通过模拟在现有生产工厂中对包装乳制品的生产的调度
文献发布时间:2023-06-19 09:29:07
技术领域
本发明一般地涉及乳制品的生产,并且特别地涉及一种用于在现有生产工厂(production plant)中对包装乳制品的生产进行时间调度的模拟工具。
背景技术
时间调度,也称为生产时间调度(PTS),与确保生产工厂中的资源得到充分利用的努力有关。通常,就包装的类型和乳制品的类型两者而言,用于生产和包装乳制品的工厂被设计成能够生产大量不同类型的包装乳制品,其中,待生产的包装乳制品的类型和/或体积可随时间而变化。工厂可有多条生产线,并且由于生产线的能力和处理要求的变化,可存在大量的工艺约束。有些产品可能在不止一条生产线上生产,而某些过程可能需要共享生产装置。某些产品可具有优先约束,并且具有相似生产条件的产品可按调度进行连续生产。此外,包装乳制品的生产可能涉及批量生产和连续生产,这使得时间调度更具挑战性。
当前,在现有工厂中用于生产包装乳制品的时间调度,例如一天或一周,是由工艺工程师根据有关工厂中生产过程和生产装置的经验和知识通过手动计算而执行的。即使工艺工程师可使用以图形方式使生产装置的时间分配可视化并允许工艺工程师修改时间分配的计算机化计划工具,该计划仍然基于试错法(trial-and-error),并且需要工艺工程师的大量经验。另外,存在工艺工程师没有考虑到的与生产相关的因素。为了降低复杂性,时间调度通常限于工厂的子集。还常见的是,简单地重复使用和更新以前的时间调度表(timeschedule),使得简化了调度或使用过多且昂贵的边际成本。
现有工厂的生产的时间调度,如果进行彻底的话,则是一项既费时又费力的任务。对于相同的输入数据,时间调度的结果通常会有所不同,具体取决于工艺工程师的经验。时间调度不太可能导致工厂的资源利用率不理想甚至不良。时间调度也可能错误地指示需要对用进一步的处理装置对工厂的更新进行投资以便满足生产目标。此外,就工厂实际需要更新的程度而言,工艺工程师难以确定如何更新工厂以便在使投资成本最小化的同时提高工厂整体的产量。
随着对准时装运、低库存和生产质量的多重目标的日益重视,需要一种调度工具,以通过将与生产时间调度相关的所有或至少更多因素考虑在内,改善生产时间调度,以实现更好的工厂性能。
发明内容
本发明的目的是至少部分地克服现有技术的一个或多个限制。
一种此类目的是改善和/或便于在现有生产工厂中对包装乳制品的生产的调度。
这些目的中的一个或多个,以及从以下描述中可显见的其他目的,至少部分地通过根据独立权利要求所述的方法、计算机可读介质和设备来实现,其实施方案由从属权利要求限定。
本发明的第一方面是一种通过模拟对生产工厂中包装乳制品的生产进行调度的计算机实施的方法。该方法包括:获得在生产工厂中待生产并包装以形成该包装乳制品的多种乳制品的目标生产数据;获得用于生产该包装乳制品的配方,其中每个配方定义了一组配料以及用于从该组配料生产相应的包装乳制品的配方活动的顺序;获得指定该生产工厂中的现有生产单元以及现有生产单元之间的可用流体路径的生产单元数据,该生产单元数据进一步将每个现有生产单元与一个或多个单元活动和生产能力相关联;以及模拟该生产工厂中该包装乳制品的生产,以确定实现该目标生产数据的至少一个时间调度表。该模拟包括:根据该配方和该生产单元数据生成配方活动的时间调度表,该配方活动至少部分地由现有生产单元的一种或多种组合执行以实现该目标生产数据;评估该时间调度表,以选择所述至少一个时间调度表;以及输出所述至少一个时间调度表。
本发明的第二方面是一种包括计算机指令的计算机可读介质,该计算机指令在由处理设备执行时使该处理设备执行第一方面或其任何实施方案的方法。
本发明的第三方面是一种用于对生产工厂中包装乳制品的生产进行调度的设备,该设备被配置为执行其任何实施方案的第一方面的方法。
根据以下详细描述以及附图,本发明的其他目的以及特征、方面和优点将显而易见。
