一种双层桉木柜门板的生产工艺
文献发布时间:2024-01-17 01:21:27
技术领域
本发明属于生态板生产制造领域,具体涉及一种双层桉木柜门板的生产工艺。
背景技术
目前,主流的家具、橱柜、衣柜等木制品多数采用经济实用的生态板制作而成,生态板指中间板芯层为拼接实木的三聚氰胺饰面板,生态板通常在板芯层与三聚氰胺饰面层之间粘接木材单板以提高生态板的强度、厚度和层次感,木材单板是由旋切机采侧面滚动旋切原木而成的木质薄片状材料,木材单板在生态板生产制造行业广泛使用,木材单板旋切出来后会自然弯曲,生态板生产过程中木材单板与板芯层粘接后进行热压处理时木材单板会因为脱水而使其形变的应力变大,从而导致热压处理后的存在板材变形、开胶起边等问题。
现有部分生态板生产工艺并没有解决上述问题,例如一种生态装饰板(公开号:CN105729587B公开日:2017-12-19),公开了一种生态装饰板,生态装饰板包括处于中间的杉木芯板层,分别粘接在杉木芯板层上下的桉木单板层以及分别粘接在桉木单板层外表的杨木单板层,相邻的板层之间按照木纹理相互垂直的方向进行粘接,相邻的板层之间采用无醛的改性大豆胶进行粘接,杨木单板和桉木单板通过生态稀释液浸泡处理而成,杨木单板或桉木单板在稀释液中的吸液量为30-45kg/m3,生态稀释液中的生态稀释剂与水的比例为1:7-9。
上述生态装饰板的杉木芯板层上下的桉木单板层以及分别粘接在桉木单板层外表的杨木单板层,但是桉木单板层和杨木单板层是先后进行粘接冷压定型,每次粘接冷压后的热压处理会使桉木单板层和杨木单板层因脱水而导致形变的应力变大,导致上述生态装饰板存在较高的变形、开胶的风险,因此仍有改进空间。
发明内容
针对背景技术中存在的技术缺陷,本发明提出一种双层桉木柜门板的生产工艺,解决了上述技术问题以及满足了实际需求,具体的技术方案如下所示:
一种双层桉木柜门板的生产工艺,双层桉木柜门板包括中间的板芯层、分别粘接在板芯层上下两面的双层桉木层、分别粘接在所述双层桉木层外表面的饰面层组成,每一所述双层桉木层由若干桉木单板制作而成,该生产工艺包括以下步骤:
步骤1:烘干桉木单板,若干所述桉木单板通过烘干机进行烘干处理;
步骤2:制备连芯桉木单板,烘干后的若干所述桉木单板按照相同朝向对称排列并通过连芯机拼接、裁切成统一尺寸的若干连芯桉木单板;
步骤3:制备双层桉木层,对每一所述连芯桉木单板向内弯曲的面涂布生态胶水,对每两块涂布生态胶水后的所述连芯桉木单板涂布生态胶水的面相对进行粘接并进行生态胶脱水得到若干双层桉木层;
步骤4:双层桉木层定型,若干所述双层桉木层通过冷压机进行第一次冷压定型,对第一次冷压定型后的若干所述双层桉木层进行修补,修补后的若干所述双层桉木层通过热压机进行热压处理,热压处理后且有余温的若干所述双层桉木层通过冷压机进行第二次冷压定型;
步骤5:制备胚板,对所述板芯层上下两面涂布生态胶水后与两块所述双层桉木层进行粘接组胚得到胚板;
步骤6:胚板定型,对所述胚板进行生态胶脱水,脱水后的所述胚板通过冷压机进行冷压定型,对冷压定型后的所述胚板进行修补修补后的所述胚板通过热压机进行热压处理,对热压处理后的所述胚板进行散热降温;
步骤7:胚板刮腻子,散热降温后的所述胚板通过刮腻子机进行刮腻子;
