回流焊产品质量的监控与预测的方法、装置、设备和介质
文献发布时间:2023-06-19 09:23:00
技术领域
本发明涉及回流焊控制过程技术领域,特别涉及一种回流焊产品质量的监控与预测的方法、装置、设备和介质。
背景技术
回流焊是靠热气流对焊点的作用,胶状的焊剂在一定的高温气流下进行物理反应达到SMD的焊接;之所以叫"回流焊"是因为气体在焊机内循环来回流动产生高温达到焊接目的。如今电脑内使用的各种板卡上的元件都是通过这种工艺焊接到PCB板上的。
回流焊工序使用的是高温炉设备,高温炉设备一般分为预热区、恒温区、焊接区、冷却区四个温区,产品在回流焊工序的生产过程中在不同的时间经过不同的温区,将直接影响到产品的质量。
因此业内可以通过分析炉温曲线来判断产品是否出现质量问题,那如何通过分析炉温曲线来判断产品是否存在质量问题,常见的包括以下几个方面:
1、温度上升斜率
其温度上升斜率的计算公式为:(当前温度-最小温度)/时间,即温度上升斜率表明升温的快慢,若升温太快,则在热应力的作用,以PCB板为例,会导致陶瓷电容的细微裂纹、PCB板变形、IC芯片损坏,同时锡膏中溶剂挥发太快,导致飞珠发生,升温速率通常控制在1.5~3℃/sec。
2、预热时间
预热时间即产品经过预热区的时间,预热时间太短,会导致上升斜率过大。
3、恒温时间
恒温时间即产品经过恒温区的时间,恒温时间过长,导致锡膏氧化问题,以致焊接后飞珠增多。
4、回流时间
所谓的回流时间是产品到达焊接区的焊接时间,回流时间过长金属物间化合物层增厚,影响焊点可靠性。
5、最高温度
过高的温度可能使板子承受热损伤,并可能引起铅锡粉末再氧化加速、焊膏残留物烧焦、板子变色、元件失去功能等问题,因此各个温区都需限制最高温度。
因此通过监控产品在不同时间经过不同温区所在位置的实时温度,可以协助生产人员及时预测出产品是否出现质量问题。
发明内容
本发明要解决的技术问题,在于提供一种回流焊产品质量的监控与预测的方法、装置、设备和介质,对回流焊的生产过程进行全程监控,根据获取到产品在各温区不同位置的时间及温度,与上下限值对比,从而可判断是否出现产品的质量问题。
第一方面,本发明提供了一种回流焊产品质量的监控与预测的方法,包括下述步骤:
S1、提供配置界面供用户自定义制程工艺参数的限值范围;
S2、监控回流焊的生产过程,获取每一个产品在各温区不同位置的时刻及温度,并计算得到每一个产品在每个温度区间的时长和温度范围,以及温度的上升斜率;
S3、判断计算所得的时长、温度范围和上升斜率是否超出所述限值范围,若是,则进行预警,若否,则进行下一步;
S4、根据用户设定的样本数进行抽样,计算过程能力指数CPK,并判断产品生产质量的未来趋势。
第二方面,本发明提供了一种回流焊产品质量的监控与预测的装置,包括:
配置模块,用于提供配置界面供用户自定义制程工艺参数的限值范围;
监控模块,用于监控回流焊的生产过程,获取每一个产品在各温区不同位置的时刻及温度,并计算得到每一个产品在每个温度区间的时长和温度范围,以及温度的上升斜率;
判断预警模块,用于判断计算所得的时长、温度范围和上升斜率是否超出所述限值范围,若是,则进行预警,若否,则进行趋势判断;
趋势判断模块,用于根据用户设定的样本数进行抽样,计算过程能力指数CPK,并判断产品生产质量的未来趋势。
第三方面,本发明提供了一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现第一方面所述的方法。
第四方面,本发明提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现第一方面所述的方法。
