一种两段式手持烟花组装装置和方法
文献发布时间:2023-06-19 19:40:14
技术领域
本发明涉及烟花爆竹生产技术领域,具体是一种两段式手持烟花组装装置和方法。
背景技术
现有的两段式手持烟花的生产主要以手工为主,主要工序包括备料、上胶、对插,检查和包装等,在整个生产流程中,各个环节的过渡依赖于工人的技术水平和熟练程度,所以,在手持烟花的实际生产中存在自动化程度不高、生产效率不高和劳动力成本投入高等缺陷,不利于扩大生产。
发明内容
本发明提出了一种两段式手持烟花组装装置和方法,以解决上述背景技术中提出的问题,为实现上述目的,本发明提供如下方案:
第一方面,本发明提出一种两段式手持烟花组装装置,包括供料落料机构、自动传送备料机构、涂胶机构和对正组装机构,所述自动传送备料机构固定设置在所述供料落料机构下方,所述自动传送备料机构包括多根轴和多个传送部件,多根所述轴可同步转动地固定连接,多个所述传送部件依次相接地分别固定设置在多根所述轴上,所述涂胶机构与所述自动传送备料机构固定连接且工作速率成正比例,所述对正组装机构固定设置在所述自动传送备料机构外侧。
供料落料机构用于对手持棒和药棒进行一对一有序下料,下方的自动传送备料机构从自供料落料机构取料,并进行手持棒和药棒的多次有序周转,实现物料按顺序输送,自动传送备料机构包括多根轴和多个传送部件,传送部件之间依次相接,多根轴能够同步转动,使得在其中一个轴施加动力就能带动自动传送备料机构整体进行运动,节省了动力,轴的旋转特性和多个传送部件之间的配合扩大了手持棒和药棒在两段式手持烟花组装装置内的运动空间范围,缩小了装置整体的占用空间,具体地,自动传送备料机构将手持棒和药棒运输到涂胶机构和对正组装机构作用的位置,从而完成了手持棒近药棒一端涂胶和手持棒-药棒对正组装工作,涂胶机构和自动传送备料机构的连接实现涂胶速率和传送备料速率成正比例变化关系,在有序传送物料的同时实现同步涂胶,进一步提高了手持烟花整体生产的效率。本发明技术方案的两段式手持烟花组装装置实现了手持式烟花从物料的落料-传送-涂胶-组装的几道工序,快速、有序地完成了手持式烟花组装工作的全过程,自动化程度高,提高了烟花组装的效率,并节省了人力成本,有利于手持烟花的进一步扩大生产。
在进一步的实施例中,所述供料落料机构包括两个料斗,分别用于手持棒和药棒的有序下料。
在具体的实施例中,还包括机架,所述供料落料机构固定设置在所述机架的顶端,所述自动传送备料机构、涂胶机构和对正组装机构与所述机架固定连接。
机架对本发明的两段式手持烟花组装装置起到固定支撑的效果,通过机架的设置使得多个机构之间存在连接关系,装置的整体结构更加稳定,多个机构互相配合共同完成手持烟花生产的多道工序。
在具体的实施例中,所述传送部件包括棘轮组和槽轮组,所述棘轮组固定设置在所述供料落料机构下方,多个所述槽轮组依次相接,固定设置在所述棘轮组下方。
自动传送备料机构的传送部件包括棘轮组和槽轮组,棘轮机构具有结构简单、能较平稳、间歇地进行转位和机械效率高等优点,用于承接来自供料落料机构的手持棒和药棒,与棘轮机构相比,槽轮机构在进入和脱离啮合时运动较平稳,多个槽轮组依次相接能够平稳地对手持棒和药棒进行运输传送,棘轮和槽轮的圆周均布有若干个槽,进行物料的承接和运输时,手持棒和药棒分别落在棘轮和槽轮的槽上,棘轮组和槽轮组在所在轴的带动下进行旋转,通过控制落料和自动传送备料机构的速率,能够连续存储多根手持棒和药棒。