附图说明
现在将通过示例的方式参考所附的示意图来描述本发明的实施方案。
图1示意性地示出了在生产工厂中由成组的配料生产包装乳制品的方法。
图2是用于包装乳制品的生产工厂的框图。
图3A-3C示出了用于生产三种不同乳制品包装的图2的工厂的材料流。
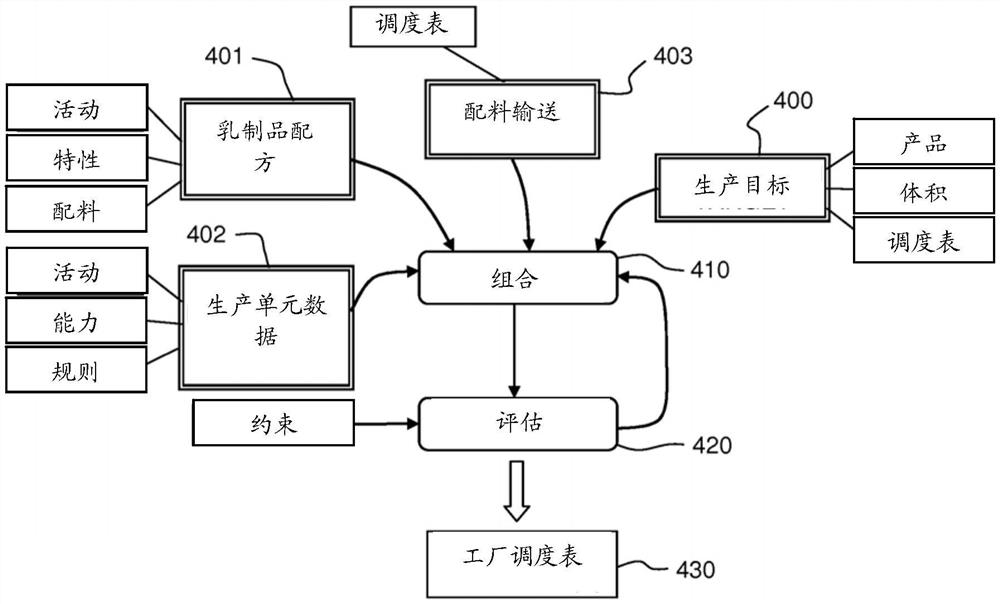
图4是用于对现有生产工厂中包装乳制品的生产进行调度的方法的实施方案的总结。
图5示出了与用于生产酸奶的配方相对应的一系列活动。
图6A是根据一个实施方案的调度过程的流程图,以及图6B是根据另一实施方案的调度过程的一部分的流程图。
图7A-7B示出了取决于向生产单元的材料供应的顺序的时间调度表的变化。
图8A-8C示出了取决于生产能力和生产单元数量的时间调度表的变化。
图9是为图2中的生产工厂生成的提议时间调度表的示例。
图10是根据本发明的实施方案的用于执行调度过程的设备的框图。
具体实施方式
现在将在下文中参考附图更全面地描述本发明的实施方案,在该附图中示出了本发明的一些但不是全部实施方案。实际上,本发明可以以许多不同的形式来实施,并且不应被解释为限于本文阐述的实施方案;相反,提供这些实施方案,以便本公开可以满足适用的法律要求。
另外,将理解,在可能的情况下,本文描述和/或考虑的本发明的任何实施方案的任何优点、特征、功能、设备和/或操作方面可以包括在本文描述和/或考虑的本发明的任何其他实施方案中,和/或反之亦然。另外,在可能的情况下,除非另有明确说明,否则本文中以单数形式表达的任何术语还意在包括复数形式和/或反之亦然。如本文所用,“至少一个”应意指“一个或多个”,并且这些短语意在是可互换的。因此,即使在本文中也使用短语“一个或多个”或“至少一个”,术语“一个”和/或“一种”应表示“至少一个”或“一个或多个”。如本文中所使用的,除非上下文另外由于表达语言或必要的暗示而需要,否则词语“包括”或诸如“含有”或“包含”之类的变形以包括性含义使用,即,指定所述特征的存在,但不排除在本发明的各种实施方案中其他特征的存在或加入。如本文所使用的,术语“和/或”包括一个或多个相关联的所列项目的任何和所有组合。如本文所使用的,一“组”项目旨在暗示提供一个或多个项目。因此,一“组配料”可以指定单个配料或多个配料。同样,一“组生产单元”可以指定单个生产单元或多个生产单元。如本文所用,“乳制品”是指由包含哺乳动物(主要但非排他性地是牛)的乳汁或来自植物资源的乳液的物质生产的食品。该物质可以由鲜乳和/或奶粉制成。
为了简洁和/或清楚起见,可能没有详细描述众所周知的功能或构造。除非另有定义,否则本文中使用的所有术语(包括技术和科学术语)具有与本发明所属领域的普通技术人员通常所理解的相同含义。
全文中,相同的参考标记表示相同的元素。
图1是生产工厂10的示意图,其被布置为通过使用由工厂10中的生产装置执行的三个生产过程20A、20B、20C,从配料I1,I2,I3生产三种不同的包装乳制品30A、30B、30C。生产过程20A、20B、20C以及配料I1、I2、I3由相应乳制品30A-30C的配方定义。为了使生产吞吐量最大化,期望通过使用不同的生产装置并行地执行过程20A-20C。但是,出于经济原因,通常不可能为并行生产所有可能类型的包装乳制品而确定工厂的规模。因此,过程20A-20C通常必须至少部分地共享工厂中的现有生产装置。将相应过程20A-20C的活动分配给工厂10中的生产装置的任务称为时间调度。
