合金铸造方法及装置
文献发布时间:2023-06-19 19:40:14
技术领域
本发明关于一种铸造方法及装置,尤其是一种合金铸造方法及装置。
背景技术
传统的合金铸造方法,是将熔融金属液铸入一个铸模,再使该熔融金属液进行冷却后,以获得一个铸锭。然而,该熔融金属液是以不同的多种金属所组成的合金时,将会因为各元素结晶时分布不均匀,导致各合金容易发生合金偏析的情形,进而影响该合金的后续应用。
有鉴于此,现有的合金铸造方法确实仍有加以改善的必要。
发明内容
为解决上述问题,本发明的目的是提供一种合金铸造方法及装置,可以降低合金偏析的产生。
本发明的次一目的是提供一种合金铸造方法及装置,可以提升产品质量。
本发明的又一目的是提供一种合金铸造方法及装置,可以提升工艺便利性。
本发明的再一目的是提供一种合金铸造方法及装置,可以提升多元领域的应用。
本发明全文所述方向性或其近似用语,例如“前”、“后”、“左”、“右”、“上(顶)”、“下(底)”、“内”、“外”、“侧面”等,主要参考附图的方向,各方向性或其近似用语仅用以辅助说明及理解本发明的各实施例,非用以限制本发明。
本发明全文所记载的组件及构件使用“一”或“一个”的量词,仅是为了方便使用且提供本发明范围的通常意义;于本发明中应被解读为包括一个或至少一个,且单一的概念也包括复数的情况,除非其明显意指其他意思。
本发明全文所述“结合”、“组合”或“组装”等近似用语,主要包括连接后仍可不破坏构件地分离,或是连接后使构件不可分离等型态,是本领域中技术人员可以依据欲相连的构件材质或组装需求予以选择的。
本发明的合金铸造方法,包括:将一个熔融金属液导入一个成型通道,使该熔融金属液的一个液面为一个石墨层所披覆;及控制该熔融金属液流动于该成型通道,且朝其轴向延伸的一个输送路径前进,冷却该熔融金属液至定型,以形成一个合金材。
本发明的合金铸造装置,包括:一个第一模具单元,具有一个第一塑形件;及一个第二模具单元,相对该第一模具单元,该第二模具单元具有至少一个第二塑形件,该第二塑形件沿该输送路径移动,且区分该输送路径为一个预备区及一个工作区,该第二塑形件与该第一塑形件于该工作区相抵接而围绕出该成型通道,该石墨层位于该第一塑形件与该第二塑形件的相抵接面。
因此,本发明的合金铸造方法及装置,利用该成型通道内具有该石墨层接触该熔融金属液,可以更快带走该成型通道内的热量,以使该熔融金属液可以快速冷却,可以有效降低合金偏析的产生,以便进行下一步的作业及应用,具有可以提升产品质量的功效。
其中,该熔融金属液在该成型通道内的输送速度可以为4~25 m/min。如此,可以具有足够的时间形成该合金材,具有使产品质量维持最佳状态的功效。
其中,该第一塑形件可以为相对该第二模具单元转动的一个钢带,该石墨层可以结合于该钢带表面。如此,该结构简易而便于制造,具有提升工艺便利性的功效。
其中,该第一塑形件可以为一个石墨板,该石墨板布设于该工作区,用以抵接该第二塑形件。如此,该结构简易而便于制造,具有提升工艺便利性的功效。
其中,该第二塑形件可以为多个铜模、多个铜合金模、多个钢模或多个其他合金模。如此,具有提升热传导的功效。
其中,该第二模具单元可以具有一个冷却模块,该冷却模块朝向该第二塑形件。如此,使该熔融金属液冷却定型以强化结构,具有提升产品质量的功效。
