用于对带形材料覆层的真空覆层设备和方法
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及一种根据权利要求1的前序部分的真空覆层设备和一种根据权利要求8的前序部分的用于对带形材料覆层的方法。
背景技术
在钢带的制造中,在热轧和冷轧时都造成带材在长度上的宽度变化。这是由所谓的“宽展”所引起,所述宽展由于轧制道次引起轧制带材的宽度增加数毫米。在钢带长度上的不同的宽展通常会归因于用以加工钢带的设备之内的牵伸力波动。
在轧制钢带时的另一问题是,通过轧制工艺会形成因横截面上不同的延长引起的边缘或中心波纹。
在制造例如呈钢带形式的带形材料时,根据现有技术已知,该带形材料的表面被镀锌。这能够通过真空蒸镀工艺进行,即例如从DE 30 35 000 A1,DE 195 27 515 C1或DE197 35 603 C1中已知。该真空蒸镀工艺还包括例如在DE 10 2009 053 367 A1中阐述的所谓的PVD技术。
在上述真空蒸镀工艺中,在真空中进行带形材料的覆层,其中带形材料通过隔离部和/或隔板元件的系统输送给存在或产生真空的腔室等。在该腔室中产生的真空相对于环境的密封通常经由隔板元件形式的密封机构来进行,这例如在WO 2008/049523 A1中与带隔离部相结合地描述。根据EP 1 004 369 B1,这种密封也能够通过具有多个辊子的隔离部来实现,其中至少一个辊子相对于至少另外两个辊子错开地设置,并且能够借助其与这两个另外的辊子的距离来调节,以便实现对于在这些辊子之间穿引移动的带形材料的密封。
如果带形材料根据真空蒸镀工艺原理覆层,则真空相对于环境的密封非常重要。为此目的,其中实现带形材料覆层的真空腔室在入口侧和出口侧处分别具有隔离部。如果带形材料在其带长度上会具有通过上游的热处理工艺形成的平坦度误差,则这可能在真空腔室的隔离部的区域中或者导致磨损提高或者甚至导致真空破坏,由此干扰在真空中的覆层工艺。附加地,真空室之内的这种平坦度误差造成待覆层的带形材料的表面和覆层和清洁模块之间的间距的变化,由此同样损害真空覆层工艺。
发明内容
相应地,本发明所基于的目的是,借助简单的手段在真空中优化对带形材料的覆层并且为此实现更好的工艺可靠性。
所述目的通过根据权利要求1的真空覆层设备和通过具有权利要求8中说明的特征的方法来实现。在从属权利要求中限定本发明的有利的改进形式。
根据本发明的真空覆层设备用于对尤其由金属构成的带形材料覆层并且包括具有尤其辊子形式的输送机构的运送部段,带形材料能够在所述辊子上沿输送方向移动;覆层腔室,在所述覆层腔室中能够产生真空,其中覆层腔室具有入口区域和出口区域并且由此能够由带形材料沿着运送部段或在运送部段上沿输送方向穿行。在带形材料的输送方向上观察将至少一个平坦度优化装置设置在覆层腔室的上游,带形材料能够穿过所述平坦度优化装置,以便为此产生期望的平坦度。
以相同的方式,本发明还提出一种用于对尤其由金属构成的带形材料覆层的方法,其中带形材料在运送部段之上沿输送方向移动并且在施加真空的覆层腔室之内被真空覆层。在此,带形材料在带形材料的输送方向上观察在覆层腔室的上游在其平坦度方面通过平坦度优化装置来优化。这尤其通过平坦度优化装置来进行,所述平坦度优化装置能够具有平整机组装置、弯曲矫直装置(例如呈多滚轮矫直机形式)、拉伸矫直器和/或拉伸/弯曲矫直装置。
本发明基于如下主要知识,带形材料在其进入真空覆层设备的置于真空中的覆层腔室中之前在其平坦度方面被优化。为了该目的,带形材料在如下区域中穿行平坦度优化装置,使得借此在带形材料表面处调节期望的平坦度并且在任何情况下都消除可能的平坦度误差,其中所述区域在带形材料的输送方向上观察处于真空覆层设备的覆层腔室上游。由此,具有在其表面处优化的平坦度的带形材料随后进入置于真空中的覆层腔室中。带形材料表面处的优化的平坦度在穿行覆层腔室的入口区域和出口区域和设置在那里的隔离部时在所需的真空密封方面起有利作用。
