MIM金属注射成型用高抛光塑基粘结剂及其用于喂料的方法
文献发布时间:2023-06-19 09:51:02
技术领域
本发明涉及高抛光塑基粘结剂技术领域,特别涉及一种MIM金属注射成型的高抛光塑基粘结剂,尤其是一种MIM金属注射成型用高抛光塑基粘结剂及其用于喂料的方法。
背景技术
粉末注射成形是利用高分子有机物作为粘结剂,充分利用其在加热到一定温度下的熔融和流变特性,类似注射塑料一样将粉末和粘结剂的混合物成形为各种所需形状的成形坯,然后用化学或热分解的方法将成形坯中粘结剂脱除,最后经烧结致密化和必要的后续加工工序得到最终产品。该技术在制备具有复杂形状、均匀组织结构和高性能的高精度产品方面具有独特的优势,被广泛应用于通讯设备、医疗器械、汽车、电动五金及军工等领域。
粘结剂是粉末注射成形技术的核心,在粉末注射成形中粘结剂具有增强流动性以适合注射成形和维持坯块形状这两个最基本的职能。粘结剂性能的好坏直接决定了产品的最终性能,因此,粘结剂的选择与优化已成为粉末注射成形的关键环节。
但申请人在实现现有技术中的技术方案的过程中,发现现有技术的技术方案中存在如下技术问题:
目前,国内普遍使用的塑基体系的粘结剂配方最常用的为聚甲醛-聚合物体系,主填充剂为POM,主骨干剂为POM、HDPE、PP、EVA,辅助剂为SA、PW。这种粘结剂体系配方常用于一般烧结密度和抛光要求的金属注射成形,但是在用于高抛光、长径比大、壁厚薄以及尺寸复杂零件的金属产品中,存在烧结密度低、抛光性能差和零件表面氧化等问题,直接制约了粉末注射成形产品的批量化生产。
发明内容
本发明一方面要解决的技术问题是提供一种MIM金属注射成型的高抛光塑基粘结剂,解决了现有技术中粘结剂的烧结密度低、抛光性能差和零件表面氧化的技术问题,实现了烧结密度高、抛光性能良好和降低零件表面氧化的技术效果。
为了解决上述技术问题,本发明的技术方案为:
一种MIM金属注射成型用高抛光塑基粘结剂,由如下重量百分比的原料组成:
共聚甲醛POM 75~90%,高密度聚乙烯HDPE 2~10%,聚苯乙烯PS 2~10%,石蜡PW 1~5%,硬脂酸SA 0.5~5%,乙烯-醋酸乙烯EVA 1.0~5.0%,乙撑双硬脂酸酰胺EBS0.5~2.0%和抗氧剂AO 0.1~2.0%。
优选的,所述的粘结剂由如下重量份的原料组成:聚甲醛POM 85%,高密度聚乙烯HDPE 3.0%,聚苯乙烯PS 6.0%,石蜡PW 2.0%,硬脂酸SA 1.0%,乙烯-醋酸乙烯EVA2.0%,乙撑双硬脂酸酰胺EBS 0.5%和抗氧剂AO 0.5%。
优选的,聚甲醛POM 81%,高密度聚乙烯HDPE 4.0%,聚苯乙烯PS 6.0%,石蜡PW3.0%,硬脂酸SA 2.0%,乙烯-醋酸乙烯EVA 2.0%,乙撑双硬脂酸酰胺EBS 1.0%和抗氧剂AO 1.0%。
更优选的,聚甲醛POM 89%,高密度聚乙烯HDPE 2.0%,聚苯乙烯PS 4.0%,石蜡PW 2.0%,硬脂酸SA 0.5%,乙烯-醋酸乙烯EVA 1.5%,乙撑双硬脂酸酰胺EBS 0.8%和抗氧剂AO 0.2%。
特别优选的,聚甲醛POM 80%,高密度聚乙烯HDPE 5.0%,聚苯乙烯PS 5.0%,石蜡PW 2.5%,硬脂酸SA 1.5%,乙烯-醋酸乙烯EVA 3.0%,乙撑双硬脂酸酰胺EBS 2.0%和抗氧剂AO 1.0%。
优选的,所述的抗氧剂是抗氧剂1010与抗氧剂245的混合物。
本发明另外一方面要解决的问题是提供一种高抛光塑基粘结剂用于喂料的方法,包括:将金属合金粉末预热至175-195℃,搅拌,转速为15-25r/min;加入所述高抛光塑基粘结剂,在175-195℃密炼,密炼时间为45-120min,搅拌,转速为30-40r/min;密炼完成后,挤出造粒得到颗粒状喂料。