其中,该第一塑形件可以为相抵接的一个石墨板与一个固定板共同形成,该第一塑形件布设于该工作区,且该固定板内可以穿设有一个冷却管路。如此,该冷却管路可用以对该石墨板冷却,使该熔融金属液冷却定型以强化结构,具有提升产品质量的功效。
其中,该成型通道的截面可以为圆形、三角形、方形或梯形。如此,可以生产不同截面形状的合金材,具有提升该合金材于多元领域的应用的功效。
本发明的合金铸造装置可以另外包括一个整切单元,该成型通道于该工作区界定出一个导入口及一个导出口,该导出口位于该导入口与该整切单元之间,该整切单元具有一个调整轮及一个裁切件,该调整轮位于该导出口与该裁切件之间。如此,该整切单元可用以对该合金材进行整形,该裁切件可用以对该合金材进行切割,以获得一个合金锭,具有提升工艺便利性的功效。
附图说明
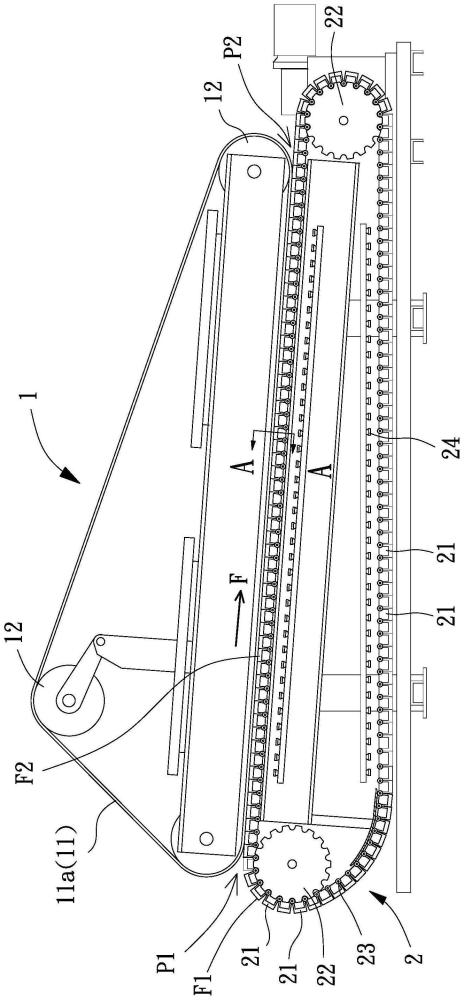
图1:本发明一较佳实施例的平面图;
图2:沿图1的A-A线剖面图;
图3:本发明一较佳实施例第一模具单元及第二模具单元的局部构造放大图;
图4:本发明一较佳实施例包括整切单元的局部构造剖面图;
图5:本发明一较佳实施例第一塑形件为相抵接的石墨板与固定板的平面图;
图6:如图5的B的放大图;
图7:沿图5的C-C线剖面图。
附图标记说明
【本发明】
1:第一模具单元
11:第一塑形件
11a:钢带
11b:石墨板
11c:固定板
12:张力轮
13:冷却管路
2:第二模具单元
21:第二塑形件
22:转动轮
23:串接件
24:冷却模块
3:整切单元
31:调整轮
32:裁切件
F:输送路径
F1:预备区
F2:工作区
L:熔融金属液
L1:合金材
L2:合金材锭
P:成型通道
P1:导入口
P2:导出口
Q:石墨层。
具体实施方式
为让本发明的上述及其他目的、特征及优点能更明显易懂,下文列举本发明的较佳实施例,并配合附图作详细说明;此外,在不同附图中标示相同符号者视为相同,会省略其说明。
请参照图1、图3所示,其是本发明合金铸造方法的一个较佳实施例,包括下列步骤:
将一个熔融金属液L导入一个成型通道P使该熔融金属液L的一个液面为一个石墨层Q所披覆,接着,控制该熔融金属液L流动于该成型通道P,且朝其轴向延伸的一个输送路径F前进,冷却该熔融金属液L至定型,以形成一个合金材L1。
该熔融金属液L可以由主要金属原料与次要元素混合而成,其将该主要金属原料置于熔解炉,该熔解炉可以是如低周波炉或任何可将合金熔融的炉体,再依需求添加次要元素,并通过加热使该主要金属原料与该次要元素可以均匀混合成该熔融金属液L。其中,该熔融金属液L可以为铝、铜、铁、钛、镁及其合金,依据所需选择主要金属原料及其对应常见的添加元素为次要元素,此乃该领域技术人员可理解,不再赘述。
该成型通道P可以具有一个导入口P1及一个导出口P2,该导入口P1与该导出口P2之间定义该输送路径F,该熔融金属液L可以由该导入口P1导入该成型通道P,且该成型通道P内的石墨层Q可以披覆该熔融金属液L,通过石墨具有良好的热传导性、润滑性和可塑性等特性,可以更快带走该成型通道P内的热量,以使该熔融金属液L可以快速冷却,系可以有效降低合金偏析的产生。
接着,控制该熔融金属液L流动于该成型通道P并朝该输送路径F前进,该熔融金属液L的输送速度较佳为4~25 m/min,且同时冷却该熔融金属液L,其冷却方式可以为液冷式或气冷式,本发明不加以限制,使该熔融金属液L可以冷却至定型,以形成一个合金材L1。