步骤8:胚板脱水,对刮腻子后的所述胚板进行第一次养生,第一次养生后的所述胚板通过烤房进行烘干;
步骤9:胚板养生,对烘干后的所述胚板进行第二次养生;
步骤10:制备双层桉木柜门板,第二次养生后的所述胚板上下两面通过砂光机进行粗砂打磨,粗砂打磨后的所述胚板通过砂光机进行精砂打磨,精砂打磨后的所述胚板上下两面涂布生态胶水后与两块所述饰面层进行粘接后进行生态胶脱水热压得到双层桉木柜门板;
步骤11:双层桉木柜门板定型,所述双层桉木柜门板通过冷压机进行冷压定型,冷压定型后的所述双层桉木柜门板通过热压机进行热压处理,热压成型后的双层桉木柜门板置于散热架上自然降温。
作为本发明进一步的技术方案,所述板芯层由若干香杉木经过烘干、梳齿、涂布生态胶水、拼板与热压五道工序制作而成,所述板芯层长度2480mm、宽度1250mm、厚度12.5mm、含水率为0-8%,粘接组胚前所述板芯层上下两面通过砂光机进行粗砂打磨,粗砂打磨后的所述板芯层厚度10.2mm。
作为本发明进一步的技术方案,每一所述桉木单板进行烘干的温度140-150℃、时间300s,每一所述桉木单板烘干后的含水率10%-12%,每一所述桉木单板的长度1270mm、宽度630mm、厚度2mm。
作为本发明进一步的技术方案,每一所述连芯桉木单板由四块所述桉木单板通过连芯机拼接、裁剪而成,每一所述连芯桉木单板的长度2490mm、宽度1270mm、厚度2mm。
作为本发明进一步的技术方案,每一所述连芯桉木单板向内弯曲的面涂布生态胶水的量为0.6kg,若干所述双层桉木层进行第一次冷压定型的压力10-12Mpa、时间3600s。
作为本发明进一步的技术方案,若干修补后的所述双层桉木层进行热压处理的压力10-12Mpa、温度120℃、时间750s,若干所述双层桉木层进行第二次冷压的压力10-12Mpa、时间7500s,对第二次冷压后的若干所述双层桉木层自然冷却6-8天,自然冷却后的每一所述双层桉木层的厚度3.8mm、含水率8%-10%。
作为本发明进一步的技术方案,所述胚板进行冷压定型的压力10-12Mpa、时间3600s,所述胚板进行热压处理的压力8-12Mpa、温度120℃、时间900s,热压处理后的所述胚板的厚度为17.8mm,所述胚板进行第一次养生的时间为1-2天,所述胚板进行第二次养生的时间为7天,第二次养生后的所述胚板含水率8%-10%,精砂打磨后所述胚板的厚度17.2mm。
作为本发明进一步的技术方案,每一所述饰面层采用复合科技木皮,每一所述饰面层厚度0.4mm,所述双层桉木柜门板进行冷压定型的压力5-8Mpa、时间1800s,所述双层桉木柜门板进行热压处理的压力3-5Mpa、温度92℃、时间480s,自然降温后的所述双层桉木柜门板通过裁边机进行裁边,裁边后的所述双层桉木柜门板准尺寸长度2440mm、宽度1220mm、厚度18mm。
本发明具有的有益效果在于:
本发明的板芯层与两块饰面层之间均粘接有双层桉木层,双层桉木层采用两块连芯桉木单板向内弯曲的面涂布生态胶水进行粘连的结构,可以使两块连芯桉木单板形变的应力相互抵消,从而提高双层桉木层的平整度,本发明的双层桉木柜门板内部形变应力平衡,板面平整度高。