图2示出了用于生产包装乳制品的工厂10的一般示例。在图2中,空心方块表示生产装置,在下文中表示为“生产单元”或PU,并且在PU之间延伸的实线表示流体导管(流体路径)。流体导管可以如图所示永久地布置成延伸,但是也可想到,可以由工厂10的操作人员通过手动操作来添加和/或移动流体导管。流体导管被示意性地示出,并且每个典型地包括允许一种或多种流体同时通过并在流体导管中沿相反方向彼此分离的多个流体路径。此外,常规的泵符号表示沿着流体导管的流体泵的设置,并且空心圆表示流量控制阀。所示工厂10的PU包括乳接收单元R1-R3,每个可以包括罐以及用于进一步处理(例如预热、脱气、均质化等)的装置。巴氏杀菌器PS1-PS3被布置成用于热处理。罐T1-T8分布在整个工厂10中,用于存储配料、中间产品或最终的乳制品。提供发酵罐ST1、ST2以容纳和分配用于发酵乳制品(例如酸奶)的生产的起子培养物。提供混合装置M1、M2以使干燥或液体配料能够混合,并且提供热交换器C1用于冷却或加热。提供填充机或包装线P1-P3以将乳制品填充到包装(例如纸盒和/或塑料制成的包装)中,该包装可以密封以便随后分配。工厂10还包括无菌(灭菌)生产区,其包括用于超高温处理(在本领域中也称为超热处理或超巴氏灭菌)的单元UHT1、UHT2,用于存储灭菌的乳制品的无菌罐AT1、AT2,以及无菌填充机或包装线AP1-AP4。图2中所示的所有PU是本领域技术人员公知的,他们还意识到,工厂10可以包括另外的PU,包括但不限于分离器、加热器、均质器和包装分配装置。
图2还表明工厂10包括清洁单元CIP,例如传统的就地清洁系统,其被连接以与工厂10中的流体导管和/或PU流体连通,以使得清洁流体能够循环。清洁生产装置的能力是乳制品生产中的严格要求,并且由监管机构设置。但是,清洁的需求可有所不同,具体取决于正在生产的乳制品,自上次清洁以来的时间等。通常,工厂10包括一个或仅几个CIP,通常需要在工厂10的PU和流体导管之间顺序地进行清洁。因此,CIP的调度对工厂10中的生产过程20A-20C的持续时间可能具有重大影响(图1)。
图3A-3C示出了材料如何根据时间调度流动通过图2的工厂10的示例,其中粗箭头线表示材料流,而实心方块表示操作用于处理的PU。
图3A示出了用于生产包装的标准乳的材料流程。生乳的输送被泵送到乳接收单元R1-R3中,然后当乳在被泵送通过巴氏灭菌器PS1进入储罐T1时经受热处理。将处理过的乳从罐T1泵送到填充机P1,该填充机P1被操作以生产乳包装。在图3A中由实心方块指示的PU的组合可以被示出为执行图1中的生产过程20C以基于生乳I1生产乳30C的包装。
图3B示出了用于生产包装的酸奶的材料流。将生乳的输送泵送到乳接收单元R1-R3中,然后乳在被泵送通过巴氏灭菌器PS1进入储罐T2时经受热处理。将处理过的乳从罐T2泵送通过发酵罐ST1,该发酵罐ST1被操作以向乳中添加起子培养物。将乳和起子培养物的混合物泵入罐T4中以在预定时间段内进行发酵(孵育),然后将所得的酸奶在泵送通过热交换器C1进入罐T6以进行中间存储时进行冷却。将酸奶从罐T6泵送到填充机P3,该填充机P3被操作以生产酸奶的包装。在图3B中由实心方块指示的PU的组合被示出为执行图1中的生产过程20B以基于生乳I1和起子培养物I2生产酸奶30B的包装。
图3C示出了用于生产无菌包装中的巧克力乳的材料流。生乳的输送被泵送到乳接收单元R1-R3中,然后乳在被泵送通过巴氏灭菌器PS1进入储罐T1中时经受热处理。将处理过的乳从罐T1中泵送通过混合单元M1,该混合单元M1被操作以将巧克力粉和糖混合到乳中。将所得的巧克力乳泵送通过无菌热处理单元UHT2并进入无菌罐AP2以进行中间存储。将无菌的巧克力乳从无菌罐AP2泵送到无菌填充机AP3、AP4,该无菌填充机AP3、AP4并行操作以生产巧克力乳的无菌包装。在图3C中由实心方块指示的PU的组合被示出为执行图1中的生产过程20A以基于生乳I1、巧克力粉I2和糖I3生产巧克力乳30A的包装。
图4是用于调度生产(例如图2的工厂10中的生产)的实施方案的总结。生产调度过程也可以表示为工程设计过程、模拟过程或配置过程。图4可被示出为表示用于调度的输入数据400-403,被配置为执行调度过程的框410、420,以及通过调度过程生成的输出数据430。
