一种皮雕软包生产用的自动涂胶设备
文献发布时间:2023-06-19 09:32:16
技术领域
本发明涉及皮雕软包生技术领域,具体为一种皮雕软包生产用的自动涂胶设备。
背景技术
近年来,皮革的发展也越来越块,而皮雕的材质一般选用质地细密坚韧,不易变形的天然皮革进创作,也有部分人造皮革,皮雕艺术及其艺术风格复古优美,一般在生产皮雕材质的产品时,板需要用到皮雕发泡机注射枪进行注射聚氨酯,然后再进行一系列的生产加工,通过冲压模具将方形板以及聚氨酯以及包边布冲压至一体,然后再利用涂胶机在皮雕软包板的侧壁涂胶,然后再利用侧边的包边布将皮雕软包板的侧壁包住,最后在将已经包边好的皮雕软包板放置抛光机器中进行抛光打磨。
但是现有的皮雕软包在进行皮雕板侧壁涂胶以及包边的过程中都是利用人工手持涂胶枪,分别将方形板的四个侧边进行涂胶,整个皮雕软包四个侧边的涂胶都是采用人工手工处理,这样不仅会增加劳动成本,而且生产效率低,自动化程度不高。
发明内容
解决的技术问题
鉴于现有技术存在的上述问题,本发明的一方面目的在于提供一种皮雕软包生产用的自动涂胶设备,旨在解决现有的皮雕软包在进行皮雕板侧壁涂胶以及包边的过程中都是利用人工手持涂胶枪,不仅会增加劳动成本,而且生产效率低的问题。
技术方案
针对现有技术中存在的上述技术问题,本发明的实施例提供了一种皮雕软包生产用的自动涂胶设备。
为解决上述技术问题,本发明的实施例采用的技术方案是:
一种皮雕软包生产用的自动涂胶设备,包括控制箱体,所述控制箱体的上方设有用于放置皮雕软包板的放置板,且控制箱体内设有变速传动机构以及驱动装置,所述变速传动机构被装配成能够将驱动装置匀速转动的动力转换成周期性变化转动的动力,并传递给旋转放置板,致使放置板以周期性变化的速度转动,且放置板为非圆多边形,放置板旁设有一个用于打胶的自动打胶机构,所述自动打胶机构包括涂胶枪,所述涂胶枪的枪嘴位于皮雕板侧边处,且放置板转动时,能够将带动自动打胶机构,始终沿着皮雕板侧壁滑动,且在所述涂胶枪由放置板边缘中间处移动至拐点处的过程中,放置板移动速度逐渐降低,涂胶枪由放置板拐点处移动至边缘中间处的过程中,放置板移动速度逐渐增加。
作为优选,所述变速传动机构包括从动传动机构以及主动传动机构,所述主动传动机构包括第三传动盘以及第四传动盘,所述从动传动机构包括第一传动盘以及第二传动盘,所述第三传动盘以及第四传动盘形成的锥面之间套接有传动带,且传动带的还套接在所述第一传动盘以及第二传动盘的锥面盘之间,且所述第一传动盘和第二传动盘以及第三传动盘和第四传动盘之间的间隙呈周期性变化。
作为优选,所述第三传动盘一侧的外壁上固定安装有第二传动轴,所述第二传动轴可沿着竖直方向上往复移动,所述第四传动盘活动安装在控制箱体内,所述第二传动轴的一端贯穿于所述第四传动盘;
所述第一传动盘活动安装在所述控制箱体内,且所述第一传动盘的轴杆贯穿延伸至控制箱体的外侧,且固定安装在所述放置板的中轴处,所述第一传动盘的中轴处固定安装有第一传动轴,所述第二传动盘一侧的外壁上固定安装有传动套筒,所述第一传动轴的一端贯穿于所述传动套筒,所述第二传动盘和所述传动套筒可沿着竖直方向上往复移动。