附图说明
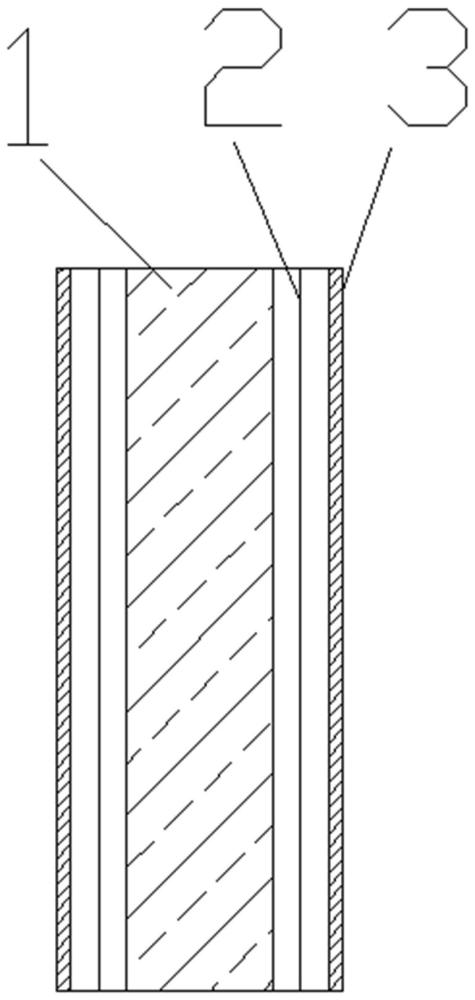
图1是一种双层桉木柜门板的生产工艺双层桉木柜门板的结构示意图。
图2是一种双层桉木柜门板的生产工艺连芯桉木单板的结构示意图。
图3是一种双层桉木柜门板的生产工艺双层桉木层的结构示意图。
其中:板芯层1、双层桉木层2、饰面层3、连芯桉木单板4。
具体实施方式
下面结合附图与相关实施例对本发明的实施方式进行说明,本发明的实施方式不局限于如下的实施例中,并且发明涉及本技术领域的相关必要部件,应当视为本技术领域内的公知技术,是本技术领域所属的技术人员所能知道并掌握的。
一种双层桉木柜门板的生产工艺,双层桉木柜门板包括中间的板芯层、分别粘接在板芯层上下两面的双层桉木层、分别粘接在所述双层桉木层外表面的饰面层组成,每一所述双层桉木层由若干桉木单板制作而成,该生产工艺包括以下步骤:
步骤1:烘干桉木单板,若干所述桉木单板通过烘干机进行烘干处理;
步骤2:制备连芯桉木单板,烘干后的若干所述桉木单板按照相同朝向对称排列并通过连芯机拼接、裁切成统一尺寸的若干连芯桉木单板;
步骤3:制备双层桉木层,对每一所述连芯桉木单板向内弯曲的面涂布生态胶水,对每两块涂布生态胶水后的所述连芯桉木单板涂布生态胶水的面相对进行粘接并进行生态胶脱水得到若干双层桉木层;
步骤4:双层桉木层定型,若干所述双层桉木层通过冷压机进行第一次冷压定型,对第一次冷压定型后的若干所述双层桉木层进行修补,修补后的若干所述双层桉木层通过热压机进行热压处理,热压处理后且有余温的若干所述双层桉木层通过冷压机进行第二次冷压定型;
步骤5:制备胚板,对所述板芯层上下两面涂布生态胶水后与两块所述双层桉木层进行粘接组胚得到胚板;
步骤6:胚板定型,对所述胚板进行生态胶脱水,脱水后的所述胚板通过冷压机进行冷压定型,对冷压定型后的所述胚板进行修补修补后的所述胚板通过热压机进行热压处理,对热压处理后的所述胚板进行散热降温;
步骤7:胚板刮腻子,散热降温后的所述胚板通过刮腻子机进行刮腻子;
步骤8:胚板脱水,对刮腻子后的所述胚板进行第一次养生,第一次养生后的所述胚板通过烤房进行烘干;
步骤9:胚板养生,对烘干后的所述胚板进行第二次养生;
步骤10:制备双层桉木柜门板,第二次养生后的所述胚板上下两面通过砂光机进行粗砂打磨,粗砂打磨后的所述胚板通过砂光机进行精砂打磨,精砂打磨后的所述胚板上下两面涂布生态胶水后与两块所述饰面层进行粘接后进行生态胶脱水热压得到双层桉木柜门板;
步骤11:双层桉木柜门板定型,所述双层桉木柜门板通过冷压机进行冷压定型,冷压定型后的所述双层桉木柜门板通过热压机进行热压处理,热压成型后的双层桉木柜门板置于散热架上自然降温。
本发明采用的所述桉木单板需通过连芯机拼接、裁切成所述连芯桉木单板,所述连芯桉木单板的表面尺寸略大于所述板芯层的表面尺寸,所述双层桉木层热压处理时会进一步脱水,从而导致热压处理后的所述双层桉木层表面尺寸缩小,但所述双层桉木层表面尺寸仍然可以与所述板芯层的表面尺寸匹配,所述胚板进行组胚时所述板芯层与两块所述双层桉木层进行粘接组胚,组胚冷压定型后通过修补工序将所述胚板边缘修理整齐即可,无需在所述板芯层一面粘连多块所述双层桉木层,提高工作效率。