本申请提供的一个或多个技术方案,至少具有如下技术效果或优点:
上述技术方案,由于采用由如下重量百分比的原料组成:共聚甲醛POM 75~90%,高密度聚乙烯HDPE 2~10%,聚苯乙烯PS 2~10%,石蜡PW 1~5%,硬脂酸SA 0.5~5%,乙烯-醋酸乙烯EVA 1.0~5.0%,乙撑双硬脂酸酰胺EBS 0.5~2.0%和抗氧剂AO 0.1~2.0%等一系列技术手段,使得共聚甲醛提供流动性及作为骨架材料;高密度聚乙烯、聚苯乙烯和乙烯-醋酸乙烯用于提供喂料脱脂后的喂料的强度支持;石蜡和硬脂酸用于润滑及提高各相相容性;乙撑双硬脂酸酰胺为增塑剂,具有良好的加工性能和软化性能,可显著降低粘结剂的黏度,改善粘结剂的综合性能;硬脂酸用作表面活性剂,可改善粉末与粘结剂的兼容性,减少粉末注射成形过程中“粉胶分离”现象;抗氧剂使粘结剂在加工过程中具有良好的加工稳定性,避免聚甲醛等组分的分解。有效解决了现有技术中的粘结剂的烧结密度低、抛光性能差和零件表面氧化的技术问题,进而实现了烧结密度高、抛光性能良好和降低零件表面氧化的技术效果。
附图说明
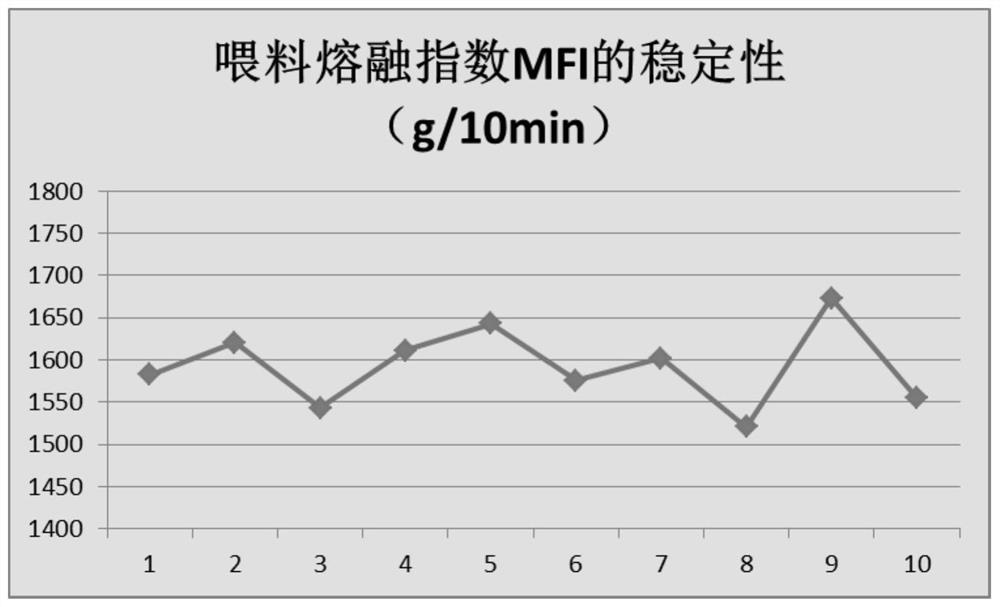
图1为本发明喂料熔体流动速率MFI值的曲线图。
图中,X-轴表示时间(分钟),Y-轴表示重量(g)。
具体实施方式
下面结合附图对本发明的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
本申请实施方式的技术方案通过提供一种MIM金属注射成型用高抛光塑基粘结剂,解决了现有技术中粘结剂的烧结密度低、抛光性能差和零件表面氧化的问题,在由如下重量百分比的原料组成:共聚甲醛POM 75~90%,高密度聚乙烯HDPE 2~10%,聚苯乙烯PS2~10%,石蜡PW 1~5%,硬脂酸SA 0.5~5%,乙烯-醋酸乙烯EVA 1.0~5.0%,乙撑双硬脂酸酰胺EBS 0.5~2.0%和抗氧剂AO 0.1~2.0%下实现了烧结密度高、抛光性能良好和降低零件表面氧化的有益效果。
本发明为解决上述技术问题的实施方案的总体思路如下:
采用由如下重量百分比的原料组成:共聚甲醛POM 75~90%,高密度聚乙烯HDPE2~10%,聚苯乙烯PS 2~10%,石蜡PW 1~5%,硬脂酸SA 0.5~5%,乙烯-醋酸乙烯EVA1.0~5.0%,乙撑双硬脂酸酰胺EBS 0.5~2.0%和抗氧剂AO 0.1~2.0%等一系列技术手段,使得共聚甲醛提供流动性及作为骨架材料;高密度聚乙烯、聚苯乙烯和乙烯-醋酸乙烯用于提供喂料脱脂后的喂料的强度支持;石蜡和硬脂酸用于润滑及提高各相相容性;乙撑双硬脂酸酰胺为增塑剂,具有良好的加工性能和软化性能,可显著降低粘结剂的黏度,改善粘结剂的综合性能;硬脂酸用作表面活性剂,可改善粉末与粘结剂的兼容性,减少粉末注射成形过程中“粉胶分离”现象;抗氧剂使粘结剂在加工过程中具有良好的加工稳定性,避免聚甲醛等组分的分解。
为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
实施例1
本实施例高抛光塑基粘结剂为用于MIM金属注射成形的高抛光塑基粘结剂,由如下重量份的原料组成:聚甲醛(POM)85%,高密度聚乙烯(HDPE)3.0%,聚苯乙烯(PS)6.0%,石蜡(PW)2.0%,硬脂酸(SA)1.0%,乙烯-醋酸乙烯(EVA)2.0%,乙撑双硬脂酸酰胺(EBS)0.5%,抗氧剂(AO)0.5%。制备方法:所有原料放入高速混合机中在160℃高速混合45min,出料;将混合的原料放入造粒机中挤出造粒,得到颗粒状的粘结剂。
