一种双向压药模具的装配装置及装配方法
文献发布时间:2024-01-17 01:21:27
技术领域
本发明涉及弹药自动装药技术领域,具体涉及一种面向五梁四柱液压机用双向压药模具的装配装置及装配方法。
背景技术
模具是压装战斗部装药中核心关键装备,直接关系着装药质量、生产过程安全性等,间接关系着战斗部的发展。武器装备对高效毁伤要求越来越高,装药量随之增大,药柱的高度亦呈现出两倍的变化,因此对双向压药的模具及装配方法提出了更高的要求。
目前,中大口径战斗部药柱广泛采用双向压药模具在五梁液压机上进行压制成型,模具在压机上的安装或模具在压机上的进出多采用人工方式进行,具有操作人员多、人工劳动强度大、安全性不高等问题。模具装配要求精度高,其配合间隙<0.05mm;模具尺寸重量变大后,单件重量>2500kg;模具安装位置尺寸跨度大,安装在液压机三个梁上的位置尺寸>5000m;模具装配操作空间受限,五梁液压机的模具安装时只有单个方向可进出,因此当前的人工操作方式已不满足模具的安装与装配。
因此。为解决目前模具尺寸重量变大后带来的模具安装装置与装配方法缺失问题,减轻模具安装装配时工人的劳动强度,急需研制基于五梁四柱液压机的双向压药模具及装配装置,对促进装药行业自动化制造水平具有十分重要的意义。
发明内容
有鉴于此,本发明提供了一种双向压药模具的装配装置及装配方法,能够在受限的空间内,实现重载压药模具的输送、装配与调整。
一种双向压药模具的装配装置,包括模具提升机、模具双向升缩货叉、模具定位工装,和模具提升控制系统;
所述模具提升机用于将双向压药模具从初始位置经XZ两个方向的活动完成模具输送;
所述模具双向升缩货叉在初始位置叉取模具定位工装与中模,沿X轴运行或返回到五梁液压机中由模具提升控制系统设定的位置;
所述模具定位工装用于实现中模与上模和下模之间的定位;
所述模具提升控制系统用于控制双向伸缩货叉沿X轴运行或返回到设定的位置。
进一步地,所述双向压药模具用于将药柱压制成型,双向压药模具包括上模、下模和中模。
进一步地,所述模具提升机包括模具提升用卷扬机和模具提升平台。
进一步地,所述双向压药模具安装在五梁液压机中,模具装配装置与五梁液压机安装在地坑中,并与其平行;其中,上模安装五梁液压机的上滑块下表面上,中模安装在五梁液压机的中平台上,下模安装在五梁液压机上滑块的上表面上;模具双向升缩货叉安装在模具提升机中的模具提升平台中,模具提升平台通过缆绳与模具提升用卷扬机相连;模具定位工装与双向压药模具相连,在提升或装配时与模具相连。
进一步地,所述双向压药模具的装配方法包括以下步骤:
步骤A:模具装配装置中双向伸缩货叉在初始位置叉取模具定位工装与中模;
步骤B:模具提升机沿Z轴提升双向压药模具到系统指定高度;
步骤C:双向伸缩货叉沿X轴运行到压机中由模具提升控制系统设定的位置;
步骤D:模具提升机沿Z轴将中模放置在压机的安装位置;
步骤E:人工将模具定位工装与中模脱离;
步骤F:模具提升机带着模具定位工装沿Z轴将中模提升;
步骤G:双向伸缩货叉沿X轴返回到提升控制系统设定的位置;
步骤H:模具提升机下降返回到双向压药模具初始位置;
步骤I:人工将模具定位工装取走,并将模具其余部件依次放置在初始工位;
重复上述步骤A-I,即可实现重载压药模具的输送、装配与拆卸。
有益效果:
1、本发明提供的输送与装配装置,实现了重载模具从初始位置到安装工位的输送,并通过人工操作装配装置实现模具装配、调整,有效地解决了目前人工装配重载模具采用天车输送时人工劳动强度大、安全性不高等问题。
2、本发明提供的输送与装配方法,重构了模具机械操作为主,人工操作为辅的模具装配方式,减少了模具安装时间,实现了重载模具的便捷安装。
3、本发明的双向压药模具的装配装置通过模具提升装置实现模具到安装工位的输送,并通过人工操作装配装置实现模具装配、调整。最终实现模具机械操作为主,人工操作为辅的模具装配方式,由此减轻工人的劳动强度。
附图说明
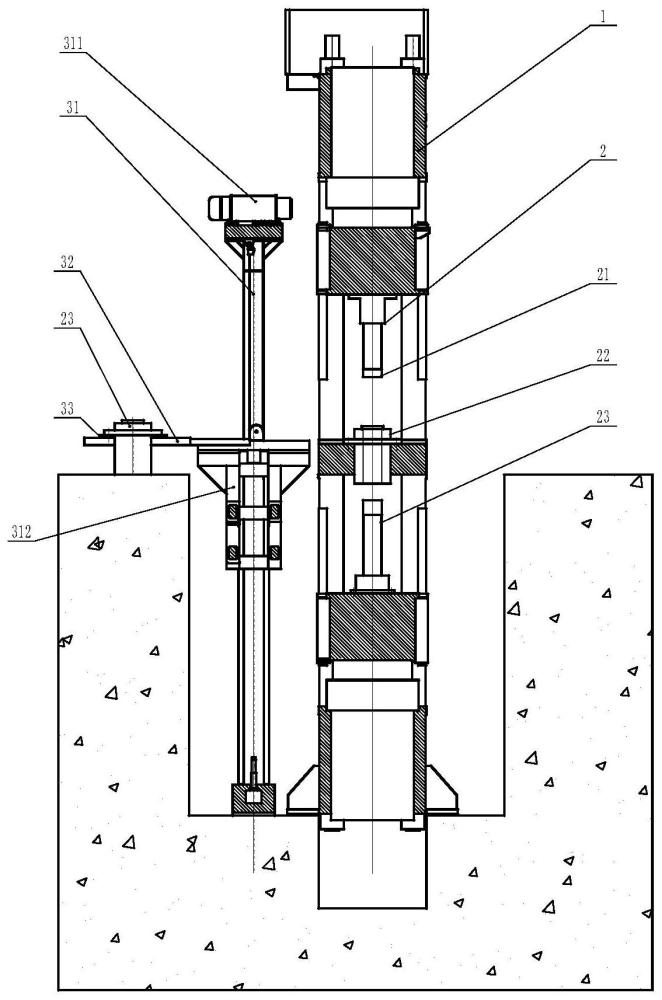
