一种高纯度钛合金粉末的制备方法
文献发布时间:2024-01-17 01:21:27
技术领域
本发明属于合金粉末制备技术领域,特别涉及一种高纯度钛合金粉末的制备方法。
背景技术
合金粉末制备主要分为机械法与化学法,其中,机械法分为球磨法和雾化法,化学法分为羰基法和化学沉积法。在这些方法中雾化法制备的粉末生产效率高,环境污染少,目前是合金粉末的主要生产工艺。
钛合金由于其优异的比强度与优秀的耐腐蚀性,在航天军工,生物医疗等民生领域多有应用,随着3d打印技术发展钛合金3d打印也成为目前研究的重点,在钛合金3d打印技术中SLM工艺目前比较成熟,该工艺采用钛合金粉末利用激光热源逐层熔化凝固成型,打印工件质量较高,是科研领域关注的重点。但该工艺中要求钛合金粉末氧含量低、流动性好,制造难度较高。由于钛合金在熔融态化学性质极为活泼,采用雾化法制备钛粉时需要整个过程隔绝空气,进行绝氧或真空雾化,同时液态钛金属可以跟坩埚发生还原反应。目前普遍应用的石英干锅、氧化铝干锅都不能熔炼钛合金,理论上只有氧化钙坩埚可以熔炼钛金属,但是氧化钙压制成型难度很大。目前成熟的钛合金熔炼多采用水冷铜坩埚进行,水冷铜坩埚很难做大,目前1kg左右的水冷铜坩埚比较常见,再大的由于成本和制造工艺问题鲜有报道。
1974年由美国核金属公司开发成功的等离子旋转电极雾化法,由于电机转速与自耗电极融化速度匹配问题,无法生产细粉,制备的粉末材料粒度偏粗无法满足目前的3d打印需求。2017年前后,加拿大先进粉末及涂层公司(AP&C)开发了一种等离子制粉工艺采用等离子炬加热钛合金丝,然后利用高速氩气进行雾化制粉的方法,其制备的粉末粒度适中,含氧量低,但是由于等离子枪形成非转移弧等离子体,枪体需要冷却,无法进行长时间的生产工作,所以其生产效率较低,未能使制备钛合金粉末的成本下降。因此,目前缺少一种增氧量低、适合连续生产的钛合金粉末制备方法。
发明内容
本发明针对现有技术中存在的技术问题,提供一种高纯度钛合金粉末的制备方法,利用半导体激光作为热源,钛合金丝为原料,在高速高纯氩气作用下,对钛合金丝加热融化然后雾化形成低含氧量、高流动性的钛合金粉末。
本发明采用的技术方案是:一种高纯度钛合金粉末的制备方法,在高纯氩气环境中,采用透镜聚焦的方式对半导体激光器发出的激光束进行聚焦,将钛合金丝输送至激光束的焦点,钛合金丝在激光束焦点处受热融化形成液态金属液流,液态金属液流受到高纯氩气气流冲击形成雾化液滴,雾化液滴冷却形成钛合金粉末。
进一步的,激光功率为3000-6000W,激光波长为900-1000nm。钛合金丝在此波长范围内吸收率在15%以上。
进一步的,透镜焦距为150-300mm。
进一步的,钛合金丝的送丝速度为10-100mm/s。
进一步的,半导体激光器垂直向下发出激光束,钛合金丝与垂直方向的夹角为30-60°。
进一步的,高纯氩气由喷口喷出,所述喷口的中心线与水平平面的夹角为25-35°。
进一步的,所述喷口的中心线与液态金属液流的相交处低于激光束焦点2-3mm。
进一步的,所述喷口位于钛合金丝的正下方。
进一步的,喷口气压为0.1-0.8Mpa。
进一步的,高纯氩气的气体纯度不小于99.999%。
与现有技术相比,本发明所具有的有益效果是:本发明采用半导体激光器作为加热设备,利用透镜聚焦后的激光束加热熔化钛合金丝,半导体激光器耐久性好,可以实现7*24小时连续工作,制得的钛合金粉末的增氧不大于800ppm。本发明合理控制激光束与钛合金丝之间的角度、钛合金丝送丝速度、喷口位置和喷口气压,制得的钛合金粉末的粒度800目至200目之间,流动性指标在13-22s/50g。本发明所获粉体材料全程在高纯氩气环境下,钛合金丝的熔化不接触坩埚部件,没有钛合金熔化过程中的污染问题。
附图说明
图1为本发明实施例的实施示意图;
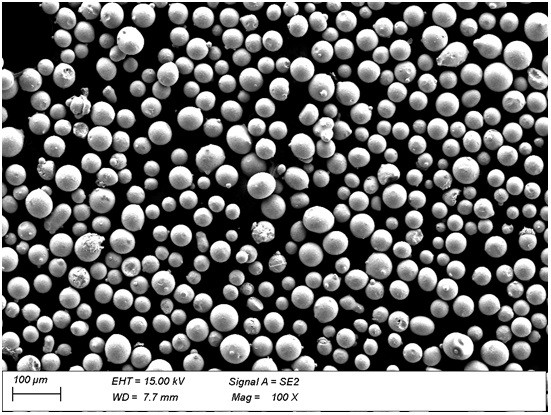
图2为本发明实施例1的钛合金粉末的电镜形貌图;
图3为本发明实施例1的钛合金粉末的粒度分析结果图;
图4为本发明实施例2的钛合金粉末的电镜形貌图;
图5为本发明实施例2的钛合金粉末的粒度分析结果图。
