一种液压控制自动滚压金属板材装置
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及金属表面机械滚压处理领域,尤其涉及一种能够实现静压力、移动速度、金属板材尺寸可控的自动滚压板材表面装置。
背景技术
表面机械滚压处理(SMRT)是一种表面处理制备梯度纳米结构金属材料的技术方法。利用硬质材料制成的球形压头在静压力的作用下压入金属表面,然后压头以滚动的方式沿滚压路径移动。在球形压头与金属表面滚动摩擦的作用下,金属样品内部产生大量塑性变形,滚压的金属材料表面产生由表及里呈梯度减小的应变量及变形速率,诱导金属材料表层晶粒细化和表面纳米化,制备梯度纳米结构,有望克服传统金属材料强度和韧性的“倒置”关系,实现其综合力学性能的优化。
本发明提供了一种由液压控制球形压头作用在金属板材上的静压力,伺服电机控制移动速度,可移动夹具控制金属板材尺寸的可应用于工厂的液压控制自动滚压金属板材装置。
发明内容
根据上面所述,表面机械滚压处理所需的设备需要能够提供稳定且可调的静压力、可控的来回滚压移动速度、可变的滚压金属板材尺寸。
本发明解决其技术问题所采用的技术方案是:
液压控制自动滚压金属板材装置,包括液压升降平台装置,主副滑轨夹具装置,双液压油缸移动滚压装置。所述主副滑轨夹具装置通过螺栓固定在液压升降平台装置上,两个装置与双液压油缸移动滚压装置形成一个液压控制自动滚压金属板材装置。
所述液压升降平台装置包括控制台、液压站和升降平台。通过控制台控制液压站里阀门的开启与关闭,再调节液压站上的旋钮来控制液压油进入升降平台的流量,从而调节平台的升降速度和位置。
所述主副滑轨夹具装置包括主夹具基座、主夹具手轮、主夹具丝杆、主夹具活动板、副夹具手轮、副夹具丝杆、副夹具活动板、副夹具滑块、副夹具滑轨。主夹具基座通过螺栓固定在液压升降平台上,主夹具手轮和主夹具活动板连接在主夹具丝杆两端,旋转手轮带动丝杆转动从而将主夹具活动板向前推动,活动板与基座作用固定待滚压的金属板材。左右两个副夹具滑块设置在副夹具滑轨的凹槽中,副夹具滑轨通过螺栓固定在升降平台上,副夹具手轮和副夹具活动板连接在副夹具丝杆两端,旋转手轮使丝杆转动带动副夹具活动板向中间推动,两个副夹具活动板二次固定待滚压的金属板材,移动副夹具滑块即可控制金属板材的长度,更换安装不同高度与厚度的副夹具滑块,即可控制金属板材的宽度与厚度。因此主副滑轨夹具装置可以控制待滚压的金属板材尺寸。
所述双液压油缸移动滚压装置包括控制台、底座、伺服电机、传动丝杆、移动平台、轴承座、液压站、液压油缸、滚压球头、液压油缸固定座、光栅尺。伺服电机与轴承座通过螺栓设置在底座上,传动丝杆两端分别连接在伺服电机和轴承座上,中间穿过移动平台,液压油缸通过螺栓设置在油缸固定座上,油缸固定座通过螺栓设置在移动平台,通过控制台调节伺服电机的转速、旋转方向和时间,从而控制移动平台进而控制油缸的移动速度、移动方向和移动距离。控制台控制液压站,液压站提供液压油使液压油缸的活塞杆带动滚压球头伸出产生稳定的静压力,静压力的大小可由控制台调节。