请参照图1、图2所示,其是本实施例用来实施上述合金铸造方法的一个种合金铸造装置,该合金铸造装置包括:一个第一模具单元1及一个第二模具单元2,该第二模具单元2相对该第一模具单元1。
该第一模具单元1具有一个第一塑形件11,该第一塑形件11可以为相对该第二模具单元2转动的一个钢带11a,该石墨层Q结合于该钢带11a表面,该第一模具单元1可以具有多个张力轮12,该第一塑形件11的内表面可以结合该多个张力轮12,使该多个张力轮12可以调整该第一塑形件11的松紧。
请参照图1、图2、图3所示,该第二模具单元2具有至少一个第二塑形件21,该第二塑形件21可以为铜材质,该第二塑形件21沿该输送路径F移动,且区分该输送路径F为一个预备区F1及一个工作区F2。详言之,该第二模具单元2可以具有多个转动轮22及一个串接件23,该串接件23可以例如为一个链条,该串接件23连接该多个转动轮22,该第二塑形件21的数量可以为多个,举例而言,该第二塑形件21可以为多个铜模、多个铜合金模、多个钢模或多个其他合金模,能具有较优异金属液冷却效果的材料为佳,该多个第二塑形件21可以环绕结合于该串接件23,该多个转动轮22转动时,该串接件23可以带动该多个第二塑形件21沿该输送路径F移动,且该多个第二塑形件21与该第一塑形件11于该工作区F2相抵接(如图1所示)时,该多个第二塑形件21与该第一塑形件11围绕出该成型通道P,且该石墨层Q位于该第一塑形件11与该第二塑形件12的相抵接面。
并且,该第二模具单元2可以具有一个冷却模块24,该冷却模块24可以朝向该多个第二塑形件21出水,使通过该成型通道P的该熔融金属液L可以冷却至定型,以形成该合金材L1。
请参照图1、图4所示,本发明的合金铸造装置还可以另外包括一个整切单元3,该成型通道P于该工作区F2界定出该导入口P1及该导出口P2,该导出口P2位于该导入口P1与该整切单元3之间。详言之,该整切单元3可以具有一个调整轮31及一个裁切件32,该调整轮31可以位于该导出口P2与该裁切件32之间,该调整轮31可用以对该合金材L1进行整形,该裁切件32可用以对该合金材L1进行切割,以获得一个合金锭L2。
请参照图5、图6所示,特别说明的是,在其他实施例中,该第一塑形件11也可以为相抵接的一个石墨板11b(即石墨层Q)与一个固定板11c共同形成,该第一塑形件11可以布设于该工作区F2,该石墨板11b(即石墨层Q)用以抵接该多个第二塑形件21,如此,该多个第二塑形件21与该第一塑形件11相抵接时,该多个第二塑形件21与该第一塑形件11围绕出该成型通道P。其中,该固定板11c内可以穿设有一个冷却管路13,该冷却管路13可用以对该石墨板11b(即石墨层Q)冷却,使该熔融金属液L冷却定型以强化结构。
请参照图7所示,此外,可通过更换该第一塑形件11与该第二塑形件21来形成该成型通道P,使该成型通道P的截面可以为圆形、三角形、方形或梯形,从而可以控制该合金材L1(如图3所示)的线径尺寸大小及形状,可以生产不同截面形状的合金材L1,可直接适用于多元领域的应用。
综上所述,本发明的合金铸造方法及装置,利用该成型通道内具有该石墨层接触该熔融金属液,可以更快带走该成型通道内的热量,以使该熔融金属液可以快速冷却,可以有效降低合金偏析的产生,以便进行下一步的作业及应用,具有可以提升产品质量的功效。