在进一步的实施例中,所述棘轮组包括四个棘轮,所述槽轮组分别包括四个槽轮。
棘轮之间两两成一对,槽轮组上的槽轮两两成一对,各分为两对,每对棘轮和每对槽轮用于承接和传送手持棒或者药棒。
在具体的实施例中,所述自动传送备料机构还包括多个齿轮,多个所述齿轮分别固定设置在多根所述轴的轴端,且多个所述齿轮依次啮合。
轴、齿轮与传送部件的数量相对应,通过几个齿轮之间的啮合传动,使得上级一根轴和下级一根轴实现逆向旋转,从而实现了多根轴之间的同步转动,多根轴的同步传动带动了轴上的传送部件进行旋转,从而实现了对手持棒和药棒的向前传送。
在具体的实施例中,还包括电机、第一皮带和第一带轮,所述电机固定设置在所述棘轮组所在的轴的轴端,所述第一带轮与所述供料落料机构固定连接,所述第一带轮通过所述第一皮带与所述电机的转轴相连接,所述电机工作时,带动所述棘轮组所在的轴进行旋转,并通过所述第一皮带传动,带动所述第一带轮转动。
电机是两段式手持烟花组装装置的动力来源,直接带动棘轮组所在的轴进行旋转,从而带动对应轴另一轴端的齿轮运动,进一步地,通过多个齿轮之间啮合传动,带动其余轴同步转动,从而使得多根轴上的棘轮组和槽轮组能够重合衔接,实现手持棒和药棒的向前运输,另一方面,通过皮带传动使得与供料落料机构相连接的带轮进行转动,为供料落料机构的一对一自动下料提供了动力来源,同时也保证了落料速率和传送速率成正比例关系,保证了传送工作的有序进行。
在具体的实施例中,所述涂胶机构包括胶槽、带胶轮和刮胶板,所述胶槽、带胶轮和刮胶板依次连接,所述刮胶板作用于其中一个所述槽轮组上的手持棒。
带胶轮在胶槽中蘸取胶水,通过刮胶板将带胶轮上的胶水涂在所述手持棒的近药棒一端上,从而实现了手持棒的涂胶工作。
在具体的实施例中,还包括第二皮带和第二带轮,所述第二带轮与多个中的一个所述轴的轴端固定连接,所述涂胶机构通过第二皮带和第二带轮的传动与所述自动传送备料机构同步运动。
涂胶机构通过第二皮带和第二带轮与自动传送备料机构连接,从而实现使涂胶速率和传送备料速率成正比例变化关系,提高了生产的效率。
在具体的实施例中,所述对正组装机构包括凸轮机构和顶杆,所述凸轮机构与所述顶杆相连接,所述顶杆的位置与其中一个所述槽轮组上的轮槽相对应。
在进一步的实施例中,所述凸轮机构包括两个凹凸方向相反的凸轮,所述顶杆的凸起部位固定设置在两个所述凸轮之间所成的通道中。
两个凸轮形成一个闭环并有轴向高低落差的通道,该通道正好容纳顶杆的凸起部位,工作时凸轮机构固定不动,顶杆与轴一起转动,当顶杆做圆周运动时受凸轮机构形成的通道约束而做有规律的轴向伸缩运动,顶杆的位置和槽轮组上的轮槽相对应,自动传送备料机构的轴每旋转一周,顶杆就伸缩一次,从而将对应的手持棒顶入药棒的空隙内,实现精确组装。
在进一步的实施例中,药棒为头部中空结构,手持棒外径略小于药棒内孔直径。
涂胶后的手持棒近药棒一端在顶杆的推动下与药棒重合对插,手持棒外径略小于药棒内孔直径的设置使得对插工作能够更加顺利的进行,且不会破坏药棒结构的完成性,在胶水的作用下,实现了药棒和手持棒的稳固结合。
在进一步的实施例中,所述顶杆首尾设有限制其位置的卡槽。