本发明实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:对回流焊的生产过程进行全程监控,获取到每一个产品在各温区不同位置的时间及温度,从而实时监控产品的各项制程工艺是否满足生产工艺标准,并通过上下限值判断每一个产品的质量问题,及时进行生产的预警信息,避免出现大批量的产品质量问题,造成生产成本、时间的损失,并最终获得生产的品质统计数据信息做进一步分析,判断产品生产质量的未来趋势,从而能及时调整各项制程工艺。
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
下面参照附图结合实施例对本发明作进一步的说明。
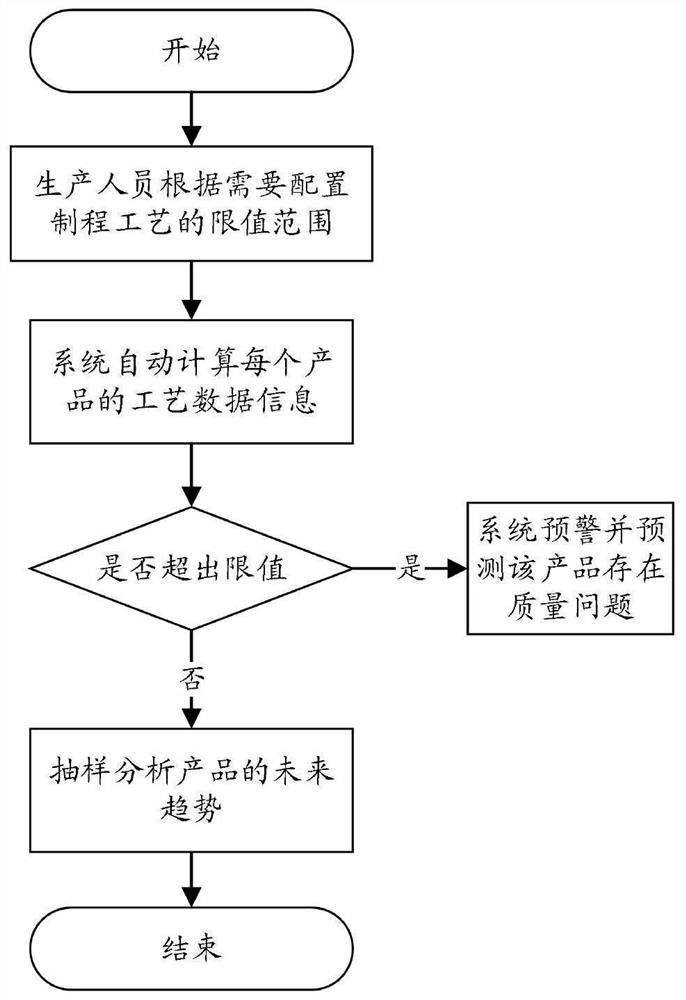
图1为本发明实施例一中方法中的流程图;
图2为本发明制程工艺参数限值范围的配置界面的示意图;
图3为本发明监测系统的框架示意图;
图3a为本发明测试第一个产品时的测温计分布示意图;
图4为本发明一实例中一PCB板进行实测的炉温曲线示意图;
图5为本发明一实例中100个PCB板的最高温度、回流时间、上升斜率、恒温时间以及预热时间的曲线图;
图6为本发明实施例二中装置的结构示意图;
图7为本发明实施例三中电子设备的结构示意图;
图8为本发明实施例四中介质的结构示意图。
具体实施方式
本申请实施例通过提供一种回流焊产品质量的监控与预测方法、装置、设备及介质,对回流焊的生产过程进行全程监控,根据获取到产品在各温区不同位置的时间及温度,与上下限值对比,从而可判断是否出现产品的质量问题。
本申请实施例中的技术方案,总体思路如下:对回流焊的生产过程进行全程监控,获取到每一个产品在各温区不同位置的时间及温度,从而实时监控产品的各项制程工艺是否满足生产工艺标准,并通过上下限值判断每一个产品的质量问题,及时进行生产的预警信息,避免出现大批量的产品质量问题,造成生产成本、时间的损失,并最终获得生产的品质统计数据信息做进一步分析,判断产品生产质量的未来趋势,从而能及时调整各项制程工艺。
实施例一
如图1所示,本实施例提供一种回流焊产品质量的监控与预测的方法,包括下述步骤:
S1、提供配置界面供用户自定义制程工艺参数的限值范围;如图2所示,配置界面的一具体实施例中,具有配置制程工艺名称、锡膏名称、工艺类型(时间、斜率、温度)以及制程工艺参数的限值范围的配置项,制程工艺参数的限值范围包括时间区间、温度区间、限值大小;
S2、监控回流焊的生产过程,获取每一个产品在各温区不同位置的时刻及温度,并计算得到每一个产品在每个温度区间的时长和温度范围,以及温度的上升斜率,上升斜率是根据配置的时间段来计算的;
S3、判断计算所得的时长、温度范围和上升斜率是否超出所述限值范围,若是,则进行预警,若否,则进行下一步;
S4、根据用户设定的样本数进行抽样,计算过程能力指数CPK,并判断产品生产质量的未来趋势。
其中,做为本实施例更为具体(或更优的)一种实现方式,为了提高测试效率,如图3所示,建立一测试系统,包括如下几个部分:
回流焊焊机1,用于对产品上的不同位置进行焊接,焊接位置不同,可能要求的焊接温度也不同,因此产品在经过整个温区时,每个焊接位置就形成一个单独的测温通道,下称通道;如图3a所示,每个黑点的位置均为一测温通道,对于第一个产品来说,可以将测温计直接固定在黑点的位置。
输送轨道2,用于连续不断地将产品一一送入回流焊焊机的温区内,产品进入温区的时间计为起始时间t
测温计3,为热电偶探管,用于检测温度,包括固定在参照产品的每个焊接位置(通道)上直接测试的测温计,也包括固定于回流焊焊机的温区内测温点上的测温计;