图中,1-激光束,2-透镜,3-钛合金丝,4-液态金属液流,5-喷口,6-雾化液滴。
具体实施方式
为使本领域技术人员更好的理解本发明的技术方案,下面结合附图和具体实施例对本发明作详细说明。
实施例1
本发明的实施例提供了一种高纯度钛合金粉末的制备方法,如图1所示,本制备方法在高纯氩气仓中进行,高纯氩气仓中充满了高纯氩气。在高纯氩气环境中,半导体激光器垂直向下发出激光束1,半导体激光器的激光功率为4000W,激光波长为950nm。透镜2放置于半导体激光器的正下方,采用透镜聚焦的方式对半导体激光器发出的激光束1进行聚焦。透镜2焦距为300mm。将钛合金丝3输送至激光束1的焦点,钛合金丝3与垂直方向的夹角α为60°,钛合金丝3的送丝速度为20mm/s。钛合金丝3在激光束1焦点处受热融化形成液态金属液流4。液态金属液流4受到重力作用,下落至喷口5前方时,受到由喷口5喷出的高纯氩气气流冲击形成雾化液滴6,雾化液滴6继续下落,下落过程中冷却形成钛合金粉末,于高纯氩气仓底部收集,钛合金粉末的电镜形貌如图2所示。所述喷口5位于钛合金丝3的正下方,所述喷口5的中心线与水平平面的夹角β为30°。所述喷口5的中心线与液态金属液流4的相交处低于激光束1焦点的距离a为3mm。喷口气压为0.4Mpa。高纯氩气的气体纯度不小于99.999%。
钛合金丝的牌号:TA1,原始成分见表1。
表1 TA1钛丝成分表
采用LECO公司ON736氧氮分析仪对焊丝与所制得粉末进行氧含量分析,钛合金丝(TA1丝)与钛合金粉末(TA1粉)分别测3组,结果如表2所示。制粉过程平均增氧483.4ppm。
表2制粉前后TA1氧含量测试
采用GB 1482-2010-T金属粉末流动性的测定标准漏斗法对其流动性进行测试,测试3次取平均值,其流动性为21.2s/50g。
采用马尔文3000激光粒度仪,对所制粉末进行粒度分析,粒度分布见图3,该粉末体积中位数D(50)为48.1微米,粒度较细。
实施例2
本发明的实施例提供了一种高纯度钛合金粉末的制备方法,如图1所示,本制备方法在高纯氩气仓中进行,高纯氩气仓中充满了高纯氩气。在高纯氩气环境中,半导体激光器垂直向下发出激光束1,半导体激光器的激光功率为6000W,激光波长为950nm。透镜2放置于半导体激光器的正下方,采用透镜聚焦的方式对半导体激光器发出的激光束1进行聚焦。透镜2焦距为300mm。将钛合金丝3输送至激光束1的焦点,钛合金丝3与垂直方向的夹角α为45°,钛合金丝3的送丝速度为25mm/s。钛合金丝3在激光束1焦点处受热融化形成液态金属液流4。液态金属液流4受到重力作用,下落至喷口5前方时,受到由喷口5喷出的高纯氩气气流冲击形成雾化液滴6,雾化液滴6继续下落,下落过程中冷却形成钛合金粉末,于高纯氩气仓底部收集,钛合金粉末的电镜形貌如图4所示。所述喷口5位于钛合金丝3的正下方,所述喷口5的中心线与水平平面的夹角β为30°。所述喷口5的中心线与液态金属液流4的相交处低于激光束1焦点的距离a为2mm。喷口气压为0.5Mpa。高纯氩气的气体纯度不小于99.999%。
钛合金丝的牌号:TC4,原始成分见表3。
表3 TA1钛丝成分表
采用LECO公司ON736氧氮分析仪对焊丝与所制得粉末进行氧含量分析,钛合金丝(TC4丝)与钛合金粉末(TC4粉)分别测3组,结果如表4所示。制粉过程平均增氧567.3ppm。
表4制粉前后TA1氧含量测试
采用GB 1482-2010-T金属粉末流动性的测定标准漏斗法对其流动性进行测试,测试3次取平均值,其流动性为19.5s/50g。
采用马尔文3000激光粒度仪,对所制粉末进行粒度分析,粒度分布见图5,该粉末体积中位数D(50)为30.6微米,粒度较细。
以上通过实施例对本发明进行了详细说明,但所述内容仅为本发明的示例性实施例,不能被认为用于限定本发明的实施范围。本发明的保护范围由权利要求书限定。凡利用本发明所述的技术方案,或本领域的技术人员在本发明技术方案的启发下,在本发明的实质和保护范围内,设计出类似的技术方案而达到上述技术效果的,或者对申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖保护范围之内。