输入数据包括用于工厂的目标生产数据(“生产目标”)400。生产目标400可以指定在特定时间段(例如,一或多天或几周)待生产的乳制品包装(“产品”)和生产体积(“体积”),其中相应的乳制品包装可以通过乳制品的类型和包装的类型来定义。此类生产目标400在本领域中也被称为SKU列表(存货单元)。如图4所示,生产目标400还可包括乳制品包装的生产调度表(“调度表”),即,作为时间的函数的特定包装乳制品的待生产量。输入数据还包括待生产的乳制品的配方401。每个配方定义了一系列配方活动(“活动”),一组配料(“配料”),并且还可以指定一个或多个活动的特性,例如,最小和/或最大持续时间、时间间隔、压力、泵送速度等。输入数据还包括生产单元数据402,该生产单元数据402指定了工厂中的现有PU以及现有PU之间的可用流体连接。生产单元数据402将每个PU与一个或多个单元活动(“活动”)和一个或多个生产能力(“能力”)相关联,例如,给定为体积、体积流速、包装生产速率等。例如,罐可以与总能力、最大填充速率和最大排空速率中的一个或多个相关联。单元活动被定义为与配方活动相对应,使得每个配方活动可以与一个或多个单元活动匹配。如图4所示,生产单元数据402还可将一个或多个规则(“规则”)与PU相关联。规则可以针对清洁过程,并且例如指定以下的一个或多个:短期清洁过程的持续时间(“短期CIP”),延长的清洁过程的持续时间(“完整CIP”),需要完整CIP之前允许的连续短期CIP的数量,不使用PU、无需清洗的第一时间限制(即,如果未使用PU达到超过第一时间限制的一段时间,则需要执行CIP),使用PU、无需清洁的第二时间限制(即,只要超过第二时间限制就需要执行CIP),以及PU的使用结束时需要执行CIP。替代地或附加地,规则可以针对PU的其他特征。例如,用于罐的规则可以指定在开始排空罐之前需要填充的罐的体积或比例(“排空之前的最小体积”),用于热处理单元的规则可以指定水可能在单元中循环的最大时间(“循环限制”),用于任何PU的规则可以指定操作员设置PU所需的标称时间(“准备事件持续时间”),用于任何PU的规则可以指定每日护理所需的标称时间(“每日护理持续时间”)等。输入数据还可包括针对配料的输送数据403,包括用于输送一种或多种配料的输送调度表。此类输送调度表可以根据时间来指定将要输送并且需要在工厂处理的特定配料的量。
如图4所示,组合框410被布置成处理输入数据400-403,以便生成配方活动的时间调度表,该配方活动由工厂中现有PU的一种或多种组合执行以实现生产目标400。评估框420被布置成评估由框410生成的时间调度表,以实现至少一个评估约束。如图4所示,组合和评估框410、420可以实施迭代优化过程,其中评估框420将关于评估结果的信息提供给组合框410,从而使组合框410能够系统地生成时间调度表以达到减少评估框420找到一个或多个可接受时间调度表的时间的目的。此类迭代优化过程可以基于任何合适的优化模型。下面参考图6A-6B进一步给出由框410、420执行的调度过程的示例。
调度过程的输出数据是工厂的一个或多个提议的时间调度表(“工厂调度表”),其中每个提议的时间调度表包括对现有PU或其子集的时间分配,以实施相应的生产过程(参见图1中的20A-20C)以便实现生产目标400,其中生产过程由配方401给出并且现有PU由生产单元数据402给出。提议的时间调度表可以呈现给用户,例如工艺工程师,用于进一步评估相关性和可行性,或者作为建立生产工厂的基础直接提供。输出数据还可以包括每个时间调度表的与生产相关的其他数据,例如实现生产目标的预计时间、成本以及诸如水、能源、蒸汽(用于热处理和/清洁)、清洁剂、冷却液等一种或多种公用事业的消耗。