进一步地,如图2或3,本发明的所述双层桉木层通过对两块所述连芯桉木单板向内弯曲的面涂布生态胶水后相对粘接而成,所述双层桉木层进行第一次冷压定型可以防止生态胶脱水后收缩导致两块所述连芯桉木单板相互脱离,同时可以使所述双层桉木层更加平整,所述双层桉木层进行热压处理可以使两块所述连芯桉木单板更好地相互粘连,所述双层桉木层热压处理后通过人工码堆至冷压机马上进行第二次冷压定型,从而防止生态胶温度过高的情况下开胶,所述双层桉木层进行热压处理时两块所述连芯桉木单板进一步脱水而导致其形变的应力变大,两块所述连芯桉木单板向内弯曲的面相对粘连的结构可以使形变的应力相互抵消,从而提高所述双层桉木层的平整度。
进一步地,本发明的所述胚板进行冷压定型可以使所述胚板更平整,所述胚板进行热压可以使生态胶的水分进一步蒸发并使所述板芯层与两块所述双层桉木层更好地粘连,所述胚板进行刮腻子可以让腻子填充所述胚板表面的结疤、洞眼等,提高所述胚板的平整度,所述胚板进行第一次养生后再进行烘干,可以使所述胚板表面的腻子先进行自然脱水,防止腻子干燥过快而导致开裂,所述胚板进行第二次养生可以使表面的腻子更好附着在所述胚板上,防止腻子从所述胚板表面脱落。
进一步地,本发明的所述胚板通过砂光机先后进行粗砂打磨和精砂打磨,从而使所述胚板厚度均一、表面平整,进而提高所述双层桉木柜门板的平整度,所述双层桉木柜门板进行冷压定型可以使所述胚板与所述饰面层粘连后更加平整,所述双层桉木柜门板进行热压处理可以使所述胚板与所述饰面层粘连得更加牢固,避免出现起边、变形等问题。
进一步地,本发明所述步骤3、6、10的生态胶脱水的脱水时间需根据具体天气温度而定,并提前检测生态胶活性期,通过精细控制生态胶脱水时间,让每一层板材之间粘接更牢固,从而避免所述双层桉木柜门板出现起边的问题。
作为本发明优选实施例之一,所述板芯层由若干香杉木经过烘干、梳齿、涂布生态胶水、拼板与热压五道工序制作而成,所述板芯层长度2480mm、宽度1250mm、厚度12.5mm、含水率为0-8%,粘接组胚前所述板芯层上下两面通过砂光机进行粗砂打磨,粗砂打磨后的所述板芯层厚度10.2mm。
本发明采用每一所述香杉木规格为长度500mm、宽度40-50mm、厚度11.3mm,每一所述香杉木通过烘干机烘干至含水率为12%-15%,烘干后的若干所述香杉木经过烘干、梳齿、涂布生态胶水、拼板与热压五道工序制作成所述板芯层,若干所述香杉木经过热压处理进一步脱水,因此所述板芯层含水率为为0-8%,所述板芯层需经过15天养生后再进行组胚,后续工序中所述双层桉木柜门板通过裁边机将边缘裁切平整,裁边后的所述双层桉木柜门板标准尺寸为长度2440mm、宽度1220mm,所述板芯层的尺寸大于所述双层桉木柜门板的标准尺寸是为了避免裁边后的所述双层桉木柜门板无法达到标准尺寸。
进一步地,本发明的所述板芯层上下两面进行粗砂打磨可以使所述板芯层整体更平整,防止组胚时所述板芯层表面不平整而导致所述板芯层与所述双层桉木层粘接不牢固,从而保证组胚后的所述胚板不起边且拥有良好的平整性。
作为本发明优选实施例之一,每一所述桉木单板进行烘干的温度140-150℃、时间300s,每一所述桉木单板烘干后的含水率10%-12%,每一所述桉木单板的长度1270mm、宽度630mm、厚度2mm。