卡槽的设置使得顶杆只能绕轴公转和沿轴向重复伸缩,使得对正组装机构作用于药棒和手持棒的组装效率更高。
在具体的实施例中,所述棘轮组和所述槽轮组外部分别设置有限制手持棒和药棒活动的挡板。
挡板的设置使得槽轮组和棘轮组上的手持棒或者药棒能够被严格限定在圆周范围内绕轴转动,提高了运送传输的效率。
第二方面,本发明提出一种两段式手持烟花组装方法,其特征在于,利用第一方面所述的两段式手持烟花组装装置,所述方法包括以下步骤:
S1:手持棒和药棒从所述供料落料机构一对一有序下料,利用所述自动传送备料机构将手持棒和药棒的向前段工序传输;
S2:手持棒在自动传送备料机构的带动下到达涂胶机构的作用位置,通过涂胶机构对手持棒近药棒一端进行自动涂胶;
S3:手持棒和药棒在自动传送备料机构的进一步带动下到达对正组装机构的工作范围内,对正组装机构所对应的轴以及轴上的传动部件每旋转一周,对正组装机构的顶杆进行伸缩将手持棒沿轴向推进设定距离,使得手持棒和药棒对正,并在在胶水的作用下粘接为一体。
本申请发明提出了一种两段式手持烟花组装装置,通过机架、供料落料机构、自动传送备料机构、涂胶机构和对正组装机构之间的配合,实现了手持式烟花落料-传输-涂胶-组装的全过程,自动传送备料机构采用电机驱动,带动一根轴以及另一轴端的齿轮进行旋转,齿轮之间的啮合反过来带动了其余轴之间的同步转动,从而带动了轴上的传送部件进行同步运动,实现了手持棒和药棒之间的同步有序运输,自动传送备料机构将手持棒或者药棒运输到涂胶机构和对正组装机构的作用位置,从而实现了手持式烟花的涂胶和组装两道工序,涂胶机构与自动传送备料机构通过皮带和带轮的连接实现了工作速率间的正比例关系变化,提高了手持烟花的生产效率,本申请的一种两段式手持烟花组装装置,快速、有序地完成了手持式烟花组装工作的全过程,自动化程度高,提高了烟花组装的效率,并节省了人力成本,有利于手持烟花的进一步扩大生产。
附图说明
包括附图以提供对实施例的进一步理解并且附图被并入本说明书中并且构成本说明书的一部分。附图图示了实施例并且与描述一起用于解释本发明的原理。将容易认识到其它实施例和实施例的很多预期优点,因为通过引用以下详细描述,它们变得被更好地理解。附图的元件不一定是相互按照比例的。同样的附图标记指代对应的类似部件。
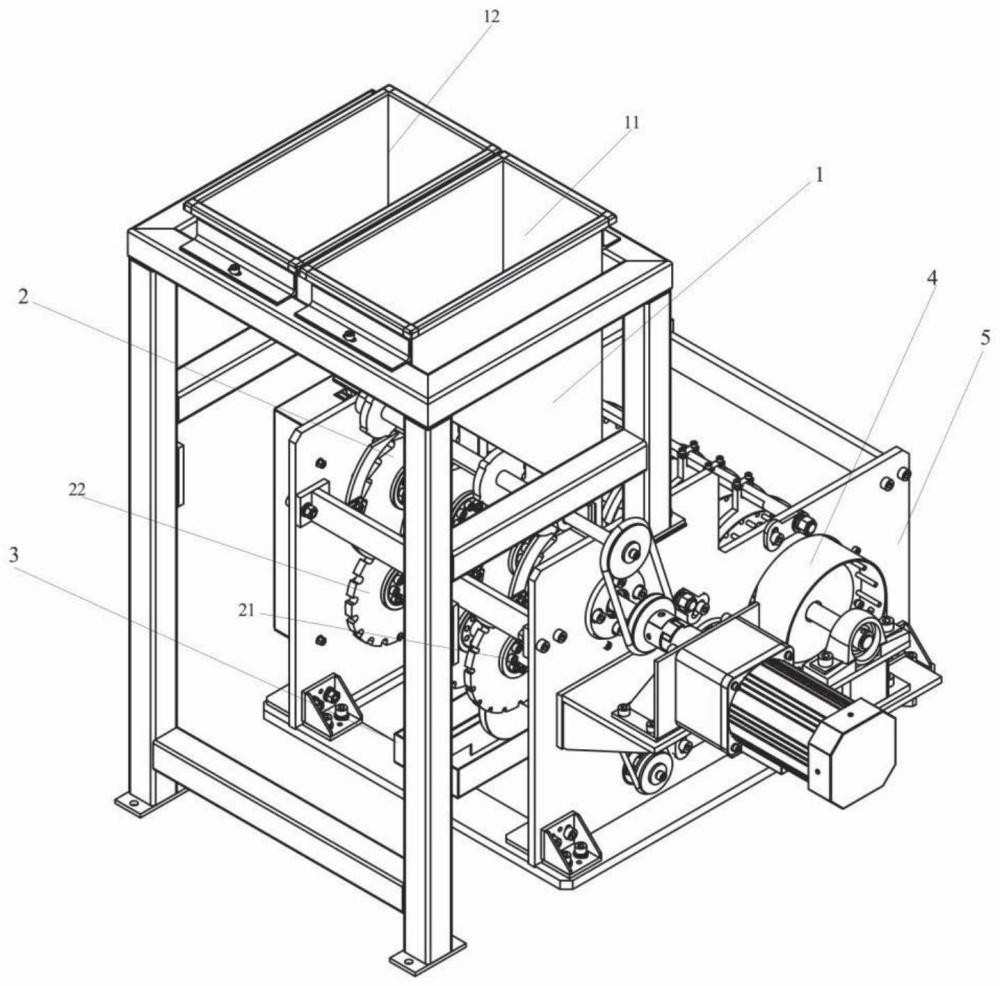
图1为本发明技术方案的一种两段式手持烟花组装装置的立体图;
图2a-b为本发明技术方案的一种两段式手持烟花组装装置的自动传送备料机构的具体结构示意图;
图2c为本发明技术方案的一种两段式手持烟花组装装置的对正组装机构的具体结构示意图;
图3为本发明技术方案的一种两段式手持烟花组装装置的整体结构示意图;
图4为本发明技术方案的一种两段式手持烟花组装装置的涂胶结构的结构示意图;
图5为本发明技术方案的一种两段式手持烟花组装方法的流程图。
具体实施方式
在以下详细描述中,参考附图,该附图形成详细描述的一部分,并且通过其中可实践本发明的说明性具体实施例来示出。对此,参考描述的图的取向来使用方向术语,例如“顶”、“底”、“左”、“右”、“上”、“下”等。因为实施例的部件可被定位于若干不同取向中,为了图示的目的使用方向术语并且方向术语绝非限制。应当理解的是,可以利用其他实施例或可以做出逻辑改变,而不背离本发明的范围。因此以下详细描述不应当在限制的意义上被采用,并且本发明的范围由所附权利要求来限定。