进板感应器4和出板感应器5,分别用于判断产品进入温区的时刻t
则所述方法的步骤S2中获取产品在不同位置的时刻及温度具体过程是:
S21、取一产品作为参照产品进行检测,以该参照产品进入任一温区的时间为起始时间t
S22、根据公式P
S23、对待测产品做检测,以该待测产品进入温区的时间为起始时间t
如上所述,步骤S2是将在产品上实际测温转化为温区对应位置的环境测温,从而无需每测一下产品都要在每个通道上固定测温计,这样,大大减少了固定测温计的时间,也减少了因读取大量不同的测温计造成的系统复杂度,大大提升了检测效率。
所述步骤S2中还包括:根据时刻t
所述步骤S2或S3中,还根据获取产品在各温区不同位置的时刻及温度,以及计算所得的时长、温度范围和上升斜率,如图5所示,绘制出最高温度、回流时间、上升斜率、恒温时间以及预热时间的曲线图;绘制时,以产品索引为横轴,以最高温度、回流时间、上升斜率、恒温时间以及预热时间为纵轴分别进行绘制相关的曲线图。从而可根据读图就能判断产品的质量,也可以预测未来产品的质量。
其中,做为本实施例更为具体(或更优的)一种实现方式,所述方法的步骤S4具体是:
S41、抽取上升斜率X
其中,n为用户设置的抽样数量,m为生产的产品数量,X为n个上升斜率的平均值,X=(X
Cp=(USL-LSL)/6σ;Ca=(X-c)/(T/2);T=USL-LSL;
Cp为制程精密度,Ca为制程准确度,C为规格中心,C=(USL-LSL)/2,USL为用户设定的规格上限值,LSL为用户设定的规格下限值,T为规格公差,σ为标准差;
S42、根据计算CPK值结果进行判断:
若CPK≥1.67,说明产品生产质量为A
若1.33≤CPK<1.67,说明产品生产质量为A级,未来趋势良好,则处理原则为维持现状;
若1.0≤CPK<1.33,说明产品生产质量为B级,未来趋势制程不良较多,则处理原则为改进为A级;
若0.67≤CPK<1.0,说明产品生产质量为C级,未来趋势制程不良较多,则处理原则为必须提升其能力;
若CPK<0.67,说明产品生产质量为D级,未来趋势制程能力差,则处理原则为整改设计制程。
基于同一发明构思,本申请还提供了与实施例一中的方法对应的装置,详见实施例二。
实施例二
如图6所示,在本实施例中提供了一种回流焊产品质量的监控与预测的装置,包括:
配置模块,用于提供配置界面供用户自定义制程工艺参数的限值范围;
监控模块,用于监控回流焊的生产过程,获取每一个产品在各温区不同位置的时刻及温度,并计算得到每一个产品在每个温度区间的时长和温度范围,以及温度的上升斜率;
判断预警模块,用于判断计算所得的时长、温度范围和上升斜率是否超出所述限值范围,若是,则进行预警,若否,则通知趋势判断模块进行趋势判断;
趋势判断模块,用于根据用户设定的样本数进行抽样,计算过程能力指数CPK,并判断产品生产质量的未来趋势。
其中,做为本实施例更为具体(或更优的)一种实现方式,所述装置还包括:
监控曲线图绘制模块,用于根据时刻t
其中,所述监控模块在获取产品在各温区不同位置的时刻及温度时采用如下的过程:
在对参照产品做检测时,以该参照产品进入温区的时间为起始时间t
根据公式P
对待测产品做检测,以该待测产品进入温区的时间为起始时间t
具体的,所述趋势判断模块根据用户设定的样本数进行抽样,计算过程能力指数CPK,并判断产品生产质量的未来趋势的具体过程是:
抽取上升斜率X
其中,n为用户设置的抽样数量,m为生产的产品数量,X为n个上升斜率的平均值,X=(X
Cp=(USL-LSL)/6σ;Ca=(X-c)/(T/2);T=USL-LSL;
Cp为制程精密度,Ca为制程准确度,C为规格中心,C=(USL-LSL)/2,USL为用户设定的规格上限值,LSL为用户设定的规格下限值,T为规格公差,σ为标准差;
