一种玻璃钢化冷却过程中碎裂检测的方法及装置
文献发布时间:2024-01-17 01:21:27
技术领域
本发明涉及玻璃钢化冷却设备技术领域,具体为一种玻璃钢化冷却过程中碎裂检测的方法及装置。
背景技术
钢化玻璃是一种预应力玻璃,其具有硬度高、承载能力好、抗风压性强,耐寒暑性和冲击性优异等诸多优点。玻璃的物理钢化方式需要将待钢化玻璃在钢化炉内加热到接近软化点,然后进入冷却风栅中进行迅速冷却来完成玻璃的钢化。玻璃在冷却风栅冷却的过程中,会因玻璃出炉温度较低、玻璃加热不均匀、冷却风压过高、风嘴有堵塞等等多种因素导致破碎。玻璃在冷却风栅中出现碎裂时要及时停炉并将碎玻璃清理出去,以免造成批量玻璃堆积破碎、风栅辊道芳纶绳断裂甚至风栅辊道断裂等严重后果。
目前,玻璃钢化炉中尚未应用专业的玻璃碎裂检测装置,较为常规的方法是依靠工人巡查发现或碎玻璃已经卡住辊道导致传动系统出现异常系统报警发现亦或者碎玻璃堵炉造成出炉异常发现。如工人未能及时发现或者系统已经报警,都已经造成了严重的后果。玻璃钢化线工作时工人操作位置与冷却风栅有一定的距离,在出现碎玻璃时一般都无法第一时间发现并进行处理,每次都会造成一定的经济损失。
发明内容
为解决上述技术问题,本发明提供一种玻璃钢化冷却过程中碎裂检测的方法及装置。
本发明采用的技术方案是:
一种玻璃钢化冷却过程中碎裂检测的方法,包括如下步骤:
S1、在控制中心设置声波信号存储库,用于存储设备运行过程中的特定声音信号;
S2、设置一组或多组声音传感器,在设备运行过程中声音传感器实时的将采集的声音信号传输至控制中心;
S3、控制中心针对声音传感器传输来的声音信号进行对比分析判断,根据判断结果发出指令,如无异常则设备正常运转,如有异常则发出报警指令或停止设备运行或两者同时处理。
作为优选方案,所述的特定声音信号为控制中心存储的与加工过程中玻璃的正常运行状态下相关联的预存的正常声音特征数据,声音传感器实时的将采集的声音信号与控制中心存储的正常声音特性进行对比,如该存储库内无此声音特征则进行相应处理。
作为优选方案,所述的特定声音信号为控制中心存储的与加工过程中玻璃处于破碎状态下相关联的预存的异常声音特征数据,声音传感器实时的将采集的声音信号与控制中心存储的异常声音特性进行对比,如该存储库内有此声音特征存储则进行相应处理。
作为优选方案,信号存储库是持续更新过程:控制中心在分析判断的过程中针对声音特征不断学习,不断提高分析判断的准确性后要将接收到的声音信号存入正常声音特征数据库或异常声音特征数据库。
作为优选方案,所述的声音传感器设置的数量根据冷却风栅长度确定,各声音传感器采集的声音信号均由控制中心实时进行判断。
还包括一种玻璃钢化冷却过程中碎裂检测的方法所用的装置,在上风栅和下风栅中间与玻璃行进方向设置一组或多组声音传感器,所述声音传感器与控制中心连接,所述控制中心与报警装置及冷却风栅辊道传动控制器连接。
作为优选方案,该控制中心内预存有加工过程中玻璃所处状态相关联的正常声音存储库和异常声音存储库。
本发明的有益效果是:
本发明所述的方法,用于及时发现冷却风栅中玻璃出现破碎的状况,改变以往依靠工人观察或者设备报警等滞后的发现方式,可有效避免因冷却过程中玻璃破碎造成的后续经济损失。针对不同用户现场的实际工作环境,采集现场工作状态声音输入控制中心,由控制中心记录正常生产状态现场的声音状态,建立相对应的声波信号存储库,并在后续生产过程中不断完善,极大的提升系统报警的可靠性,避免了误报警情况的发生。本发明的方法准确性高,可实时检测玻璃钢化冷却过程中是否碎裂,对提升系统的稳定性和减少经济损失有非常重要的意义。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
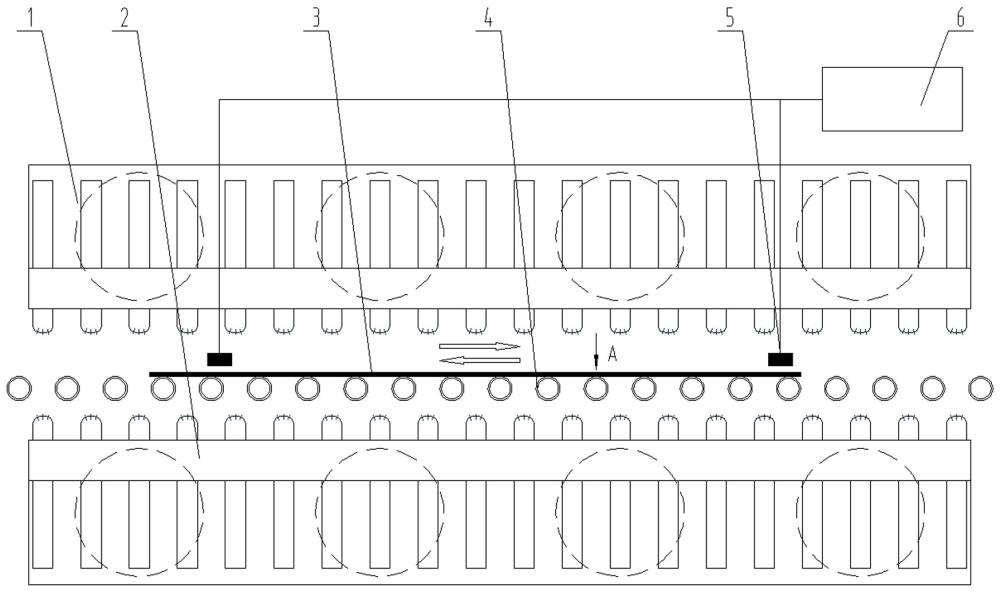
图1为玻璃钢化冷却过程中碎裂检测装置的正面视图;
图2为图1中A向视图;
附图标记:1、上风栅,2、下风栅,3、玻璃,4、辊道,5、声音传感器,6、控制中心。
具体实施方式
下面,通过示例性的实施方式对本发明进行具体描述。然而应当理解,在没有进一步叙述的情况下,一个实施方式中的元件、结构和特征也可以有益的结合到其他实施方式中。
需要说明的是:除非另做定义,本文所使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明专利申请说明书以及权利要求书中所使用的“一个”、“一”或者“该”等类似词语不表述数量限制,而是表示存在至少一个。“包括”或者“包含”等类似的词语指出现在“包括”或者“包含”前面的元件或者物件涵盖出现在“包括”或者“包含”后面列举的元件或者物件及其等同,但并不排除其他具有相同功能的元件或者物件。
实施例一、
下面结合附图1-2对本实施例装置的结构及工艺步骤进行详细描述:
如图1、2所示,一种玻璃钢化冷却过程中碎裂检测装置,从玻璃钢化炉加热段移出的玻璃3经过在辊道4的输送下进入上风栅1和下风栅2之间进行钢化和冷却,在上风栅1和下风栅2中间、与玻璃3放置高度接近的位置并与玻璃3行进方向垂直的两侧,即辊道4上母线附近设置一组或多组声音传感器5,所述声音传感器5与控制中心6连接,所述控制中心6与报警装置及冷却风栅辊道传动控制器连接,声音传感器5将采集的声音信号实时传输至控制中心6,控制中心6根据接收到的信号进行判断是否存在玻璃碎裂的情况,并对应输出控制指令。
一种玻璃钢化冷却过程中碎裂检测的方法,包括如下步骤:
步骤1、在控制中心设置预存有正常声音特征数据的声波信号存储库,也可以理解为正常声音存储库,该正常声音存储库内存储有与加工过程中玻璃的正常运行状态相关联的正常声音特征数据;
步骤2、玻璃在钢化冷却过程中,在设备内合适的位置处设置一组或多组声音传感器,声音传感器将采集的声音信号传输至控制中心,本实施例中声音传感器设置在与玻璃高度接近的位置;
步骤3、声音传感器实时的将采集的声音信号与控制中心内正常声音存储库存储的正常声音特性进行对比,如正常声音存储库中无此声音存储则采取如下措施:发出报警指令或者停止冷却风栅玻璃输送系统或者发出报警指令的同时停止冷却风栅玻璃输送系统。