图1为本发明提供的一种双向压药模具的装配装置的主视图;
图2为本发明提供的一种双向压药模具的装配装置的附视图;
图3为本发明提供的一种双向压药模具的控制系统原理图。
其中:1-五梁液压机,2-模具,3-模具装配装置,21-上模,22-下模,23-中模,31-模具提升机,32-模具双向升缩货叉,33-模具定位工装,34-模具提升控制系统,311-模具提升用卷扬机,312-模具提升平台,341-手持操作终端。
具体实施方式
下面结合附图并举实施例,对本发明进行详细描述。
实施例1
针对现有的重载双向压药模具安装时由于缺乏操作装置与手段带来的操作人员多、人工劳动强度大、安全性不高等问题。对此,本实施例提供了一种双向压药模具的输送与装配装置,对中大口径战斗部压装模具的装配模式进行了重构。
该一种重载双向压药模具的装配装置及装配方法如图1、图2所示,其中,双向压药模具2包括上模21、下模22和中模23,模具装配装置3包括模具提升机31、模具双向升缩货叉32、模具定位工装33和模具提升控制系统34,模具提升机31用于将模具从初始位置经XZ两个方向的活动完成模具输送,包括模具提升用卷扬机311和模具提升平台312。
双向压药模具2安装在五梁液压机1中,模具装配装置3与五梁液压机安装在地坑中,并与其平行。其中,上模21安装五梁液压机1的上滑块下表面上,中模23安装在五梁液压机1的中平台上,下模22安装在五梁液压机1上滑块的上表面上;模具双向升缩货叉32安装在模具提升机中的模具提升平台312中,模具提升平台312通过缆绳与模具提升用卷扬机311相连;模具定位工装33与双向压药模具2相连,在提升或装配时与双向压药模具2相连。
此处,对上述各装置的功能做进一步描述如下:
所述的五梁液压机用于将压制时提供动力,三个梁上的位置尺寸>5000m;
所述的双向压药模具2用于将战斗部药柱压制成型,单件重量>2500kg;
所述的模具装配装置3用于将双向压药模具2从初始位置输送到安装位置并在人工辅助上完成装配;
所述的模具提升控制系统34用于设定、控制、检测模具装配装置3的升降速度、升降位移等功能。
进一步的,对上述各系统内部结构做进一步描述如下:
所述的双向压药模具2包括上模21,下模22和中模23;
所述的模具装配装置3包括模具提升机31,模具双向升缩货叉32,模具定位工装33,模具提升控制系统34等。
所述的模具提升机31用于将模具从初始位置经XZ两个方向的活动完成模具输送,包括模具提升用卷扬机311和模具提升平台312。
综上,本实施例提供的用于重载双向压药模具的装配装置,对中大口径战斗部压装模具的输送、装配模式进行了重构,解决了目前人工装配、输送重载模具时操作人员多、人工劳动强度大、安全性不高等问题。
实施例2
与实施例1相对应的,本实施例提供了本发明提供的一种用于重载双向压药模具的输送与装配方法。工作前,人工将模具定位工装33与模具相连,并输送到初始工位,如附图3所示,人工操作手持操作终端341,完成模具2的输送与安装,包括以下步骤:
步骤A:模具装配装置3中双向伸缩货叉32在初始位置叉取模具定位工装33与中模23;
步骤B:模具提升机31沿Z轴提升模具到系统指定高度;
步骤C:双向伸缩货叉32沿X轴运行到压机中由模具提升到模具提升控制系统34设定的位置;
步骤D:模具提升机31沿Z轴将中模23放置在压机的安装位置;
步骤E:人工将模具定位工装33与中模23脱离;
步骤F:模具提升机31带着模具定位工装33沿Z轴将中模提升;
步骤G:双向伸缩货叉32沿X轴返回到提升模具提升控制系统34设定的位置;
步骤H:模具提升机31下降返回到模具初始位置;
步骤I:人工将模具定位工装33取走,并将模具其余部件依次放置在初始工位。
重复上述步骤A-I,即可实现重载压药模具的输送、装配与拆卸。重构了模具机械操作为主,人工操作为辅的模具装配方式,减少了模具安装时间,实现了重载模具的便捷安装。
综上所述,以上仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。