图5以流程图的形式示出了用于生产酸奶的示例性配方500。所示的配方500包括用于生产含酸奶的包装的一系列处理步骤501-506。配方500还定义了两种配料:乳I1和起子培养物I2。一些处理步骤与具体特性相关联,并且一些处理步骤包括一系列子步骤,其中一些与具体特性相关联。具体地,配方500包括乳处理步骤501,其中接收乳I1并对其进行包括如下一系列子步骤的处理:预加热、脱气、均质化、加热、保持和冷却。子步骤预加热、加热和冷却与相应的特性TE1、TE2、TE3相关联,该特性TE1、TE2、TE3指示要在相应子步骤中使用的温度。乳处理步骤501之后是接种步骤502,在该步骤中,通过在线添加将起子培养物I2添加到乳中。然后进行孵育步骤503,其中将乳和起子培养物的混合物进行搅拌、发酵和搅拌。发酵子步骤与指示其持续时间的特性Δt1相关联。随后的冷却步骤504将发酵混合物的温度降低至TE4,然后将所得到的酸奶缓冲505一段不超过Δt2的时间。通过将酸奶填充到包装中的步骤506来完成配方500。
在所示的示例中,配方500包括一系列配方活动A1-A7,其被定义为对应于可以由工厂中的现有PU执行的活动(“单元活动”)。对于图2中的工厂10,活动A1可以由接收单元R1-R3执行,活动A2可以由巴氏灭菌器PS1-PS2执行,活动A3可以由起子罐ST1-ST2执行,活动A4可以由罐T1-T8执行,活动A5可以由热交换器(冷却单元)C1执行,活动A6可以由罐T1-T8执行,以及活动A7可以由填充单元P1-P3执行。
因此,每个配方可以被构造成一组配料和一系列配方活动,其中任何配方活动可以与一个或多个特性相关联。
图6A是根据一个实施方案的调度过程600的流程图。过程600包括用于获得输入数据的一组数据收集步骤601-603。步骤601获得针对要在生产工厂中生产和包装的多种乳制品的目标生产数据(图4中的“生产目标”400),并且步骤602获得针对要根据生产目标400生产的乳制品的乳制品配方(图4中的401)。步骤603获得上述生产单元数据(图4中的402)。步骤601-603中的任何一个都可以涉及经由用户界面(参见图10中的1006)指示操作员将输入数据手动输入和/或从数据库中选择输入数据。还可想到,步骤601-603中的任何一个都自动地从数据库中检索输入数据。例如,步骤602和603可以基于操作员输入/选择的生产目标400从数据库中自动检索配方401,并且基于配方401自动地检索生产单元数据402。
过程600还包括处理步骤604-605,其可以由图4中的组合框410和评估框420实现。步骤604根据配方401和生产单元数据402生成配方活动的候选时间调度表,该配方活动由现有PU的一种或多种组合执行以实现或达到生产目标400。步骤605评估候选时间调度表以选择至少一个提议的时间调度表。最后,步骤606输出由步骤605选择的提议的时间调度表。步骤604-606可以视作表示对生产工厂中包装乳制品的生产进行的模拟,以确定实现生产目标400的至少一个提议的时间调度表。
如果生产目标400包括生产调度表,则步骤604还可以通过确保相应的乳制品包装按照生产调度表来生产,在生成候选时间调度表时考虑生产调度表。此外,过程600可以包括获得配料输送调度表的步骤(图4中的403),并且步骤604可以通过使配方活动的定时适应于配料的可用性,在生成候选时间调度表时考虑配料输送调度表403。
调度过程600,当由计算机设备实现时,提供一种模拟工具,该模拟工具能够对现有生产工厂满足生产目标的能力进行系统分析,并输出满足或最接近生产目标的一个或多个提议的时间调度表。该工具将极大地便于在生产工厂中调度生产的任务并且还可以使得显著改善时间调度,例如,在将步骤604-605实现为迭代优化过程时,该迭代优化过程被配置为根据一个或多个评估约束找到最佳时间调度表。
