一种圆形铁板冲压分离成型设备
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及一种成型设备,尤其涉及一种圆形铁板冲压分离成型设备。
背景技术
圆形铁板冲压分离是指将一个大的圆形铁板分离成一个较小的圆铁片和一个圆铁环,用于工业生产活动中,用量较多。
现在人们冲压分离圆形铁板,先是将打圆形铁板放在设备上,然后设备将圆形铁板分离,分离完后,人们需要手动取下分离出来的圆铁片和圆铁环,存在一定的安全隐患,需要很大力气才能将圆铁片取下,制作时间比较长,工作效率比较低。
综上所述现有的圆形铁板冲压分离设备存在的问题,需要研发一种能够自动冲压分离圆形铁板,方便圆铁片和圆铁环的收取,节省人力,提高工作效率的圆形铁板冲压分离成型设备。
发明内容
为了克服现有的圆形铁板冲压分离设备在一定的安全隐患,需要很大力气才能将圆铁片取下,制作时间比较长,工作效率比较低的缺点,技术问题:提供一种能够自动冲压分离圆形铁板,方便圆铁片和圆铁环的收取,节省人力,提高工作效率的圆形铁板冲压分离成型设备。
本发明的技术实施方案是:一种圆形铁板冲压分离成型设备,包括有底板支柱、第一支撑板、单轴电机、第二支撑板、第一转轴、锥齿轮组、转盘、曲轴、水平限位槽、第三支撑板、磁吸冲压头、第四支撑板、冲压限位孔和排料机构,右侧的两个底板支柱顶部连接有第一支撑板,第一支撑板左侧设有第二支撑板,左侧的两个底板支柱顶部连接有第四支撑板,第四支撑板右侧与第二支撑板连接,第一支撑板顶部中侧安装有单轴电机,单轴电机输出轴上设有锥齿轮组,第二支撑板上部转动式设有第一转轴,第一转轴与锥齿轮组连接,第一转轴左部设有转盘,转盘左侧设有曲轴,曲轴上设有水平限位槽,第二支撑板中部左侧设有第三支撑板,第三支撑板内滑动式设有水平限位槽,水平限位槽与曲轴滑动式连接,水平限位槽底部设有磁吸冲压头,第四支撑板右部设有冲压限位孔,冲压限位孔与磁吸冲压头配合,第三支撑板底部设有排料机构,排料机构与第二支撑板连接,排料机构与磁吸冲压头配合。
进一步的,排料机构包括有支撑架、第二转轴、排料推杆和第一扭力弹簧,第三支撑板底部设有两个支撑架,支撑架底部转动式连接有第二转轴,第二转轴中部设有排料推杆,排料推杆底部与第二支撑板连接有第一扭力弹簧。
进一步的,还包括有吸料机构,第四支撑板顶部设有吸料机构,吸料机构包括有底座、第二扭力弹簧、转杆和磁吸块,第四支撑板顶部左侧前部设有底座,底座上部滑动式设有转杆,底座上绕有第二扭力弹簧,第二扭力弹簧与底座和转杆连接,转杆右侧底部设有磁吸块。
进一步的,转盘上开有圆孔。
进一步的,第四支撑板形状为“T”形。
本发明的有益效果是:
本发明通过设有转盘、磁吸冲压头、排料机构和吸料机构等部件,磁吸冲压头将圆形铁板冲压分离,排料机构和吸料机构将圆铁片和圆铁环取出,达到了圆形铁板自动冲压分离成型的效果,节省了人力和制作时间,解决了存在的安全隐患。
附图说明
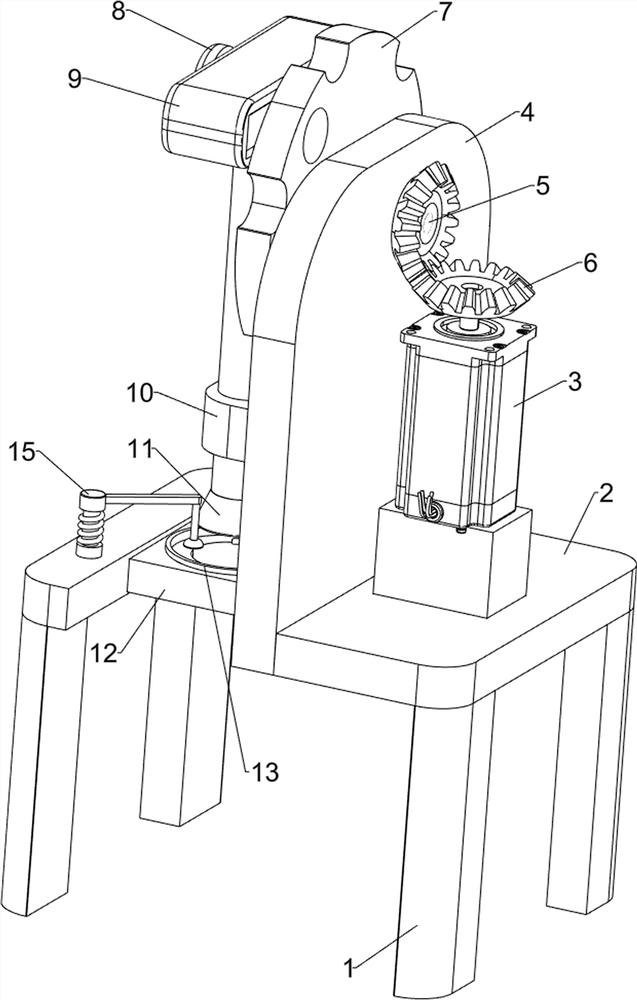
图1为本发明的第一视角立体结构示意图。
图2为本发明的第二视角立体结构示意图。
图3为本发明的排料机构第一部分立体结构示意图。
图4为本发明的排料机构第二部分立体结构示意图。
图中零部件名称及序号:1-底板支柱,2-第一支撑板,3-单轴电机,4-第二支撑板,5-第一转轴,6-锥齿轮组,7-转盘,8-曲轴,9-水平限位槽,10-第三支撑板,11-磁吸冲压头,12-第四支撑板,13-冲压限位孔,14-排料机构,141-支撑架,142-第二转轴,143-排料推杆,144-第一扭力弹簧,15-吸料机构,151-底座,152-第二扭力弹簧,153-转杆,154-磁吸块。
具体实施方式
以下所述仅为本发明的较佳实施例,并不因此而限定本发明的保护范围。
实施例1