关于平坦度优化装置,在此需要特别地指出,所述平坦度优化装置根据本发明能够具有例如呈多滚轮矫直机、拉伸矫直器、这两个装置的组合形式的弯曲矫直装置、拉伸/弯曲矫直装置和/或平整机组装置。
在本发明的有利的改进形式中能够借助于平坦度优化装置在带形材料表面处不仅调节所需的平坦度,而且也调节预设的粗糙度。尤其能够是平坦度优化装置的组成部分的平整机组装置适合于该目的。
在本发明的有利的改进形式中,借助于平坦度优化装置对于带形材料实现在0.15%至12%的范围中的带延长,即带在其纵向延伸上的延长。尤其使用能够是平坦度优化装置的组成部分的拉伸/弯曲矫直装置的使用适合于该目的。结果,通过这种带延长,对于带形材料实现对厚度公差进行精细调节,这尤其在加工热轧带时是有利的。
除了提到的0.15%之外,这种带延长的可能的下限还能够是如下值:0.2%,0.25%,0.3%,0.35%,0.4%,0.45%,0.5%,0.55%,0.6%,0.65%,0.7%,0.75%,0.8%,0.85%,0.9%,0.95%,1.0%,1.05%,1.1%,1.15%,1.2%,1.25%,1.3%,1.35%,1.4%,1.45%,1.5%,1.65%,1.7%,1.75%,1.8%,1.85%,1.9%,2.0%,2.05%,2.1%,2.15%,2.2%,2.25%,2.3%,2.35%,2.4%,2.45%,2.5%,2.55%,2.6%,2.65%,2.7%,2.75%,2.8%,2.85%,2.9%,2.95%,3.0%,3.05%等。直至11%的其他的下限是可行的,其中各0.05%的中间值是可行的,如这上面直至3.05%的极限所示例性提到的那样。
除了提到的12%之外,这种带延长的可能的上限还能够是如下值:11.95%,11.9%,11.85%,11.8%,11.75%,11.7%11.65%,11.6%,11.55%,11.5%,11.45%,11.4%,11.35%,11.3%,11.25%,11.2%,11.15%,11.1%,11.05%,11.0%,10.95%,10.9%,10.85%,10.8%,10.75%,10.7%,10.65%,10.6%,10.55%,10.5%,10.45%,10.4%,10.35%,10.3%,10.25%,10.2%,10.15%,10.1%,10.05%,10.0%,9.95%,9.9%,9.85%,9.8%,9.75%,9.7%,9.65%,9.6%,9.55%,9.5%,9.45%,9.4%,9.35%,9.3%,9.25%,9.2%,9.15%,9.1%,9.0%,8.95%等。直至1%%的其他的上限是可行的,其中各0.05%的中间值是可行的,如这上面直至8.95%的极限所示例性提到的那样。
借助本发明能够有利地在真空中实现带形材料的覆层,所述带形材料由钢带构成并且具有至少10%马氏体的结构份额。这种钢带还能够包含0.1-0.4%的碳、0.5-2.0%的硅和/或1.5-3.0%的锰。这种钢能够作为“双相钢”(DP)、“复相钢”(CP)、“淬火配分钢”(Q&P)或“马氏体钢”(MS)存在,所述钢分别具有不同含量的马氏体(具有至少10%)。
附图说明
下面,根据示意简化的附图详细描述本发明的优选的实施方式。其示出:
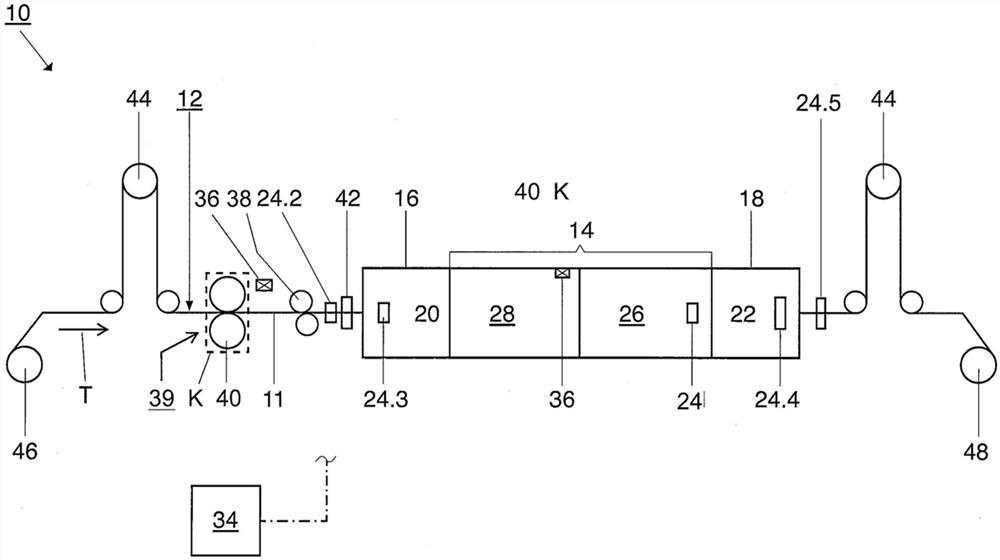
图1示出根据本发明的真空覆层设备的示意简化的侧视图,借助所述真空覆层设备也能够执行根据本发明的方法,和
图2示出拉伸/弯曲矫直装置的示意简化的侧视图,所述拉伸/弯曲矫直装置是图1的真空覆层设备的一部分。
具体实施方式
