一种焊接步进电机
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及一种电机,尤其是涉及一种焊接步进电机。
背景技术
现有焊接步进电机结构,经过检索,中国专利公开号CN208063032U,公开了一种提高电机定转子的同心度方法,但是制作过程比较繁琐,焊接后应力变化还是影响同心度要求;焊接步进电机基本包括定子部件、转子部件、前端盖、后端盖、前轴承、后轴承、后内衬套;其中转子部件在定子部件内部中,转子部件的转轴两端分别于前轴承和后轴承连接,前轴承跟前端盖压装后并在接触处增加胶水固定,后轴承和内衬套压装后并在接触处增加胶水固定,内衬套部件和后端盖压装后并加胶水固定连接,把定子部件和前后端盖组件通过同心工装穿起固定后在定子部件和端盖接触处做焊接,这样就形成一个整体定子部件,由于没有支撑点焊接后通常会产生应力变化,在冷却后会造成前后端盖内孔不同心现象,导致同心工装拔出困难,会造成安装时配合尺寸问题,引起前后端盖跟定子不同心问题,导致电机气隙不均匀、定位力矩变大,严重时造成转子部件擦碰的现象,采用此结构设计存在质量隐患,另一种设计方法为气隙放大到0.055~0.08mm时降低电机定位力矩变大和转子部件擦碰定子的问题,由于改变气隙导致电机的输出力矩降低明显,失去电机应有的性能指标,现在很多应用对电机输出性能要求提高,目前状态存在不能满足很多应用中电机输出大力矩要求。
发明内容
本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种焊接步进电机。
本发明的目的可以通过以下技术方案来实现:
一种焊接步进电机,包括定子部件、转子部件、前端盖组件、后端盖组件、前轴承、后轴承和弹性垫圈,所述的转子部件穿于定子部件内部,所述的转子部件的前端依次安装前轴承和前端盖组件,所述的转子部件的另一端依次安装后轴承、弹性垫圈和后端盖组件,所述的前端盖组件设有用于定子部件内孔定位的前止口套,所述的后端盖组件设有用于定子部件内孔定位的后止口套;
所述的前轴承置于前止口套中后,所述的前止口套与定子部件的内孔定位连接;所述的后轴承置于后止口套中后,所述的后止口套与定子部件的内孔定位连接。
优选地,所述的前端盖组件还包括前端盖本体和安装板,所述的前止口套和前端盖本体分别压装在安装板上。
优选地,所述的安装板设有用于前止口套固定的第一卡环。
优选地,所述的安装板还设有用于前端盖本体固定的安装柱。
优选地,所述的后端盖组件还包括后端盖本体,所述的后止口套压装在后端盖本体上。
优选地,所述的后端盖本体设有用于后止口套固定的第二卡环。
优选地,所述的前止口套和后止口套均为采用铝制材料加工而成的零件。
优选地,所述的前止口套和后止口套均为采用注塑材料加工而成的零件。
与现有技术相比,本发明具有以下优点:
1、本发明在前(后)端盖和定子连接位置增加前(后)止口套,将电机定位更牢靠,对焊接时取消辅助同心度工装,工艺要求更简单,
2、使定子部件跟转子部件的同心度一致性提高,可以把电机的气隙变小将电机输出力矩提高;
3、电机在装配中取消使用胶水工艺,让工艺更简单。电机的同心度提高,定位力矩变小。