图6B是根据另一实施方案,图6A中的步骤604-605的流程图。步骤604A-604C对应于图6A中的步骤604。步骤604A识别用于执行配方活动的可用PU,例如,通过将配方401的配方活动与现有PU的单元活动比较来进行。步骤604A由此可以包括与单元活动相关联的任何现有PU,该单元活动与用于执行配方活动的一组(可用组)可用PU中的配方活动匹配。步骤604B基于可用流体路径和与可用集合中的相应PU相关联的生产能力来分配现有PU的组合。为了执行分配,步骤604B可以基于要根据生产目标400生产的产品和体积,以及生产调度表(如果指定),通过质量平衡来对相应PU的所需生产能力进行逆向计算。步骤604C为分配的PU组合生成一个或多个候选时间调度表以达到生产目标,并且步骤605评估候选时间调度表。如图6B所示,该过程然后可以返回到步骤604B以基于步骤605中的评估结果来分配现有PU的新组合。由此,可以基于一个或多个先前分配的现有PU组合的结果,以及针对此类组合生成的相应的候选时间调度表,对步骤604B进行调整。这种迭代方法允许调度过程系统地搜索最佳时间调度表。
在一个实施方案中,步骤604C考虑了在生成候选时间调度表时清洁PU和/或流体导管的需要。如上所述,在用于生产乳制品的工厂中,间歇性清洁是强制性的,而清洁单元(CIP)的使用(access)通常是时间调度的瓶颈。调度过程600因此可以包括获得清洁单元数据的步骤,该清洁单元数据指定了工厂中的至少一个CIP和现有PU之间的流体路径,以及每个现有PU的清洁活动,从而允许步骤604C以根据清洁单元数据生成候选时间调度表。清洁单元数据可以至少部分地由步骤603获得,其程度是清洁活动由包括在生产单元数据402中的规则定义,如上面参考图4所例示的那样。替代地或附加地,清洁单元数据的至少一部分可以在进一步的数据收集步骤(未示出)中获得。
通常,步骤604/604C可以在生成时间调度表时考虑包括在生产单元数据402中的规则。举个例子,考虑到规定在每次处理某种乳制品或中间产品之后必须清洁PU的清洁规则,除非接下来要处理同一乳制品或中间产品,否则应根据默认清洁规则(例如,如上所述的“短期CIP”和/或“完整CIP”)清洁PU。图7A-7B示出了由三个生产单元PU1、PU2、PU3执行的用于生产第一和第二(不同)乳制品的配方活动A10、A20、A30的定时。用于生产第一和第二乳制品而执行的配方活动分别用下标1和2区分。第一乳制品可以是酸奶,并且第二乳制品可以是标准乳。在示出的示例中,生产单元PU2、PU3与清洁规则相关联,该清洁规则要求在每次完成用于生产第一乳制品的配方活动之后进行清洁,而没有为第二乳制品的生产定义这种清洁规则。图7A示出了在相应的生产单元PU1-PU3中在第二乳制品之前处理第一乳制品时配方活动的顺序。如图所示,PU2和PU3需要进行清洁活动,以CA表示。此外,在等待要完成的PU2中的第二乳制品的处理时,PU3将具有由W指示的空闲或等待时段。图7B示出了在第一乳制品之前处理第二乳制品时配方活动的定时。明显地,不存在清洁活动使得能够更好地利用生产单元PU1-PU3,并且还减少了工厂中清洁单元的利用。
从图7A-7B可以理解,步骤604/604C可以通过改变向一个或多个PU供应乳制品或相应的中间产品的顺序来生成PU组合的不同时间调度表。
如根据图6B所理解的,还可想到,通过步骤604B来改变PU的组合,以使得能够生成另外的候选时间调度表。考虑图8A中的示例,其示出了配方活动A10、A20的定时,该配方活动A10、A20由两个生产单元PU1、PU2执行以生产第一和第二乳制品。如图所示,PU2在等待要完成的PU1中的第二乳制品的处理的同时将具有空闲时段,在图8A中由W表示。在图8B中,PU1已被PU3取代,该PU3能够执行与PU1相同的配方活动(A10),但具有比其高的生产能力。由此,消除了空闲时段W。在图8C中,图8A的PU1由PU4补充,该PU4能够执行与PU1相同的配方活动(A10)并且具有与其相同的生产能力。如图所示,PU4允许第一乳制品和第二乳制品的并行处理,并且消除了闲置时段W。