作为优选,所述主动传动机构和从动传动机构之间设有拨杆,且拨杆可在所述控制箱体内沿着竖直方向上移动,且所述传动套筒的外壁上开设有第一拨槽,所述第二传动轴的外壁上开设有第二拨槽,所述拨杆的两端分别套接在所述第一拨槽以及第二拨槽内,所述控制箱体内壁的底部活动安装有波纹块,所述波纹块的顶部设有波纹面,所述拨杆下方设置的轴杆的一端和所述波纹面滚动接触,拨杆只能竖直上下拨动,且第一传动盘以及第四传动盘的位置是固定,不能移动,只能旋转,波纹块是活动安装在控制箱体内部的,波纹块只能旋转,与驱动装置相对固定。
作为优选,所述第二传动轴的一端开设有矩形槽,所述驱动装置的输出端固定安装有与矩形槽相适配的矩形块,所述矩形块插接至所述矩形槽内,且矩形块可在所述矩形槽内相对滑动。
作为优选,所述驱动装置的输出轴上设置有齿轮组,且所述驱动装置通过所述齿轮组将匀速传动的动力传递至波纹块上,以带动波纹块匀速旋转。
作为优选,所述控制箱体一侧的外壁上固定安装有侧边柱,且所述控制箱体的上方设有下压板,所述下压板中轴处设置的轴杆活动安装在所述侧边柱上,且轴杆上活动套接有第一弹簧。
与现有技术相比,本发明的实施例所提供的皮雕软包生产用的自动涂胶设备,具有以下有益效果:
本发明通过在控制箱体内部设置变速传动机构,从而能够将驱动装置匀速转动的速度转换成周期性变速转动的速度,然后再传递给放置板,从而能够带动放置板以及放置板上面放置的皮雕板变速转动,而在放置托板转动的同时,能够带动控制箱体旁设置的滑动板向外移动,而在滑动板向外移动的过程中,由于滑动板以线性速度逐渐增大的向外移动,然后再以线性速度逐渐减少的回来,从而形成滑动板周期性速度增大或者减少,从而通过在控制箱体内部设置的变速传动机构,能够将放置板的旋转速度转换成周期性速度变化的旋转速度,从而能够适应滑动板的往复移动,使涂胶枪枪经过皮雕板侧壁的速度基本一致,从而能够使涂胶枪涂胶更加均匀,而且通过在滑动板上设置自动涂胶机构,从而在放置板旋转的同时,能够带动自动涂胶机构进行涂胶,而且在涂胶完毕后,自动涂胶机构能够自动断开,且回到初始位置,便于下次使用,整个涂胶过程不仅能够涂胶均匀,而且可自动涂胶,自动化程度高,不需要人工进行涂胶,降低劳动成本。
应当理解,前面的一般描述和以下详细描述都仅是示例性和说明性的,而不是用于限制本公开。
本申请文件提供本公开中描述的技术的各种实现或示例的概述,并不是所公开技术的全部范围或所有特征的全面公开。
附图说明
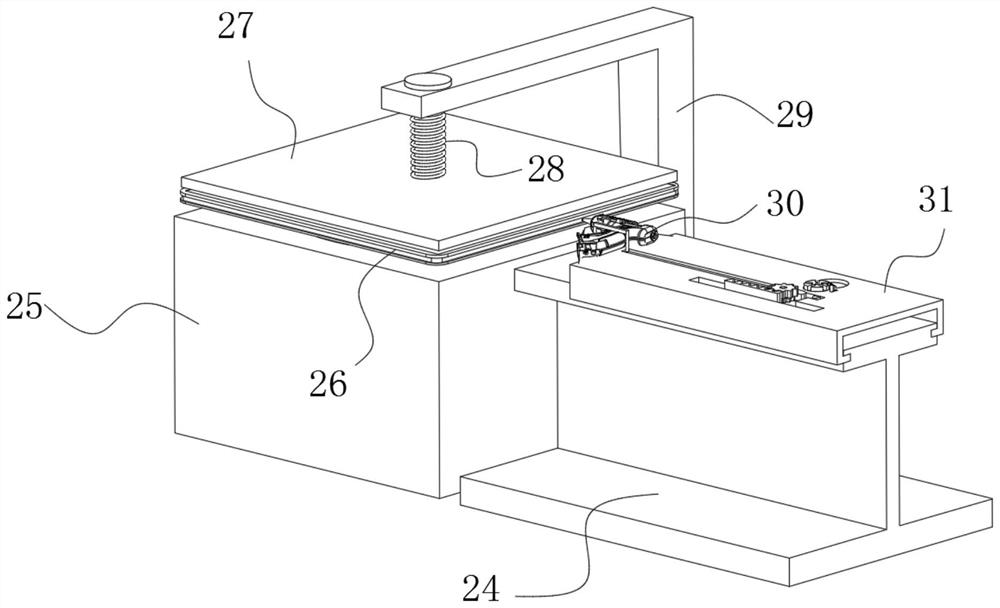
图1为本发明的结构示意图;
图2为本发明滑动板上具体的结构示意图;
图3为本发明中涂胶枪处于b点时的结构示意图;
图4为本发明A处放大结构示意图(涂胶枪处于b点时);
图5为本发明中滑动板以及基座之间的局部结构示意图;
图6为本发明中胶枪开闭机构的结构示意图;
图7为本发明中控制块的剖面结构示意图;
图8为本发明中,旋转组件以及旋转杆的结构示意图;
图9为本发明中变速传动机构的结构示意图;
图10为本发明中变速传动机构的爆炸结构示意图;
图11为本发明第二传动轴以及矩形槽的示意图;
图12为本发明滑动框架、第二楔形块、第三齿条以及第四齿条的结构示意图。