本实施例高抛光塑基粘结剂用于制备喂料的方法,具有如下步骤:
将粒度为D50:6.0~9.0μ0的316L不锈钢金属粉末预热至185℃,搅拌,转速为20r/min;按粘结剂与金属粉末体积比为40:60加入所述粘结剂,在190℃进行密炼,密炼时间为60min,搅拌,转速为40r/min;密炼完成后,在双螺杆挤出机中挤出造粒,得到颗粒状喂料,其中所述的粘结剂为本实施例所述的高抛光塑基粘结剂;
测定该实施例的喂料熔体流动速率MFI值,测试标准:ISO 1133;测试条件:温度:190℃,标称负荷:21.6Kg;测定结果为:1500~1700g/10min。
实施例2
本实施例高抛光塑基粘结剂为用于MIM金属注射成形的高抛光塑基粘结剂,由如下重量份的原料组成:聚甲醛(POM)81%,高密度聚乙烯(HDPE)4.0%,聚苯乙烯(PS)6.0%,石蜡(PW)3.0%,硬脂酸(SA)2.0%,乙烯-醋酸乙烯(EVA)2.0%,乙撑双硬脂酸酰胺(EBS)1.0%,抗氧剂(AO)1.0%。制备方法:所有原料放入高速混合机中在160℃高速混合45min,出料;将混合的原料放入造粒机中挤出造粒,得到颗粒状的粘结剂。
本实施例高抛光塑基粘结剂用于制备喂料的方法,具有如下步骤:
将粒度为D50:6.0~9.0μ.的316L不锈钢金属粉末预热至185℃,搅拌,转速为20r/min;按粘结剂与金属粉末体积比为40:60加入所述粘结剂,在190℃进行密炼,密炼时间为60min,搅拌,转速为40r/min;密炼完成后,在双螺杆挤出机中挤出造粒,得到颗粒状喂料,其中所述的粘结剂为本实施例所述的高抛光塑基粘结剂;
测定该实施例的喂料熔体流动速率MFI值,测试标准:ISO 1133;测试条件:温度:190℃,标称负荷:21.6Kg;测定结果为:1300~1600g/10min。
实施例3
本实施例高抛光塑基粘结剂为用于MIM金属注射成形的高抛光塑基粘结剂,由如下重量份的原料组成:聚甲醛(POM)85%,高密度聚乙烯(HDPE)3.0%,聚苯乙烯(PS)6.0%,石蜡(PW)2.0%,硬脂酸(SA)1.0%,乙烯-醋酸乙烯(EVA)2.0%,乙撑双硬脂酸酰胺(EBS)0.5%,抗氧剂(AO)0.5%。制备方法:所有原料放入高速混合机中在160℃高速混合45min,出料;将混合的原料放入造粒机中挤出造粒,得到颗粒状的粘结剂。
本实施例高抛光塑基粘结剂用于制备喂料的方法,具有如下步骤:
将粒度为D50:6.0~9.0μ.的17-4PH不锈钢金属粉末预热至185℃,搅拌,转速为20r/min;按粘结剂与金属粉末体积比为41.5:59.5加入所述粘结剂,在190℃进行密炼,密炼时间为60min,搅拌,转速为40r/min;密炼完成后,在双螺杆挤出机中挤出造粒,得到颗粒状喂料,其中所述的粘结剂为本实施例所述的高抛光塑基粘结剂;
测定该实施例的喂料熔体流动速率MFI值,测试标准:ISO 1133;测试条件:温度:190℃,标称负荷:21.6Kg;测定结果为:1400~1800g/10min。
实施例4
本实施例高抛光塑基粘结剂为用于MIM金属注射成形的高抛光塑基粘结剂,由如下重量份的原料组成:聚甲醛(POM)81%,高密度聚乙烯(HDPE)4.0%,聚苯乙烯(PS)6.0%,石蜡(PW)3.0%,硬脂酸(SA)2.0%,乙烯-醋酸乙烯(EVA)2.0%,乙撑双硬脂酸酰胺(EBS)1.0%,抗氧剂(AO)1.0%。制备方法:所有原料放入高速混合机中在160℃高速混合45min,出料;将混合的原料放入造粒机中挤出造粒,得到颗粒状的粘结剂。