如根据图8A-8C所理解的,步骤604B可以使步骤604C能够通过改变PU的组合(例如通过添加PU以增加能够执行配方活动的PU的数量和/或通过用具有不同生产能力的相应PU替换PU)来生成不同的候选时间调度表。
还可想到的是,步骤604B添加用于中间存储的一个或多个PU(罐),即使此类中间存储不包括在配方中,例如以实现下游PU中的连续处理或流体导管和PU在配方之间的共享。通过将图5中的酸奶配方500与图3B中的材料流进行比较看到一个示例,其中将处理过的乳临时存储在罐T2中。
图6A-6B中的评估步骤605可以评估候选时间调度表,以实现至少一个评估约束(参见图4)。评估约束可以作为数据收集步骤601-603的一部分而获得,或者可以被预先定义并存储在存储器中(参见图10中的1003)。在一个实施方案中,评估约束定义了达到生产目标所需的最大生产时间、最大生产成本和最大人工成本中的至少一项。因此,步骤605可以计算表示相应候选时间调度表的任何评估约束的参数值,并将该参数值与评估约束进行比较。如果生产时间和/或生产成本和/或人工成本超过评估约束,则步骤605可以丢弃候选时间调度表。可以基于在时间调度表期间安装PU和/或重新布置流体导管所需的体力劳动量来计算人工成本。可以计算生产成本以表示时间调度表期间内至少一个公用事业(包括水、能源、蒸汽、冷却液和清洁剂中的一种或多种)的消耗。
步骤605还可以对候选时间调度表或发现满足评估约束的至少候选时间调度表进行正演计算,以在给定配料和输送调度表(如果指定)的情况下,验证是否确实满足了生产目标。
通常,执行步骤604-605以找到一个或多个时间调度表,其具有工厂中现有PU的高时间利用率、很少和/或短期的闲置时段、很少的产品更换以及很少和/或短期的清洁活动。可以通过步骤606输出任何此类时间调度表。此外,步骤606可以输出为每个时间调度表计算的其他度量,例如总生产时间、CIP利用率、瓶颈的图形表示、生产成本、人工成本等。
图9以甘特图的形式示出了提议的时间调度表的一部分,该提议的时间调度表由调度过程600生成和输出,用于在图2的工厂10中生产包含标准乳、酸奶和巧克力乳(以及其他包装乳制品)的包装。图3A-3C中的材料流对应于图9的时间调度表。细线表示PU的使用期限,而粗线表示清洁活动。此外,对于罐,绘制细线以表示相应罐内的流体体积随时间的变化。仅仅提供对应于时间点t0-t20的虚线垂直线以通过指示各种活动的开始和结束来促进对甘特图的理解。如图所示,制定了时间调度表以使工厂内的活动同步。还可以看到,清洁活动不会重叠,因为工厂中只有一个CIP。在图9的顶部,DEL表示乳被输送到工厂的时间段。时间调度表的所示部分主要表示根据图3A和3C的标准乳和巧克力乳的生产,尽管罐T2的填充和排空是根据图3B的酸奶生产的一部分。
可想到的是修改调度过程600,以便使得当在步骤604中生成时间调度表时,能够用新的PU来更新生产工厂。由此,可以控制调度过程以提议时间调度表,该时间调度表相比基于现有生产设备的可行时间调度表被进一步改进。该功能可以通过用户选择激活,或者自动地激活,例如每当评估605未能确定可接受的时间调度表时,例如当所有候选时间调度表均未满足评估约束时进行所述激活。
在一个这样的实施方案中,调度过程600获得(例如,作为步骤603的一部分)可以添加到生产工厂的可选PU的附加生产单元数据,其中该附加生产单元数据将每个可选PU与一个或多个单元活动和生产能力相关联。步骤604被修改以生成时间调度表,以包括由与现有PU流体连通的提议的布置中的一个或多个可选PU执行的配方活动。换句话说,允许步骤604/604B形成PU的组合以包括一个或多个可选PU。关于图6B中的实施方案,可以将步骤604A修改为在可用PU之中,除了现有PU之外,还包括可选PU。