本发明提出一种真空覆层设备10,借助所述真空覆层设备能够使带形材料11在其至少一侧处、优选在两侧(上侧和下侧)设有覆层。相应地,也能够借助这种真空覆层设备10执行方法,以便尤其对带形材料11覆层。附图的两个图中的相同特征分别设有相同的附图标记。关于此点特别地指出,附图仅是简化的并且尤其未按尺寸比例示出。
带形材料11能够由金属构成,尤其由钢或优质钢或其相应的合金构成。此外需要指出,借助真空设备10覆层的带形材料11能够为热轧带或冷轧带。
下面,详细阐述真空覆层设备10、其各个部件和其工作方式:
真空覆层设备10包括具有(未示出的)输送机构的运送部段12,所述输送机构例如呈辊子形式,带形材料在所述辊子上沿输送方向T运动。在此,带形材料11在运送部段12的进入口处从第一绞盘装置46开卷,其中带形材料11在执行期望的覆层之后或在期望的覆层结束之后在运送部段12的离开口处再次由第二绞盘装置48缠绕。紧接在第一绞盘装置46之后并且在第二绞盘装置48之前能够设有(带)存储器44,借助所述存储器或在所述存储器中能够存储带形材料11。在运送部段12之内,带形材料11沿运动方向T运动或输送,即从第一绞盘装置46朝第二绞盘装置48的方向运动或输送。
覆层腔室14沿着运送部段12设置,带形材料11移动经过所述覆层腔室。为了该目的,覆层腔室14具有入口区域16和出口区域18,其中在入口区域16中设有进入隔离部20并且在出口区域18中设有离开隔离部22。在覆层腔室14中产生真空。在此,在带形材料11同时沿着运送部段12运动和运动穿过这两个隔离部20、22时,进入隔离部20和离开隔离部22确保该真空相对于外部环境适当地密封。
覆层腔室14多件式地构成并且具有覆层部分26和清洁部分28。如上面已经阐述的那样,所述部分26和28二者置于真空中。在覆层部分26中对带形材料11或者在带形材料的一侧或在其两侧上进行真正的覆层,例如根据“PVD”(=physical vapor deposition物理气相沉积)原理进行。
在覆层腔室14之内能够设置有至少一个带方位调节装置24,例如设置在覆层部分26之内,如在图1中示出。补充地或替选地可行的是,这种带方位调节装置24设置在清洁部分28中。
真空覆层设备10包括控制装置(在图1中仅简化地通过附图标记为“34”的方框符号示出),所述控制装置与至少一个位置传感器36处于信号连接(有线连接,或例如经由无线电路径的无线连接等)。为了确定带形材料11在运送部段12上尤其关于其中间区域的位置,所述位置传感器36能够设置在覆层腔室14中。
借助于带方位调节装置24可行的是,调节或对准带形材料11关于运送部段12的中间的位置。这通过如下方式进行,带形材料11在运送部段12上的位置通过覆层腔室14之内的位置传感器36检测,其中随后在需要时通过控制装置34操控带方位调节装置24的(未示出的)执行机构,以便关于运送部段12的中间并且垂直于输送方向T对准带形材料11。相应地,带形材料11能够总是最佳地定位在置于真空中的覆层腔室14之内,使得例如防止在带形材料11沿着运送部段12移动期间带形材料11与覆层腔室14或覆层部分26的侧壁“碰撞”或碰触。
此外能够使得在进入隔离部20之内和/或在离开隔离部22之内设有其他的带方位调节装置24.3、24.4。同样可行的是,在带形材料11的输送方向T上观察,将另一带方位调节装置24.2设置在进入隔离部20的上游,和/或在带形材料11的输送方向T上观察,另一带方位调节装置24.5设置在离开隔离部22的下游。
在带形材料11的输送方向T上观察,能够将另一化学清洁装置42设置在进入隔离部20的上游,所述另一化学清洁装置在进入覆层腔室14中之前被带形材料11穿行。由此,在带形材料在清洁部分28中(在真空中)经受精细清洁之前,带形材料11的表面被初步地净化或清洁。