需要说明的是:上文所述的玻璃的正常运行状态是指玻璃在加工过程中,从上片到出片均为完整片状玻璃的运行状态,正常声音存储库可以理解为玻璃在正常运行状态下由声音传感器所采集的所有声音信号的集合。
还包括对数据库的持续更新过程,控制中心在分析判断的过程中针对声音特征不断学习,不断提高分析判断的准确性;举例说明:在玻璃3钢化调试阶段,声音传感器5采集现场工作状态声音输入控制中心6,控制中心6记录并将此声音存入正常声音存储库中,玻璃3钢化冷却过程中声音传感器5实时采集到的任何异常的声音信号均传输至控制中心,经控制中心6对比,在正常声音存储库无此声音信号则控制中心6发出指令报警,并停止冷却风栅玻璃输送系统,由人工核实该异常声音信号是否为玻璃破碎声音,若不是则存入正常声音存储库,对正常声音存储库进行再次完善。
本方案中,控制中心6对正常声音存储库持续更新,每个现场正常声音状态均不相同,在设备调试阶段多次检测声音信号,初期将控制中心6中正常声音存储库尽量存储完善,后续生产过程中出现的误报警声音也持续加入正常声音存储库中,可以知晓,数据库越趋于完善,该检测装置的判断准确度则越高。
本方案中,控制中心6对采集到的异常声音对比判断以正常声音存储库为准,库中无此声音存储则立刻发出指令报警,并通过控制器立刻停止冷却风栅玻璃输送系统。
本方案中,声音传感器5设置的数量根据冷却风栅长度确定,较短风栅设置1-2组即可,较长风栅数量可适当增加数量,各声音传感器5采集的声音信号均由控制中心6实时进行判断。
实施例二、
需要说明的是:实施例二中的检测装置整体结构与实施例一的装置结构完全相同,仅仅是检测方法存在不同,基于此,检测装置结构不在描述,具体检测步骤描述如下:
一种玻璃钢化冷却过程中碎裂检测的方法,包括如下步骤:
步骤1、在控制中心设置预存有异常声音特征数据的声波信号存储库,也可以理解为异常声音存储库,该异常声音存储库内存储有与加工过程中玻璃处于破碎状态下相关联的异常声音特征数据;
步骤2、玻璃在钢化冷却过程中,在上风栅和下风栅之间与玻璃行进方向垂直的两侧设置一组或多组声音传感器,声音传感器将采集的声音信号传输至控制中心;
步骤3、控制中心将声音传感器传输来的声音信号与异常声音存储库进行对比,如异常声音存储库中有此声音存储则发出指令报警,并停止冷却风栅玻璃输送系统。
需要说明的是:所述的异常声音存储库仅对玻璃破碎声音进行备案存储,除此之外任何玻璃加工过程中检测获得的声音信号包括误报警声音均不存储其内。
还包括对异常声音数据库的持续更新过程:例如在玻璃3钢化调试阶段,玻璃3钢化冷却过程中若声音传感器5采集到异常的声音信号,经控制中心6对比,在异常声音存储库存在该声音信号则控制中心6发出指令报警,并停止冷却风栅玻璃输送系统,由人工核实此异常声音信号是否为玻璃破碎声音,若是则存入异常声音存储库,若不是则舍弃。
本方案中,控制中心6中对异常声音存储库持续更新,每次加工过程中玻璃破碎的声音状态均不相同,初期将控制中心6中异常声音存储库尽量存储完善,可以知晓,数据库越趋于完善,该检测装置的判断准确度越高。