4、由于导热较好,跟定子部件连接固定时电机发热可以很好传导至外部连接处,降低电机温升。
5、对装配时工艺要求降低,同时电机的不良产品降低;结构更简单。
6、提升了焊接电机组装配合尺寸精度,防止电机运行过程中出现的擦碰现象,实现让电机品质提升。
附图说明
图1为本发明结构示意图;
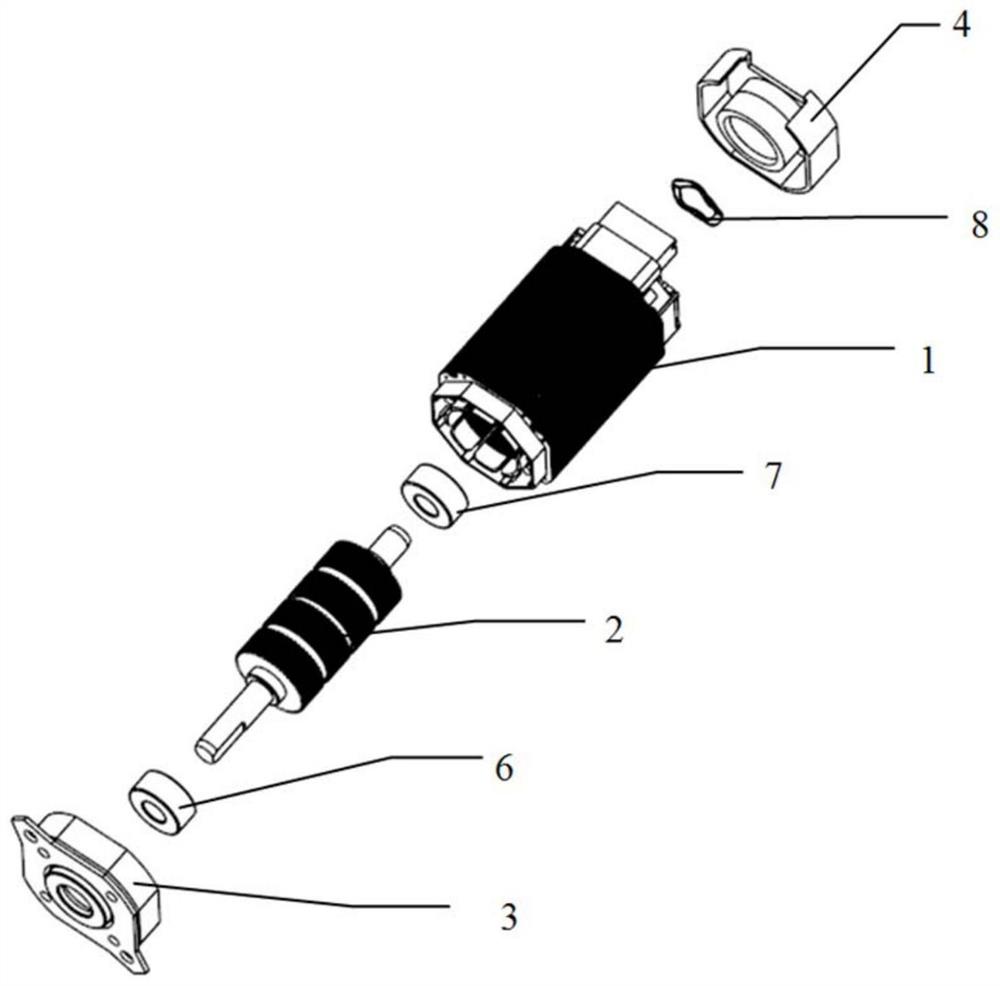
图2为本发明爆炸结构示意图;
图3为本发明剖视结构示意图;
图4为本发明前端盖组件结构示意图;
图5为本发明前端盖组件分解结构示意图;
图6为本发明后端盖组件结构示意图;
图7为本发明后端盖组件分解结构示意图;
其中1为定子部件、2为转子部件、3为前端盖组件、4为后端盖组件、6为前轴承、7为后轴承、8为弹性垫圈;31为前止口套、32为前端盖本体、33为安装板、331为第一卡环、332为安装柱;41为后止口套、42为后端盖本体,421为第二卡环。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应属于本发明保护的范围。
如图1-3所示,一种焊接步进电机,包括定子部件1、转子部件2、前端盖组件3、后端盖组件4、前轴承6和后轴承7,所述的转子部件2穿于定子部件1内部,所述的转子部件2的前端依次安装前轴承6和前端盖组件3,所述的转子部件2的另一端依次安装后轴承7和后端盖组件4,所述的前端盖组件3设有用于定子部件1内孔定位的前止口套31,所述的后端盖组件4设有用于定子部件1内孔定位的后止口套41。
如图4-5所示,所述的前端盖组件3还包括前端盖本体32和安装板33,所述的前止口套31和前端盖本体32分别压装在安装板33上。
所述的安装板33设有用于前止口套31固定的第一卡环331。所述的第一卡环331四周设有用于前端盖本体32固定的安装柱332。
所述的前轴承6置于前止口套31中后,所述的前止口套31与定子部件1的内孔定位连接。
如图6-7所示,所述的后端盖组件4还包括后端盖本体42,所述的后止口套41压装在后端盖本体42上。所述的后端盖本体42设有用于后止口套41固定的第二卡环421。
所述的后轴承7置于后止口套41中后,所述的后止口套41与定子部件1的内孔定位连接。
所述的前止口套31和后止口套41均为采用铝制材料加工而成的零件。或者所述的前止口套31和后止口套41均为采用注塑材料加工而成的零件。
本发明的工作原理如下:
本发明在前(后)端盖上增加前(后)止口套,将前(后)止口套用于定子组件内孔定位,将前(后)止口套跟前(后)端盖固定连接为前(后)端盖组件,将转子组件穿于定子组件内部,将前(后)轴承置于前(后)止口套中,将前(后)端盖组件跟定子组件配合组装,前(后)止口套跟前(后)端盖连接方式可以用零件加工方式压装或者直接注塑到前(后)端盖成为一体式前(后)端盖组件;本发明中通过前(后)止口套跟定子组件内孔连接定位时,保证了前(后)端盖组件跟定子组件的焊接时同心度不受影响。本发明可在不同焊接电机基座的结构中应用。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
- 一种焊接步进电机
- 一种汽车微型步进电机线圈全自动焊接机