图中:24、基座;2401、滑动槽;25、控制箱体;26、放置板;27、下压板;28、第一弹簧;29、侧边柱;30、涂胶枪;31、滑动板;3101、滑轮; 32、第一齿条;33、第一齿轮;34、启动杆;35、控制块;3501、限位槽; 36、旋转盘;361、旋转槽;37、旋转杆;39、插接块;40、滑动框架;41、第二齿条;42、第二齿轮;43、第一楔形块;44、第二弹簧;45、挤压块; 46、第三齿条;47、第二楔形块;48、第四齿条;49、不完全齿轮;50、变速传动机构;51、传动带;52、从动传动机构;521、第一传动盘;522、第二传动盘;5211、第一传动轴;5221、传动套筒;5222、第一拨槽;53、拨杆;54、波纹块;55、齿轮组;56、主动传动机构;561、第三传动盘;562、第四传动盘;5611、第二传动轴;56111、矩形槽;5612、第二拨槽;57、驱动装置;571、矩形块;58、挡板;59、圆形柱。
具体实施方式
使得本公开实施例的目的、技术方案和优点更加清楚,下面将结合本公开实施例的附图,对本公开实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本公开的一部分实施例,而不是全部的实施例。基于所描述的本公开的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本公开保护的范围。
除非另外定义,本公开使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开中使用的“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,还可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
请参阅图1-12,本发明提供的一种皮雕软包生产用的自动涂胶设备,包括控制箱体25,且控制箱体25的一侧设有自动打胶机构,控制箱体25的上方设有用于放置皮雕软包板的放置板26,且控制箱体25内设有变速传动机构 50以及驱动装置57,变速传动机构50被装配成能够将驱动装置57匀速转动的动力转换成周期性变化转动的动力,并传递给旋转放置板26,致使放置板 26以周期性变化的速度转动,且放置板26为非圆多边形,放置板26旁设有一个用于打胶的自动打胶机构,自动打胶机构包括涂胶枪30,涂胶枪30的枪嘴位于皮雕板侧边处,且放置板26转动时,能够将带动自动打胶机构,始终沿着皮雕板侧壁滑动,且在涂胶枪30由放置板26边缘中间处移动至拐点处的过程中,放置板26移动速度逐渐降低,涂胶枪30由放置板26拐点处移动至边缘中间处的过程中,放置板26移动速度逐渐增加,如果仅采用驱动匀速驱动放置板26匀速旋转,带动皮雕板匀速旋转,由于挤压滑动板31向外移动,涂胶枪30始终经过皮雕板的侧壁,由于滑动板31的旋转半径逐渐增大,所以在滑动板31向外移动的过程中,涂胶枪30经过皮雕板侧壁的速度也越来越快,从而导致匀速出胶的涂胶枪30涂抹不均匀,从而本发明则在控制箱体25内部设置变速传动机构50,来改变放置板26的旋转速度,从而能够使涂胶枪30涂抹均匀。
进一步结合图9、10以及11所示,在本发明中,变速传动机构50包括从动传动机构52以及主动传动机构56,主动传动机构56包括第三传动盘561 以及第四传动盘562,从动传动机构52包括第一传动盘521以及第二传动盘 522,第三传动盘561以及第四传动盘562形成的锥面之间套接有传动带51,且传动带51的还套接在第一传动盘521以及第二传动盘522的锥面盘之间,述主动传动机构56通过传动带51将驱动装置的57的动力传递给从动传动机构52,且传动带51也为锥形传动皮带,与锥面的传动盒盘相吻合,且第一传动盘521和第二传动盘522以及第三传动盘561和第四传动盘562之间的间隙呈周期性变化,第三传动盘561一侧的外壁上固定安装有第二传动轴5611,第二传动轴5611可沿着竖直方向上往复移动,第四传动盘562活动安装在控制箱体25内,第二传动轴5611的一端贯穿于第四传动盘562,第一传动盘 