一种圆形铁板冲压分离成型设备,如图1、图2、图3和图4所示,包括有底板支柱1、第一支撑板2、单轴电机3、第二支撑板4、第一转轴5、锥齿轮组6、转盘7、曲轴8、水平限位槽9、第三支撑板10、磁吸冲压头11、第四支撑板12、冲压限位孔13和排料机构14,右侧的两个底板支柱1顶部连接有第一支撑板2,第一支撑板2左侧设有第二支撑板4,左侧的两个底板支柱1顶部连接有第四支撑板12,第四支撑板12右侧与第二支撑板4连接,第一支撑板2顶部中侧安装有单轴电机3,单轴电机3输出轴上设有锥齿轮组6,第二支撑板4上部转动式设有第一转轴5,第一转轴5与锥齿轮组6连接,第一转轴5左部设有转盘7,转盘7左侧设有曲轴8,曲轴8上设有水平限位槽9,第二支撑板4中部左侧设有第三支撑板10,第三支撑板10内滑动式设有水平限位槽9,水平限位槽9与曲轴8滑动式连接,水平限位槽9底部设有磁吸冲压头11,第四支撑板12右部设有冲压限位孔13,冲压限位孔13与磁吸冲压头11配合,第三支撑板10底部设有排料机构14,排料机构14与第二支撑板4连接,排料机构14与磁吸冲压头11配合。
人们使用本发明时,将圆形铁板放到冲压限位孔13里,然后启动单轴电机3,单轴电机3输出轴带动锥齿轮组6运动,锥齿轮组6带动第一转轴5转动,第一转轴5带动转盘7转动,转盘7带动曲轴8运动,曲轴8在水平限位槽9上部前后滑动的同时,曲轴8带动水平限位槽9上下运动,水平限位槽9带动磁吸冲压头11上下运动,当水平限位槽9带动磁吸冲压头11向下运动时,磁吸冲压头11带动排料机构14向下运动,磁吸冲压头11下压将圆形铁板分离,当水平限位槽9带动磁吸冲压头11向上运动时,排料机构14将吸附在磁吸冲压头11上的圆铁片弄掉,圆铁环留在冲压限位孔13上,人们将圆铁环取下,关闭单轴电机3即可,如果还要继续冲压分离圆形铁板,重复以上操作,人们就能方便快捷的将圆形铁板冲压分离成型,节省人力。
排料机构14包括有支撑架141、第二转轴142、排料推杆143和第一扭力弹簧144,第三支撑板10底部设有两个支撑架141,支撑架141底部转动式连接有第二转轴142,第二转轴142中部设有排料推杆143,排料推杆143底部与第二支撑板4连接有第一扭力弹簧144。
当水平限位槽9带动磁吸冲压头11向下运动时,磁吸冲压头11接触到排料推杆143并推动排料推杆143运动,排料推杆143带动第二转轴142转动,此时,第一扭力弹簧144变成压缩状态,磁吸冲压头11下压将圆形铁板分离后,水平限位槽9带动磁吸冲压头11向上运动,磁吸冲压头11不再与排料推杆143接触,第一扭力弹簧144恢复到初始状态,第一扭力弹簧144带动排料推杆143向左运动,排料推杆143将圆铁片从磁吸冲压头11上推落,人们将圆铁环取下,关闭单轴电机3即可,如果还要继续冲压分离圆形铁板,重复以上操作,人们就能方便快捷的将圆形铁板冲压分离成型,节省人力。
实施例2
在实施例1的基础之上,如图1和图2所示,还包括有吸料机构15,第四支撑板12顶部设有吸料机构15,吸料机构15包括有底座151、第二扭力弹簧152、转杆153和磁吸块154,第四支撑板12顶部左侧前部设有底座151,底座151上部滑动式设有转杆153,底座151上绕有第二扭力弹簧152,第二扭力弹簧152与底座151和转杆153连接,转杆153右侧底部设有磁吸块154。
圆形铁板被冲压分离后,人们将转杆153向下压,第二扭力弹簧152变成压缩状态,转杆153向下运动带动磁吸块154向下运动,磁吸块154吸住圆铁环,再将转杆153放开,第二扭力弹簧152恢复到初始状态,第二扭力弹簧152带动转杆153向上运动,转杆153带动磁吸块154向上运动,磁吸块154带动圆铁环向上运动,最后人们将圆铁环取下即可,如果还要继续冲压分离圆形铁板,重复以上操作,解决了人们手动从冲压限位孔13取出圆铁环存在的安全隐患。
以上结合具体实施例描述了本发明实施例的技术原理。这些描述只是为了解释本发明实施例的原理,而不能以任何方式解释为对本发明实施例保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明实施例的其它具体实施方式,这些方式都将落入本发明实施例的保护范围之内。
- 一种圆形铁板冲压分离成型设备
- 一种圆形薄钢片自动冲压成型设备