本实施例高抛光塑基粘结剂用于制备喂料的方法,具有如下步骤:
将粒度为D50:6.0~9.0μ.的17-4PH不锈钢金属粉末预热至185℃,搅拌,转速为20r/min;按粘结剂与金属粉末体积比为41.5:59.5加入所述粘结剂,在190℃进行密炼,密炼时间为60min,搅拌,转速为40r/min;密炼完成后,在双螺杆挤出机中挤出造粒,得到颗粒状喂料,其中所述的粘结剂为本实施例所述的高抛光塑基粘结剂;
测定该实施例的喂料熔体流动速率MFI值,测试标准:ISO 1133;测试条件:温度:190℃,标称负荷:21.6Kg;测定结果为:1300~1500g/10min。
实施例5
本实施例高抛光塑基粘结剂为用于MIM金属注射成形的高抛光塑基粘结剂,由如下重量份的原料组成:聚甲醛(POM)85%,高密度聚乙烯(HDPE)3.0%,聚苯乙烯(PS)6.0%,石蜡(PW)2.0%,硬脂酸(SA)1.0%,乙烯-醋酸乙烯(EVA)2.0%,乙撑双硬脂酸酰胺(EBS)0.5%,抗氧剂(AO)0.5%。制备方法:所有原料放入高速混合机中在160℃高速混合45min,出料;将混合的原料放入造粒机中挤出造粒,得到颗粒状的粘结剂。
本实施例高抛光塑基粘结剂用于制备喂料的方法,具有如下步骤:
将粒度为D50:6.0~9.0μ.的304L不锈钢金属粉末预热至185℃,搅拌,转速为20r/min;按粘结剂与金属粉末体积比为40:60加入所述粘:结剂,在190℃进行密炼,密炼时间为60min,搅拌,转速为40r/min;密炼完成后,在双螺杆挤出机中挤出造粒,得到颗粒状喂料,其中所述的粘结剂为本实施例所述的高抛光塑基粘结剂;
测定该实施例的喂料熔体流动速率MFI值,测试标准:ISO 1133;测试条件:温度:190℃,标称负荷:21.6Kg;测定结果为:1400~2000g/10min。
实施例6
本实施例高抛光塑基粘结剂为用于MIM金属注射成形的高抛光塑基粘结剂,由如下重量份的原料组成:聚甲醛(POM)81%,高密度聚乙烯(HDPE)4.0%,聚苯乙烯(PS)6.0%,石蜡(PW)3.0%,硬脂酸(SA)2.0%,乙烯-醋酸乙烯(EVA)2.0%,乙撑双硬脂酸酰胺(EBS)1.0%,抗氧剂(AO)1.0%。制备方法:所有原料放入高速混合机中在160℃高速混合45min,出料;将混合的原料放入造粒机中挤出造粒,得到颗粒状的粘结剂。
本实施例高抛光塑基粘结剂用于制备喂料的方法,具有如下步骤:
将粒度为D50:6.0~9.0μ.的304L不锈钢金属粉末预热至185℃,搅拌,转速为20r/min;按粘结剂与金属粉末体积比为40:60加入所述粘结剂,在190℃进行密炼,密炼时间为60min,搅拌,转速为40r/min;密炼完成后,在双螺杆挤出机中挤出造粒,得到颗粒状喂料,其中所述的粘结剂为本实施例所述的高抛光塑基粘结剂;
测定该实施例的喂料熔体流动速率MFI值,测试标准:ISO 1133;测试条件:温度:190℃,标称负荷:21.6Kg;测定结果为:1400~2000g/10min。
以上结合附图对本发明的实施方式作了详细说明,但本发明不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本发明原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本发明的保护范围内。
- MIM金属注射成型用高抛光塑基粘结剂及其用于喂料的方法
- 粘结剂、金属注射成型用喂料、金属零部件及其制备方法