521活动安装在控制箱体25内,且第一传动盘521的轴杆贯穿延伸至控制箱体25的外侧,且固定安装在放置板26的中轴处,第一传动盘521的中轴处固定安装有第一传动轴5211,第二传动盘522一侧的外壁上固定安装有传动套筒5221,第一传动轴5211的一端贯穿于传动套筒5221,第二传动盘522 和传动套筒5221可沿着竖直方向上往复移动。
进一步的,主动传动机构56和从动传动机构52之间设有拨杆53,且拨杆53可在控制箱体25内沿着竖直方向上移动,且传动套筒5221的外壁上开设有第一拨槽5222,第二传动轴5611的外壁上开设有第二拨槽5612,拨杆 53的两端分别套接在第一拨槽5222以及第二拨槽5612内,控制箱体25内壁的底部活动安装有波纹块54,波纹块54的顶部设有波纹面,拨杆53下方设置的轴杆的一端和波纹面滚动接触,拨杆53只能竖直上下拨动,且第一传动盘521以及第四传动盘562的位置是固定,不能移动,只能旋转,波纹块54 是活动安装在控制箱体25内部的,波纹块54只能旋转,与驱动装置57相对固定。
根据图10以及图11提出的方案中,第二传动轴5611的一端开设有矩形槽56111,驱动装置57的输出端固定安装有与矩形槽56111相适配的矩形块 571,矩形块571插接至矩形槽56111内,且矩形块571可在矩形槽56111内相对滑动,驱动装置57的输出轴上设置有齿轮组55,且驱动装置57通过齿轮组55将匀速传动的动力传递至波纹块54上,以带动波纹块54匀速旋转。
结合图1可知,在本发明中,控制箱体25一侧的外壁上固定安装有侧边柱29,且控制箱体25的上方设有下压板27,下压板27中轴处设置的轴杆活动安装在侧边柱29上,且轴杆上活动套接有第一弹簧28,第一弹簧28的设置主要就是使下压板27具有向下的压力,能够将皮雕板压紧。
本发明进一步提出的技术方案中,自动打胶机构包括基座24,基座 24的顶部沿水平方向上滑动设置有滑动板31,滑动板31上设有胶枪开闭机构,胶枪开闭机构包括控制块35,控制块35滑动设置在滑动板31沿长边方向上开设的滑槽内,滑动板31沿宽边方向上滑动设置有插接块39,胶枪开闭机构被装配为当滑动板31往复运动至第一预设周期时,插接块39的一端插接至控制块35侧壁开设的限位槽3501内,涂胶枪30开启,开始涂胶,当滑动板31往复运动至第二预设周期时,拨动插接块39脱离限位槽3501,致使涂胶枪30关闭,停止涂胶。
进一步的,胶枪开闭机构还包括旋转组件以及旋转盘36,滑动板31上活动设置有与旋转盘36相适配的旋转杆37,旋转组件被装配为当滑动板31沿着基座24的滑动方向上往复周期性旋转的过程中,能够始终保持旋转杆37 沿同一方向上旋转,并拨动旋转盘36间歇式旋转。
进一步的,根据图2-8所示,旋转组件包括不完全齿轮49、滑动框架40 第三齿条46以及第四齿条48,基座24的上表面开设有滑动槽2401,滑动框架40滑动设置在滑动槽2401内,第三齿条46以及第四齿条48对称设置在滑动框架40上,且不完全齿轮49可分别和第三齿条46以及第四齿条48相啮合,且不完全齿轮49的轴杆贯穿于滑动板31并与旋转杆37相连接。