如图2或3,本发明的所述桉木单板烘干前含水率为25%-30%,烘干后的所述桉木单板含水率10%-12%,所述桉木单板在脱水过程中产生形变,并且脱水量越大形变的应力越大,因此需要将所述桉木单板进行烘干后再进行连芯处理,两块所述连芯桉木单板粘连、冷压定型后进行热压处理时两块所述连芯桉木单板会进一步脱水至含水率为8%-10%,两块所述连芯桉木单板含水率变化较小,因此两块所述连芯桉木单板之间的形变应力较小,并且两块所述连芯桉木单板向内弯曲的面相对粘连的结构可以使形变的应力相互抵消,从而提高所述双层桉木层的平整度。
作为本发明优选实施例之一,每一所述连芯桉木单板由四块所述桉木单板通过连芯机拼接、裁剪而成,每一所述连芯桉木单板的长度2490mm、宽度1270mm、厚度2mm。
所述连芯桉木单板每一面通过连芯机热熔的五条热熔胶丝拼接,所述连芯桉木单板的表面尺寸略大于所述板芯层的表面尺寸,所述双层桉木层热压处理时会进一步脱水,从而导致所述双层桉木层表面尺寸比所述连芯桉木单板的表面尺寸小,但所述双层桉木层表面尺寸仍然可以与所述板芯层的表面尺寸匹配,所述胚板进行组胚时所述板芯层与两块所述双层桉木层进行粘接组胚,无需在所述板芯层一面粘连多块所述双层桉木层,提高工作效率。
进一步地,本发明的所述连芯桉木单板每一面通过连芯机热熔的七条热熔胶丝连接,与传统连芯工艺中连芯单板采用五条热熔胶丝拼接相比,增加热熔胶丝的数量可以使所述连芯桉木单板内每一所述桉木单板连接更牢固,并且每一所述桉木单板之间的缝隙更小,从而提高所述连芯桉木单板的结构的稳定性。
作为本发明优选实施例之一,每一所述连芯桉木单板向内弯曲的面涂布生态胶水的量为0.6kg,若干所述双层桉木层进行第一次冷压定型的压力10-12Mpa、时间3600s。
本发明的生态胶水的涂布量为0.6kg刚好可以均匀涂布于所述连芯桉木单板表面,生态胶水的涂布量太少会影响两块所述连芯桉木单板的粘接效果,生态胶水的涂布量太多会导致后续冷压定型中过多生态胶水溢出导致浪费,所述双层桉木层进行第一次冷压定型可以防止生态胶脱水后收缩导致两块所述连芯桉木单板相互脱离,同时可以使所述双层桉木层内的生态胶水分布更均匀使所述双层桉木层表面更加平整,冷压定型的压力太小会导致所述双层桉木层内的生态胶水分布不均匀而导致所述双层桉木层表面不平整,对第一次冷压定型后的所述双层桉木层进行修补可以消除表面的瑕疵同时将所述双层桉木层的边缘修理整齐。
作为本发明优选实施例之一,若干修补后的所述双层桉木层进行热压处理的压力10-12Mpa、温度120℃、时间750s,若干所述双层桉木层进行第二次冷压的压力10-12Mpa、时间7500s,对第二次冷压后的若干所述双层桉木层自然冷却6-8天,自然冷却后的每一所述双层桉木层的厚度3.8mm、含水率8%-10%。
