后端固定连接。
前销轴62和后销轴69与刀轴4连接,导轴66侧壁的平面与导架5的限位孔51下部侧壁滑动接触,进行冲孔的稳定导向,并且在下更换下方刀头41时,可以上移前销轴62和后销轴69到限位孔51上止点位置,限位孔51上止点位置内径大,导轴66可以自由的转动,将不同的刀头41转动到竖直位置,刀头41之间夹角为六十度,导轴66侧壁的平面与刀头41位置相互对应,可以进行稳定的导向,转环64可以对前销轴62和后销轴69转动安装,并且滑套63套设在导架5外接触面积大,实现刀轴4的竖直稳定导向,且环凸沿67与滑套63转动抵压接触,配合转环64可以保证前销轴62和后销轴69有两个受力点,保证下压使用稳定,电机68可以驱动后销轴69转动,进而可以自动的进行刀头41的转动更换。
实施例三
一种空调型材自适应冲孔结构,包括主架1、层板组件、伸缩缸3、刀轴4、铝型材7、插架9和输送辊12,所述主架1中部安装有左右并排布置的层板组件和输送辊12,所述铝型材7搭接安装在输送辊12上方,所述层板组件位于刀轴4正下方,所述铝型材7滑动插接安装在层板组件中部空隙位置,所述主架1中部安装有伸缩缸3驱动上下移动的刀轴4,所述刀轴4左部安装有同步随动的插架9。
具体的,所述刀轴4前后两端开设有花键孔43,所述前销轴62和后销轴69外壁设置有花键凸起,所述前销轴62和后销轴69上部安装有前后滑接的后压架6和前压架61,所述后压架6与伸缩缸3固定连接。
进一步的,所述主架1前侧安装有直线滑台81,所述直线滑台81顶端安装有可前后滑动的前支架8,所述前支架8与位于前侧的导架5、前压架61和前销轴62同步前后移动。
再进一步的,所述伸缩缸3下部安装有跨架31,所述前支架8顶端安装有与跨架31滑动卡接的燕尾头82。
花键孔43的设置,保证前销轴62和后销轴69与刀轴4之间稳定插接,防止相互旋转,并且可以进行快速的插拔分离,且后压架6和前压架61之间前后滑接,可以前后分离,伸缩缸3可以通过后压架6同步驱动前压架61移动,直线滑台81采用承重型直线滑台,可以带动前支架8前后移动,进而带动前侧的导架5、前压架61和前销轴62同步移动,使得刀轴4被放开,便于进行更换,适应不同的铝型材7冲孔需求,跨架31采用龙门架结构,并且后端与主架1固定,前端通过燕尾头82与前支架8搭接,实现稳定的卡接和灵位的位移。
两种实施例中涉及到的伸缩缸3采用液压缸,及输送辊12采用伺服电机驱动,电机68同样为伺服电机,伸缩缸3配套液压系统、电磁阀以及管路也可由厂家提供,除此之外,本发明中涉及到供电模块、电路和电子元器件以及控制模块均为现有技术,本领域技术人员完全可以实现,无需赘言,本发明保护的内容也不涉及对于内部结构和方法的改进。
以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。