图1示出了本发明技术方案的一种两段式手持烟花组装装置的立体图,由图1所示,本发明的一种两段式手持烟花组装装置,包括供料落料机构1、自动传送备料机构2、涂胶机构3和对正组装机构4,所述自动传送备料机构2固定设置在所述供料落料机构下方,所述自动传送备料机构包括多根轴21和多个传送部件22,多根所述轴21可同步转动地固定连接,多个所述传送部件22依次相接地分别固定设置在多根所述轴21上,所述涂胶机构3与所述自动传送备料机构2固定连接且工作速率成正比例,所述对正组装机构4固定设置在所述自动传送备料机构2外侧。
供料落料机构1用于对手持棒和药棒进行一对一有序下料,下方的自动传送备料机构2从自供料落料机构1取料,并进行手持棒和药棒的多次有序周转,实现物料按顺序输送,自动传送备料机构2包括多根轴21和多个传送部件22,传送部件22之间依次相接,多根轴21能够同步转动,使得在其中一个轴21施加动力就能带动自动传送备料机构2整体进行运动,节省了动力,轴21的旋转特性和多个传送部件22之间的配合扩大了手持棒和药棒在两段式手持烟花组装装置内的运动空间范围,缩小了装置整体的占用空间,具体地,自动传送备料机构2将手持棒和药棒运输到涂胶机构3和对正组装机构4作用的位置,从而完成了手持棒近药棒一端涂胶和手持棒-药棒对正组装工作,涂胶机构3和自动传送备料机构2的连接实现涂胶速率和传送备料速率成正比例变化关系,在有序传送物料的同时实现同步涂胶,进一步提高了手持烟花整体生产的效率。本发明技术方案的两段式手持烟花组装装置实现了手持式烟花从物料的落料-传送-涂胶-组装的几道工序,快速、有序地完成了手持式烟花组装工作的全过程,自动化程度高,提高了烟花组装的效率,并节省了人力成本,有利于手持烟花的进一步扩大生产。
在进一步的实施例中,所述供料落料机构1包括手持棒料斗11和药棒料斗12,分别用于手持棒和药棒的有序下料。
在具体的实施例中,还包括机架5,所述供料落料机构1固定设置在所述机架5的顶端,所述自动传送备料机构2、涂胶机构3和对正组装机构4与所述机架5固定连接。
机架5对本发明的两段式手持烟花组装装置起到固定支撑的效果,通过机架5的设置使得多个机构之间存在连接关系,装置的整体结构更加稳定,多个机构互相配合共同完成手持烟花生产的多道工序。
图2a-b示出了本发明技术方案的一种两段式手持烟花组装装置的自动传送备料机构的结构示意图,图2c为本发明技术方案的一种两段式手持烟花组装装置的对正组装机构的具体结构示意图,如图2a-c所示,所述传送部件22包括棘轮组221和槽轮组222,所述棘轮组221固定设置在所述供料落料机构下方,多个所述槽轮组222依次相接,固定设置在所述棘轮组221下方。
自动传送备料机构2的传送部件22包括棘轮组221和槽轮组222,棘轮机构具有结构简单、能较平稳、间歇地进行转位和机械效率高等优点,用于承接来自供料落料机构的手持棒和药棒,与棘轮机构相比,槽轮机构在进入和脱离啮合时运动较平稳,多个槽轮组222依次相接能够平稳地对手持棒100和药棒200进行运输传送,棘轮和槽轮的圆周均布有若干个槽,进行物料的承接和运输时,手持棒100和药棒200分别落在棘轮和槽轮的槽上,棘轮组221和槽轮组222在所在轴21的带动下进行旋转,通过控制落料和自动传送备料机构2的速率,能够连续存储多根手持棒100和药棒200。