可考虑进一步修改调度过程600,以便说明向工厂添加一个或多个PU的投资成本。在一个这样的实施方案中,调度过程600获得(例如,作为步骤603的一部分)将每个可选PU与成本指数相关联的成本指数数据。可以进一步修改调度过程600,以基于成本指数数据为包括由一个或多个可选PU执行的配方活动的每个时间调度表计算投资成本指数。可以通过步骤605将投资成本指数,连同包括可选PU的任何选择的时间调度表一起输出。还可想到,时间调度表是通过步骤604生成的,使得投资成本指数低于阈值。例如,当分配PU的组合时,投资成本指数可以用作步骤604B的约束。由此,防止了步骤604B分配产生高于阈值的投资成本指数的任何组合。阈值可以是预定义的,或者由用户输入。
在进一步的变形中,调度方法600允许用户(例如通过经由用户界面的选择)来定义可以被添加到工厂的一个或多个可选PU,以及可选地提议的布置,即,这些可选PU应该在何处以及如何被添加到工厂中。在又一个变形中,调度方法600允许用户(例如通过经由用户界面的选择)来定义应该被添加到现有工厂的一个或多个可选PU,以及可选地提议的布置。在这些变形中,用户因此可以对添加到现有工厂的可选PU施加限制。调度方法600由此允许用户测试现有工厂的不同修改对所得时间调度表的影响,以获得对现有工厂以及如何对其进行修改的更好的理解。
图10是根据前文所述的任何实施方案和变形的用于执行调度过程的计算机设备1000的示例结构的框图。在所示的示例中,设备1000包括控制电路或控制单元1001和存储器1003。控制电路1001负责设备1000的整体操作,并且可以包括任何商业上可用的处理设备1002,例如CPU(“中央处理单元”)、DSP(“数字信号处理器”)、微处理器或其他电子可编程逻辑设备,或其组合。控制电路1001可以使用启用硬件功能的指令来实现,例如可以存储在存储器1003上的可执行计算机程序指令1004。处理设备1002可以被配置为从存储器1002读取指令1004,并执行这些指令以控制设备1000的操作,例如以执行本文所述的任何方法。程序指令1004可以在计算机可读介质上被提供给设备1000,该计算机可读介质可以是有形的(非暂时性)产品(例如,磁性介质、光盘、只读存储器、闪存等)或暂时性的产品,例如传播信号。
存储器1003可以是例如缓存、闪存、硬盘驱动器、可移动介质、易失性存储器、非易失性存储器、随机存取存储器(RAM)或其他合适的设备中的一个或多个。在典型的布置中,存储器1003包括用于长期数据存储的非易失性存储器和用作控制电路1001的系统存储器的易失性存储器。如图10所示,存储器1003还可以存储由控制电路1001(例如配方401、生产单元数据402等)使用的数据1005。存储器1003可以通过数据总线与控制电路1001交换数据。在存储器1003和控制电路1001之间还可以存在伴随的控制线和地址总线。在一种变形中,存储器1003至少部分地位于控制电路1001内。
设备1000还包括用于向用户提供信息或指令和/或从该用户接收指令的用户界面(UI)1006。例如,设备1000可以经由UI 1006向用户呈现提议的时间调度表430以及任何相关联的度量。设备1000还可以经由UI 1006从用户获得输入数据,例如作为步骤601-603中任一步骤的一部分。UI 1006可以例如包括显示器、按钮、小键盘、触摸板、触摸面板、指示灯、麦克风、扬声器等或其任意组合。
在所示的示例中,设备1000还包括用于通过有线或无线方式(例如,通过网络)将设备1000可操作地连接至外部设备的一个或多个通信接口1007。在一个示例中,设备1000可以从外部设备检索数据,例如配方401、生产单元数据402等。在另一个示例中,设备1000可以将提议的时间调度表430和其他输出数据发送到外部设备。
- 通过模拟在现有生产工厂中对包装乳制品的生产的调度
- 一种石膏在模铸生产家具及代木包装制品中的应用