本发明的所述双层桉木层进行热压处理可以使两块所述连芯桉木单板更好地相互粘连,热压处理的温度采用120℃可以将生态胶水内的水分蒸发从而加快两块所述连芯桉木单板粘连,所述双层桉木层热压处理后通过人工码堆至冷压机马上进行第二次冷压定型,从而防止生态胶温度过高的情况下开胶,所述双层桉木层进行热压处理时两块所述连芯桉木单板进一步脱水而导致其形变的应力变大,两块所述连芯桉木单板向内弯曲的面相对粘连的结构可以使形变的应力相互抵消,从而进一步提高所述双层桉木层的平整度,双层桉木层进行热压处理时进一步脱水至含水率为8%-10%,并在热压机的压力作用下厚度降低至3.8mm,所述双层桉木层第一次冷压定型、热压处理、第二次冷压定型的压力相同,可以使所述双层桉木层在上述三个工序中承受相同的压力,进一步提高所述双层桉木层的平整度。
进一步地,所述板芯层与所述双层桉木层进行组胚前的含水率差值较小,从而使组胚后的所述胚板整体保持相同的含水率,在后续的热压处理时所述胚板会整体脱水而降低含水率,所述胚板内部含水率均匀变化而使其内部形边的应力均匀,从而使所述胚板更平整。
作为本发明优选实施例之一,所述胚板进行冷压定型的压力10-12Mpa、时间3600s,所述胚板进行热压处理的压力8-12Mpa、温度120℃、时间900s,热压处理后的所述胚板的厚度为17.8mm,所述胚板进行第一次养生的时间为1-2天,所述胚板进行第二次养生的时间为7天,第二次养生后的所述胚板含水率8%-10%,精砂打磨后所述胚板的厚度17.2mm。
本发明的所述胚板进行冷压定型可以使所述胚板表面更平整,冷压定型的压力太小会导致所述胚板内的生态胶水分布不均匀而导致所述胚板表面不平整,对冷压定型后的所述胚板进行修补可以消除表面的瑕疵同时将所述胚板边缘修理整齐,所述胚板进行热压可以使生态胶的水分进一步蒸发并使所述板芯层与两块所述双层桉木层更好地粘连,所述胚板进行第一次养生后再进行烘干,可以使所述胚板表面的腻子先进行自然脱水,防止腻子干燥过快而导致开裂,所述胚板进行第二次养生可以使表面的腻子更好附着在所述胚板上,防止腻子从所述胚板表面脱落,所述胚板通过砂光机先后进行粗砂打磨和精砂打磨,从而使所述胚板厚度均一、表面平整,进而使所述双层桉木柜门板保持良好的平整性。
作为本发明优选实施例之一,每一所述饰面层采用复合科技木皮,每一所述饰面层厚度0.4mm,所述双层桉木柜门板进行冷压定型的压力5-8Mpa、时间1800s,所述双层桉木柜门板进行热压处理的压力3-5Mpa、温度92℃、时间480s,自然降温后的所述双层桉木柜门板通过裁边机进行裁边,裁边后的所述双层桉木柜门板标准尺寸长度2440mm、宽度1220mm、厚度18mm。
本发明的所述饰面层采用的复合科技木皮具有环保、耐磨、耐高温、耐腐蚀、防水等优点,并且具有多种饰面效果,让所述双层桉木柜门板更加实用美观,所述双层桉木柜门板进行冷压定型可以使所述胚板与所述饰面层粘连后更加平整,所述双层桉木柜门板进行热压处理可以使所述胚板与所述饰面层粘连得更加牢固,避免出现起边等问题,所述饰面层的厚度比所述板芯层与所述双层桉木层小,并且所述饰面层与所述胚板已具有较高的平整度,因此所述双层桉木柜门板进行冷压定型与热压处理时只需采用较小的压力即可,所述板芯层与所述双层桉木层的长宽尺寸均大于所述双层桉木柜门板的标准长宽尺寸,因此需要将所述双层桉木柜门板通过裁边机裁切至标准尺寸。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。