本发明提供了一种滚压静压力可控、液压油缸移动速度可调、金属板材可变的滚压装置。利用控制台和液压站共同协作控制了液压油缸活塞杆带动滚压球头伸出使产生的静压力,同时也控制了升降平台的上升与下降;利用控制台控制伺服电机来调节液压油缸的移动速度、方向和距离;利用主副夹具装置来改变滚压金属板材尺寸。通过三个装置的共同协作使得有一定静压力的滚压球头可来回、定速、定距离地滚压金属板材,一个位置滚压完成后,升降平台自动下降到其他设定位置进行滚压,直至滚压处理完全部的板材表面。
附图说明
下面结合附图对本发明作进一步的说明。
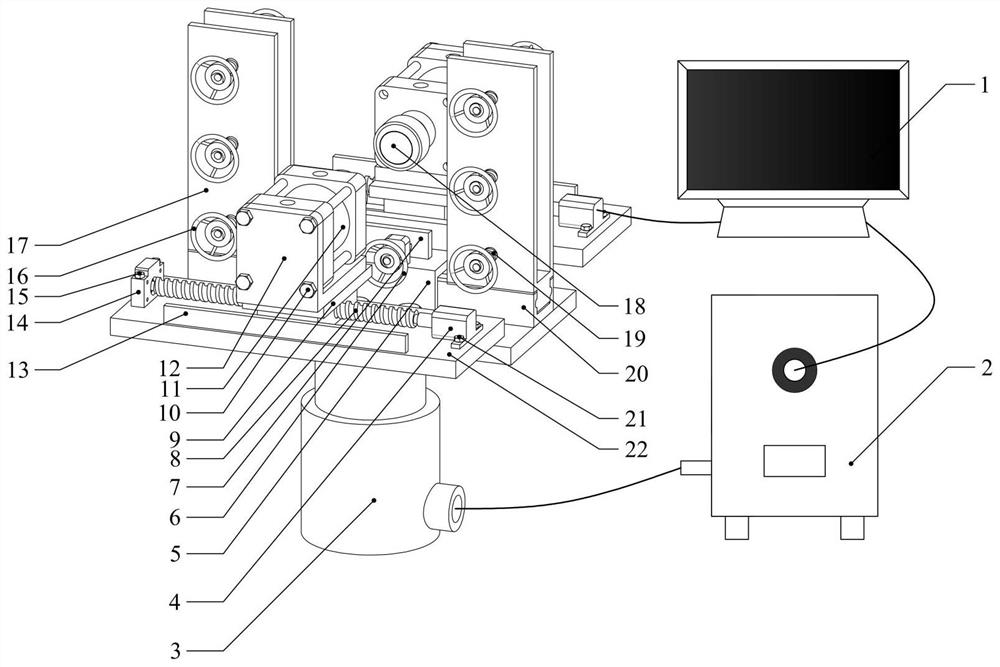
图1为液压控制自动滚压金属板材装置的立体图;
图2为图1的俯视图;
图3为图1的右视图;
图4为主副滑轨夹具装置的立体图;
图5为图4的俯视图;
图6为双液压油缸移动滚压装置的立体图;
图7为图6的俯视图;
图8为控制液压升降平台的液压站内部示意图;
图9为控制液压油缸的液压站内部示意图。
参照图1和图2:1、控制台,2、液压站,3、液压升降平台,4、伺服电机,5、主夹具基座,6、主夹具手轮,7、主夹具活动板,8、传动丝杆,9、移动平台,10、螺栓,11、液压油缸,12、液压油缸固定座,13、光栅尺,14、轴承座,15、螺栓,16、副夹具手轮,17、副夹具滑块,18、滚压球头,19、副夹具丝杆,20、副夹具滑轨,21、螺栓,22、底座,23、螺栓,24、主夹具丝杆,25、副夹具活动板,26、导线,27、软管。
具体实施方式
下面结合附图对本发明作进一步描述。
如图4和图5,液压升降平台3到达指定位置,金属板材竖直放置在主夹具基座5上,位于主夹具活动板7和副夹具活动板25前方,先转动主夹具手轮6带动主夹具丝杆24推动主夹具活动板7一次固定板材,随后在副夹具滑轨20上移动两边的副夹具滑块17到板材的边缘,再转动副夹具手轮16带动副夹具丝杆19推动副夹具活动板25二次固定板材。
如图6和图7,金属板材放置在两个液压油缸11的中间,油缸通过螺栓10固定在液压油缸固定座12上,固定座与移动平台9通过螺栓固定,传动丝杆8穿过移动平台,两头分别连接在伺服电机4和轴承座14上,伺服电机和轴承座通过螺栓21和螺栓15固定在底座22上,伺服电机带动传动丝杆转动从而使液压油缸左右移动,光栅尺13可以测量油缸移动的距离,滚压球头18在油缸活塞杆的带动下向前伸出以一定的静压力压在金属板材上。
如图8和图9,液压升降平台的升降由换向阀控制,到达要求位置停止且保持静止由双向液压锁控制。液压油缸活塞杆的伸出速度和回缩速度由换向阀与节流阀控制,产生静压力大小由液压泵控制。
详细的试述方案如下:见附图1、附图2和附图3,控制台1向液压站2发出指令使液压升降平台3带动主副夹具滑轨装置到达指定高度,金属板材放置在主夹具基座5上,转动主夹具手轮6带动主夹具丝杆24向前推动主夹具活动板7一次固定板材,此时移动在副夹具滑轨20上的两个副夹具滑块17直至板材边缘,再转动副夹具手轮16带动副夹具丝杆19推动副夹具活动板25二次固定板材,此时待滚压的金属板材会被完全固定住。控制台1控制伺服电机4旋转的速度、方向和时间,再经过传动丝杆8、移动平台9和液压油缸固定座12从而控制液压油缸11左右移动的速度、方向和距离,移动的距离可由光栅尺13测量显示在控制台1上,液压站2给液压油缸11提供液压油,使得油缸活塞杆带动滚压球头18向前伸出以一定的静压力压在板材上,静压力可由液压站设定,来回滚压要求的次数后,液压升降平台自动下降滚压其他位置,直至滚压完所有的金属板材表面。