在进一步的实施例中,所述棘轮组221包括四个棘轮,多个所述槽轮组222分别包括四个槽轮,多个槽轮组分别为一级槽轮组2221、二级槽轮组2222和三级槽轮组2223。
棘轮之间两两成一对,槽轮组222上的槽轮两两成一对,各分为两对,每对棘轮和每对槽轮用于承接和传送手持棒100或者药棒200。
在具体的实施例中,所述自动传送备料机构2还包括多个齿轮23,多个所述齿轮23分别固定设置在多根所述轴21的轴端,且多个所述齿轮23依次啮合。
轴21与齿轮23与传送部件22的数量相对应,通过齿轮23之间的啮合传动,使得所述轴21之间两两实现逆向旋转,从而实现了多根轴21之间同步转动,多根轴21的同步传动带动了轴21上的传送部件22进行旋转,从而实现了对手持棒和药棒的向前传送。
在具体的实施例中,所述棘轮组221和槽轮组222外部分别设置有限制手持棒和药棒活动的挡板25。
挡板25的设置使得槽轮组222和棘轮组221上的手持棒100或者药棒200能够被严格限定在圆周范围内绕轴转动,提高了运送传输的效率。
在进一步的实施例中,挡板25通过压板26固定在机架5上。
在具体的实施例中,所述对正组装机构4包括凸轮机构41和顶杆42,所述凸轮机构41与所述顶杆42相连接,所述顶杆42的位置与槽轮组2223上的轮槽相对应。
在进一步的实施例中,所述凸轮机构41包括两个凹凸方向相反的凸轮411和凸轮412,所述顶杆42的凸起部位固定设置在凸轮411和凸轮412之间所成的通道中。
凸轮411和凸轮412形成一个闭环并有轴向高低落差的通道,该通道正好容纳顶杆42的凸起部位,工作时凸轮机构41固定不动,顶杆42与轴21一起转动,当顶杆42做圆周运动时受凸轮机构41形成的通道约束而做有规律的轴向伸缩运动,顶杆42的位置和槽轮组2223上的轮槽相对应,自动传送备料机构2的轴21每旋转一周,顶杆42就伸缩一次,从而将对应的手持棒100顶入药棒200的空隙内,实现精确组装。
在进一步的实施例中,所述顶杆42首尾设有限制其位置的卡槽(卡槽未在附图中示出)。
卡槽的设置使得顶杆42只能绕轴公转和沿轴向重复伸缩,使得对正组装机构4作用于药棒和手持棒的组装效率更高。
在进一步的实施例中,药棒200为头部中空结构,手持棒100外径略小于药棒200内孔直径。
涂胶后的手持棒100近药棒一端在顶杆42的推动下与药棒200重合对插,手持棒100外径略小于药棒200内孔直径的设置使得对插工作能够更加顺利的进行,且不会破坏药棒200结构的完成性,在胶水的作用下,实现了药棒200和手持棒100的稳固结合。
图3示出了本发明技术方案的一种两段式手持烟花组装装置的整体结构示意图,如图3所示,在具体的实施例中,还包括电机6、第一皮带7和第一带轮8,所述电机6固定设置在所述棘轮组221所在的轴21的轴端,所述第一带轮8与所述供料落料机构1固定连接,所述第一带轮8通过所述第一皮带7与所述电机6的转轴相连接,所述电机6工作时,带动所述棘轮组221所在的轴21进行旋转,并通过所述第一皮带7传动,带动所述第一带轮8转动。