真空覆层设备10包括至少一个平坦度优化装置39,所述平坦度优化装置具有平整机组装置40并且在带形材料11的输送方向T上观察设置在进入隔离部20的上游。带形材料11在其随后进入覆层腔室14中之前穿行平整机组装置40。通过与平整机组装置40的辊子接触,将带形材料11的表面的平坦度设定于期望值,其中同时消除带形材料11的表面上的可能的平坦度误差。
图2示出拉伸/弯曲矫直装置41的简化侧视图,补充于或替选于所提出的平整机组装置40,所述拉伸/弯曲矫直装置根据本发明的另一实施方式能够是平坦度优化装置39的组成部分。通过图1中的附图标记“K”和相关联的虚线的矩形简化象征性地表示,平坦度优化装置39也能够是紧凑单元,所述紧凑单元包括平整机组装置40和拉伸/弯曲矫直装置41。
借助于在图2中通过相应的竖直箭头符号表示的拉伸/弯曲矫直装置41和其辊子的靠放,能够进一步改善带形材料11在其表面处的平坦度,并且必要时也实现带延长,即带形材料11在其纵向方向上的延长。为了该目的,邻接于拉伸/弯曲矫直装置41能够设有滚轮R,围绕所述滚轮缠绕地引导带形材料11,其中借助于所述滚轮R能够将有针对性的带张力施加到带形材料11上。为此例如能够例如平移水平地移动相应设置在外的滚轮R,这在图2中通过相应的水平双箭头标识。
真空覆层设备10包括至少一个切边机38,其在带形材料11的输送方向T上看处于覆层腔室14的进入开口20的上游。与其邻接地,设有至少一个另外的位置传感器36,借助所述位置传感器能够确定带形材料11在运送部段12上在覆层腔室14上游的区域中进而还有在切边机38的区域中的位置。所述位置传感器36同样与控制装置34信号连接。相应地,借助于控制装置34可行的是,切边机38根据位置传感器36的信号被操作或采取动作。
控制装置34一方和位置传感器36、带方位调节装置24和切边机38另一方之间的信号连接在图1中简化地通过点划线符号表示。
切边机38用于如下目的,或者在带形材料的一个带棱边处,或者选择性地在两个带棱边处(即在带形材料11的左侧和右侧的侧边缘处)被切边,即在那里通过切割变得更窄并且由此减小带形材料11垂直于输送方向T的宽度。如果通过位置传感器36识别到带形材料11的宽度与预设的理论值有偏差并且例如由于宽展而过大,则在真空覆层设备10运行时并且在带形材料11沿着运送部段12相应地移动时操作切边机38。通过切边实现,带形材料11在进入隔离部20上游的区域中进而在进入覆层腔室14中之前获得在其长度之上相同的宽度,其中该宽度也最佳地匹配于进入隔离部20的宽度。
通过将带形材料11引导穿过覆层腔室14,至少在带形材料11的一个表面上、优选在其两个表面上施加覆层,例如锌层。所述覆层能够在覆层部分26之内根据PVD原理进行。在带形材料11的至少一个表面设有覆层、例如设有锌层之后,如所阐述的那样,由第二绞盘装置12再次缠绕带形材料11。
因此,借助本发明成功实现仅在低温下将覆层施加到带形材料11的一个表面或多个表面上,而不改变或损害带形材料11的材料特性。这当带形材料为尤其热轧带形式的钢带时是尤其有利的,所述钢带具有至少10%马氏体的结构份额。
附图标记列表
10 真空覆层设备
11 带形材料
12 运送部段
14 覆层腔室
16 入口区域
18 出口区域
20 进入隔离部
22 离开隔离部
24 带方位调节装置
24.2 带方位调节装置
24.3 带方位调节装置
24.4 带方位调节装置
26 覆层部分
28 清洁部分
34 控制装置
36 位置传感器
38 切边机
39 平坦度优化装置
40 平整机组装置
41 拉伸/弯曲矫直装置
42 化学清洁装置
44 存储器
46 第一绞盘装置(进入口)
48 第二绞盘装置(离开口)
K 紧凑单元(=平整机组装置40+拉伸/弯曲矫直装置41)
R (用于产生带张力的)滚轮
T (带形材料11的)输送方向
- 用于对带形材料覆层的真空覆层设备和方法
- 用于对带形材料覆层的真空覆层设备和方法