然后根据计算CPK值结果进行如下判断:
若CPK≥1.67,说明产品生产质量为A
若1.33≤CPK<1.67,说明产品生产质量为A级,未来趋势良好,则处理原则为维持现状;
若1.0≤CPK<1.33,说明产品生产质量为B级,未来趋势制程不良较多,则处理原则为改进为A级;
若0.67≤CPK<1.0,说明产品生产质量为C级,未来趋势制程不良较多,则处理原则为必须提升其能力;
若CPK<0.67,说明产品生产质量为D级,未来趋势制程能力差,则处理原则为整改设计制程。
由于本发明实施例二所介绍的装置,为实施本发明实施例一的方法所采用的装置,故而基于本发明实施例一所介绍的方法,本领域所属人员能够了解该装置的具体结构及变形,故而在此不再赘述。凡是本发明实施例一的方法所采用的装置都属于本发明所欲保护的范围。
基于同一发明构思,本申请提供了实施例一对应的电子设备实施例,详见实施例三。
实施例三
本实施例提供了一种电子设备,如图7所示,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,处理器执行计算机程序时,可以实现实施例一中任一实施方式。
由于本实施例所介绍的电子设备为实施本申请实施例一中方法所采用的设备,故而基于本申请实施例一中所介绍的方法,本领域所属技术人员能够了解本实施例的电子设备的具体实施方式以及其各种变化形式,所以在此对于该电子设备如何实现本申请实施例中的方法不再详细介绍。只要本领域所属技术人员实施本申请实施例中的方法所采用的设备,都属于本申请所欲保护的范围。
基于同一发明构思,本申请提供了实施例一对应的存储介质,详见实施例四。
实施例四
本实施例提供一种计算机可读存储介质,如图8所示,其上存储有计算机程序,该计算机程序被处理器执行时,可以实现实施例一中任一实施方式。
本申请实施例提供的方法、装置、系统、设备及介质,至少具有如下技术效果或优点:只需将参照产品作为测温板,对测温板的每个通道在不同时刻进行实际测温,根据时刻和轨道链速可以计算出每个测温时刻测温板在温区的位置,这样在这些位置中选择全部或部分设置为测温点,在测温点对应待测产品的每个通道的位置布置好测温计,如此,当待测产品进入温区时,即可根据轨道链速判断出待测产品经过每个测温点的时刻,并在该时刻记录测温点的温度,该温度即为待测产品相应通道的温度,即可根据时刻与温度的对应关系自动绘制出每个待测产品的炉温曲线,也就是说,其是将在产品上实际测温转化为温区对应位置的环境测温,从而无需每测一下产品都要在每个通道上固定测温计,这样,大大减少了固定测温计的时间,也减少了因读取大量不同的测温计造成的系统复杂度,大大提升了检测效率,从而实现对每个产品回流焊进行焊接温度的全程监控,保证了产品的焊接质量。
本领域内的技术人员应明白,本发明的实施例可提供为方法、装置或系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、CD-ROM、光学存储器等)上实施的计算机程序产品的形式。
本发明是参照根据本发明实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
虽然以上描述了本发明的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本发明的范围的限定,熟悉本领域的技术人员在依照本发明的精神所作的等效的修饰以及变化,都应当涵盖在本发明的权利要求所保护的范围内。
- 回流焊产品质量的监控与预测的方法、装置、设备和介质
- 倾斜角度预测方法及装置、设备监控方法、介质及设备