本发明进一步提供的方案中,胶枪开闭机构还包括第二齿轮42、第二齿条41、第一齿条32以及第一齿轮33,第一齿轮33和第二齿轮42同轴固定连接,且均活动安装在滑动板31上,第一齿条32固定安装在基座24的上表面,且第一齿轮33和第一齿条32相啮合,第二齿轮42和第二齿条41相啮合。
进一步的,根据图7所示的方案中,控制块35内设有避让机构,避让机构包括第一楔形块43、第二弹簧44以及挤压块45,第一楔形块43固定安装在第二齿条41的侧壁上,且挤压块45滑动设置在控制块35内,挤压块45 一端和第一楔形块43的斜面滚动接触,且另一端贯穿延伸至限位槽3501内。
根据图12所示,滑动框架40相对两侧的内壁上均固定安装有第二楔形块47,且两个第二楔形块47设置在不完全齿轮49移动的方向上,两个第二楔形块47的斜面相反。
本发明进一步提出的方案中,插接块39的顶部固定安装有圆形柱59,且插接块39远离控制块35的一端设有弹簧,且插接块39在弹簧的弹力作用下插接至控制块35移动的滑槽内,旋转盘36上设置有挡板58,在旋转盘36上设置挡板58,从而在旋转盘36旋转一周后,会拨动圆形柱59,从而带动圆形柱59相连接的插接块39从限位槽3501内移出。
根据图1所示,控制块35的一端设有启动杆34,启动杆34远离控制块 35的一端铰接在涂胶枪30的开关上,启动杆34上设置有弹簧,且弹力方向指向涂胶枪30的方向。
本发明通过在控制箱体25内部设置变速传动机构50,从而能够将驱动装置57匀速转动的速度转换成周期性变速转动的速度,然后再传递给放置板26,从而能够带动放置板26以及放置板26上面放置的皮雕板变速转动,而在放置托板转动的同时,能够带动控制箱体25旁设置的滑动板31向外移动,而在滑动板31向外移动的过程中,由于滑动板31以线性速度逐渐增大的向外移动,然后再以线性速度逐渐减少的回来,从而形成滑动板31周期性速度增大或者减少,从而通过在控制箱体25内部设置的变速传动机构50,能够将放置板26的旋转速度转换成周期性速度变化的旋转速度,从而能够适应滑动板 31的往复移动,使涂胶枪30枪经过皮雕板侧壁的速度基本一致,从而能够使涂胶枪30涂胶更加均匀,而且通过在滑动板31上设置自动涂胶机构,从而在放置板26旋转的同时,能够带动自动涂胶机构进行涂胶,而且在涂胶完毕后,自动涂胶机构能够自动断开,且回到初始位置,便于下次使用,整个涂胶过程不仅能够涂胶均匀,而且可自动涂胶,自动化程度高,不需要人工进行涂胶,降低劳动成本。
本发明的的使用流程以及工作原理:本装置自动涂胶的设备在使用前的状态如图2所示,首先施工人员将下压板27抬起,然后将预打胶的皮雕软包板放置在放置板26上开设的方形槽内,然后将包边布摊开,使包边布位于枪头的下方,此时装置的状态如图1所示,此时涂胶枪30的枪头位于ab段的中间处,然后启动控制箱体25内部的驱动装置57,驱动装置57带动设置在控制箱体25内部的变速传动机构50转动,传动时,驱动装置57通过矩形块571滑动在矩形槽56111内,带动第二传动轴5611、第三传动盘561以及相互键合的第四传动盘562转动,从动传动机构52和主动传动机构56之间通过传动带51的传动,同时也带动从动传动机构52转动,从而带动控制箱体 