电机6是两段式手持烟花组装装置的动力来源,直接带动棘轮组221所在的轴21进行旋转,从而带动对应轴21另一轴端的齿轮23(齿轮23在图2a中示出)运动,进一步地,通过多个齿轮23之间啮合传动,带动其余轴21同步转动,从而使得多根轴21上的棘轮组221和槽轮组222(棘轮组221和槽轮组222在图2a中示出)能够重合衔接,实现手持棒和药棒的向前运输,另一方面,通过第一皮带7传动使得与供料落料机构1相连接的第一带轮8进行转动,为供料落料机构1的一对一自动下料提供了动力来源,同时也保证了落料速率和传送速率成正比例关系,保证了传送工作的有序进行。
在具体的实施例中,所述涂胶机构还包括第二皮带10和第二带轮9,所述第二带轮9与槽轮组2222(槽轮组2222在图2b中示出)对应轴21的轴端固定连接,所述涂胶机构3通过第二皮带10和第二带轮9的传动与所述自动传送备料机构2(自动传送备料机构2在图1中示出)同步运动。
涂胶机构3通过第二皮带10和第二带轮9与自动传送备料机构2连接,从而实现使涂胶速率和传送备料速率成正比例变化关系,提高了生产的效率。
图4示出了本发明技术方案的一种两段式手持烟花组装装置的涂胶结构的结构示意图,如图4所示,所述涂胶机构3包括胶槽31、带胶轮32和刮胶板33,所述胶槽31、带胶轮32和刮胶板33依次连接,所述刮胶板33作用于其中一个所述槽轮组222上的手持棒100。
带胶轮32在胶槽31中蘸取胶水,通过刮胶板33将带胶轮32上的胶水涂在所述手持棒100的近药棒一端上,从而实现了手持棒100的涂胶工作。
图5示出了本发明技术方案的一种两段式手持烟花组装方法的流程图,如图5所示,该方法包括以下步骤:
S1:手持棒和药棒从所述供料落料机构一对一有序下料,利用所述自动传送备料机构将手持棒和药棒的向前段工序传输;
S2:手持棒在自动传送备料机构的带动下到达涂胶机构的作用位置,通过涂胶机构对手持棒近药棒一端进行自动涂胶;
S3:手持棒和药棒在自动传送备料机构的进一步带动下到达对正组装机构的工作范围内,对正组装机构所对应的轴以及轴上的传动部件每旋转一周,对正组装机构的顶杆进行伸缩将手持棒沿轴向推进设定距离,使得手持棒和药棒对正,并在在胶水的作用下粘接为一体。
本申请发明提出了一种两段式手持烟花组装装置,通过机架、供料落料机构、自动传送备料机构、涂胶机构和对正组装机构之间的配合,实现了手持式烟花落料-传输-涂胶-组装的全过程,供料落料机构与自动传送备料机构之间、自动传送备料机构与涂胶机构之间通过皮带和带轮的连接,有序地进行下料、传送和涂胶的工作,自动传送备料机构利用多根轴与多个传送部件之间的同步运动,实现了手持棒、药棒的传送和存储工作,节省了装置占用空间,提高了工作效率。本申请的一种两段式手持烟花组装装置,快速、有序地完成了手持式烟花组装工作的全过程,自动化程度高,提高了烟花组装的效率,并节省了人力成本,有利于手持烟花的进一步扩大生产。
显然,本领域技术人员在不偏离本发明的精神和范围的情况下可以作出对本发明的实施例的各种修改和改变。以该方式,如果这些修改和改变处于本发明的权利要求及其等同形式的范围内,则本发明还旨在涵盖这些修改和改变。词语“包括”不排除未在权利要求中列出的其它元件或步骤的存在。某些措施记载在相互不同的从属权利要求中的简单事实不表明这些措施的组合不能被用于获利。权利要求中的任何附图标记不应当被认为限制范围。