本方案中,声音传感器5设置的数量根据冷却风栅长度确定,较短风栅设置1-2组即可,较长风栅数量可适当增加数量,各声音传感器5采集的声音信号均由控制中心6实时进行判断。
实施例三、
需要说明的是:实施例三中的检测装置整体结构与上述两个实施例的装置结构完全相同,仅仅是检测方法存在不同,基于此,检测装置结构不在描述, 实施例三的具体检测步骤描述如下:
一种玻璃钢化冷却过程中碎裂检测的方法,包括如下步骤:
步骤1、在控制中心同时建立与加工过程中玻璃的正常运行状态相关联的正常声音存储库以及加工过程中玻璃处于破碎状态下相关联的异常声音存储库;
步骤2、玻璃在钢化冷却过程中,设置一组或多组声音传感器,声音传感器将采集的声音信号传输至控制中心;
步骤3、控制中心将声音传感器传输来的声音信号与上述数据库的声音信号进行对比并做出判断结果,根据判断结果发出指令,如无异常则设备正常运转,如有异常则发出报警指令,并停止设备运行。
上述步骤三中的判定过程如下:
将声音传感器传输来的声音信号与控制中心的数据库进行对比,如果在正常声音存储库无此声音信号,同时在异常声音存储库中也无此声音信号,则发出指令报警,并停止冷却风栅玻璃输送系统,由人工核实此异常声音信号是否为玻璃破碎声音,若是则存入异常声音存储库,否则存入正常声音存储库。
需要说明的是:上文所述的玻璃的正常运行状态是指玻璃在加工过程中,从上片到出片均为完整片状玻璃的运行状态,正常声音存储库可以理解为玻璃在正常运行状态下由声音传感器所采集的所有声音的集合,所述的异常声音存储库仅对玻璃破碎声音进行备案存储,除此之外任何玻璃加工过程中检测获得的声音信号均归属于正常声音存储库。
还包括对信号存储库持续更新过程:控制中心在分析判断的过程中针对声音特征不断学习,不断提高分析判断的准确性后要将接收到的声音信号存入正常声音特征数据库或异常声音特征数据库;例如在玻璃3钢化调试阶段,声音传感器5采集现场工作状态声音输入控制中心6,控制中心6记录并将此声音存入正常声音存储库中,玻璃3钢化冷却过程中若声音传感器5采集到异常的声音信号,经控制中心6对比,在正常声音存储库无此声音信号则控制中心6发出指令报警,并停止冷却风栅玻璃输送系统,由人工核实此异常声音信号是否为玻璃破碎声音,若是则存入异常声音存储库,否则存入正常声音存储库。
上述实施例所描述的方法,用于及时发现冷却风栅中玻璃3出现破碎的状况,改变以往依靠工人观察发现的方式,可有效避免因冷却过程中玻璃破碎造成的后续经济损失。针对不同用户现场的实际工作环境,在控制中心6中构建相对应的正常声音存储库和异常声音存储库,并在后续生产过程中不断完善,极大的提升系统报警的可靠性,避免了误报警情况的发生。本发明的方法准确性高,可实时检测玻璃3钢化冷却过程中是否碎裂,对提升系统的稳定性和减少经济损失有非常重要的意义。
应当指出,虽然通过上述实施方式对本发明进行了描述,然而本发明还可以有其他的多种实施方式。在不脱离本发明精神和范围的前提下,熟悉本领域的技术人员显然可以对本发明做出各种相应的改变和变形,但这些改变和变形都应当属于本发明所附权利要求及其等效物所保护的范围内。