25上方设置的放置板26进行旋转,状态如图3放置板26向顺时针旋转,此时涂胶枪30由ab段的中间处向b点移动,在驱动装置57的转动过程中,驱动装置57通过齿轮组的传动带51动波纹块54旋转,此时由于拨杆53中轴处的轴杆滑动设置在波纹块54的波纹面上,从而在波纹块54进行旋转的时候,拨杆53中轴处的轴杆在波纹面上滑动,在进行旋转时,当放置板26旋转45°时,此时涂胶枪30位于放置板26的b点处,在放置板26旋转45°的过程中,底部拨杆53中轴处的轴杆由波纹面的最低处滑动至波纹面的最高处,从而拨杆53在放置板26旋转的同时逐渐向上移动,由于拨杆53的两端分别套在第一拨槽5222以及第二拨槽5612内,从而拨杆53带动第二传动盘 522、传动套筒5221、第三传动盘561以及第二传动轴5611同时向上移动,从而第一传动盘521和第二传动盘522之间的距离逐渐变小,由于传动带51 分别套接在四个四个传动盘之间,且传动带51的三角面分别和传动盘的锥面相接触,所以传动带51在第一传动盘521和第二传动盘522之间的半径逐渐增加,第三传动盘561和第四传动盘562之间的距离逐渐变大,所以传动带 51在第三传动盘561和第四传动盘562之间的半径逐渐减少,从而在驱动装置57在匀速转动的过程中,由第三传动盘561以及第四传动盘562的转动速度传递至第一传动盘521以及第二传动盘522之间的速度逐渐减小,所以在放置板26在旋转45度的过程中,放置板26的旋转速度逐渐减小,从而涂胶枪30在涂胶的时候,能够更加均匀;
由于滑动板31一端设置的滑轮3101滑动设置在放置板26侧壁开设的凹槽内,在放置板26旋转的时候,会带动侧面设置的滑动板31向外挤压,从而带动涂胶枪30沿着皮雕软包板的侧壁移动,在当涂胶枪30由ab段的中间处移动至b点的过程中,滑动板31上的与第一齿条32相啮合的第一齿轮33 沿着第一齿条32的的方向进行旋转,从而带动同轴的第二齿轮42也在旋转,从而带动与第二齿轮42相啮合的第二齿条41相对移动,由于第二齿轮42相对于滑动板31静止,从而带动第二齿条41向远离涂胶枪30的方向移动,带动控制块35也向远离涂胶枪30的方向移动,控制块35挤压插接块39,然后插接块39在弹簧的弹力作用下插进限位槽3501内,插接块39在插进限位槽 3501内时,挤压挤压块45向第一楔形块43的方向移动,如图7所示,从而带动第一楔形块43沿着斜面向上移动,从而带动第二齿条41向控制块35开设的凹槽内移动,此时,第二齿条41不与第二齿轮42相啮合,然后在控制块35移动的过程中,会拉动启动杆34,而启动杆34与涂胶枪30的控制开关相铰接,从而会启动涂胶枪30,在涂胶枪30由ab端的中间处移动至b点的过程中,活动安装在滑动板31底部的不完全齿轮49沿着相啮合的第三齿条 46旋转,在旋转的过程中会带动旋转杆37沿着不完全齿轮49的旋转的方向进行旋转,在移动一段行程后,不完全齿轮49与第三齿条46分离,如图4 所示,此时不完全齿轮49以及旋转杆37顺时针旋转180°,在旋转杆37旋转的过程中,会经过旋转盘36上设置的旋转槽361,带动旋转盘36旋转一段位移,然后不完全齿轮49与第三齿条46分离后继续移动,不完全齿轮49下方设置的圆形滚轮和滑动框架40上的第二楔形块47相接触,然后挤压楔形块,从而使滑动框架40向第三齿条46的方向沿着滑动槽2401移动,从而会驱动第三齿条46想远离不完全齿轮49的方向移动,第四齿条48向靠近不完全齿轮49的方向移动,使不完全齿轮49能够和第四齿条48相啮合,综上,在滑动板31移动至b点时,控制块35通过拉杆带动涂胶枪30启动,插接块 39插接至限位槽3501内,致使第二齿条41和第二齿轮42相分离,旋转杆 37旋转180°,回到旋转杆37的初始位置,且不完全齿轮49能够和第四齿条48相啮合,然后在驱动装置57的继续旋转下,会带动放置板26继续旋转,此时涂胶枪30开始喷胶,由b点向c点移动,在放置板26继续移动45°的过程中,也就是涂胶枪30位于b点向bc段中间处移动的过程中,变速传动机构50的传动原理与上述涂胶枪30由ab段的中间处移动至b点的过程的传动原理相反,即可得到,涂胶枪30位于b点向bc段中间处移动的过程中,放置板26的旋转速度逐渐增加,从而涂胶更加均匀,涂胶枪30位于b点向 bc段中间处移动的过程中,滑动板31在底部设置的拉簧的作用下,滑动板 31向靠近控制箱体25的方向移动,由于第二齿条41不与第二齿轮42相啮合,而插接块39始终位于限位槽3501内,从而涂胶枪30始终处于打开状态,此时不完全齿轮49与第四齿条48相啮合,沿着第四齿条48旋转,当涂胶枪30 由b点移动至bc段中间处时,旋转杆37在不完全齿轮49的转动下旋转180°,且通过驱动另一个第二楔形块47,使滑动框架40向远离第四齿条48的方向移动,不完全齿轮49与第四齿条48相分离,且能够和第三齿条46相啮合,按照上述装置的工作原理,驱动装置57在涂胶枪30由ab段的正中间处开始转动,涂胶枪30到达b点时,开始涂胶,然后依次经过bc段、cd段、da段以及ab段,当涂胶枪30再次经过ab段的中间处时,此时旋转杆37旋转四个周期,且位于初始位置,旋转盘36上均匀开设有五个旋转槽361,旋转杆 37在旋转五次时,五次穿过旋转槽361从而带动旋转盘36旋转一周,旋转杆 37拨动旋转盘36四次,使旋转盘36转动四次,当涂胶枪30再次由ab段的中间处经过b点时,旋转盘36再次旋转180°再次拨动旋转盘36,使旋转盘 36,旋转盘36在拨动五次时,旋转一周,从而在拨动第五次时,旋转盘36 上设置的挡板58会拨动插接块39上设置的圆形柱59,从而带动插接块39向远离控制块35的方向移动,从而带动插接块39从限位槽3501内拔出,在控制块35不受到插接块39限制的时候,由于启动杆34上设置有弹簧,从而控制块35以及启动杆34会立刻向涂胶枪30的方向移动移动一小段距离,此时插接块39不与限位槽3501的槽口相对应,且移动的同时,第二齿条41在第二弹簧44的弹力下向控制块35的外侧移动,然后第二齿条41和再次和第二齿轮42相啮合,然后涂胶枪30再由b点移动至bc段的中间处后,停止转动,然后涂胶枪30由b点移动至bc段的中间处的过程中,滑动板31向靠近控制箱体25的方向移动,从而带动第二齿轮42带动第二齿条41向涂胶枪30的方向移动,从而带动控制块35向涂胶枪30的方向移动,然后通过启动杆34 的作用,涂胶枪30的开关断开,停止涂胶,且不完全齿轮49、旋转盘36以及旋转杆37回到初始位置,此时皮雕软包板四周的侧壁均涂胶完毕。
以上实施例仅为本发明的示例性实施例,不用于限制本发明,本发明的保护范围由权利要求书限定。本领域技术人员可以在本发明的实质和保护范围内,对本发明做出各种修改或等同替换,这种修改或等同替换也应视为落在本发明的保护范围内。
- 一种皮雕软包生产用的自动涂胶设备
- 一种皮雕软包生产用的自动涂胶枪