一种手套气密性检测设备及检测方法
文献发布时间:2023-06-19 09:32:16
技术领域
本发明涉及手套性能测试设备领域,尤其是一种手套气密性检测设备及检测方法。
背景技术
传统手套采用吊水的方式进行密封性检测,检测时间长,检测用水量大且污水不能直接排放,吊水检测完成后需要对手套另外进行烘干处理,加工速度慢、人工成本高。
发明内容
本发明旨在解决上述问题,提供了一种手套气密性检测设备及检测方法,其采用的技术方案如下:
一种手套气密性检测设备,包括上壳体和下机体,所述上壳体上设置检测箱体,所述检测箱体包括操作面板、位移传感器、前座、压头及活动轴,所述前座固定安装在操作面板上,位移传感器固定设置在前座一侧,所述压头设置在活动轴上,所述活动轴上设置吹气孔,所述吹气孔与充气阀连接;活动轴与前座同轴设置且相对滑移,前座与压头接触面设置垫圈,所述垫圈为柔性材料,压头为硬质材料。
优选地,所述垫圈为硅胶材质,所述压头为尼龙或聚四氟乙烯,所述垫圈与压头接触面为平面。
优选地,所述前座远离压头的一端固定连接后座,所述活动轴表面沿滑移方向设置有限位槽,后座内表面设置与限位槽相适应的限位钉。
优选地,所述压头与活动轴螺纹连接,压头前端面设置快换插孔。
优选地,所述检测箱体的数量为多个且分别可拆卸地设置在上壳体内。
在上述方案的基础上,所述上壳体底部设置有滑轨,检测箱体可滑移地设置在滑轨上。
优选地,所述上壳体顶部固定设置有顶棚,顶棚下表面设置有照明灯;下机体上设置有工作台。
本发明还公开了一种手套气密性检测设备的检测方法,包括以下步骤:
S1.将待检测手套的手腕部套在压头外沿,手腕部端部设置在压头与垫圈之间的间隙中,
S2.压头靠近前座直至将手套的手腕端部压紧在压头与垫圈之间,充气阀通过吹气孔向手套中充气,
S3.手套内气压达到预定值时停止充气,通过位移传感器33检测其与手套间的距离S
S4.通过保压阶段后检测此时位移传感器33与手套间的距离S
S5.通过指示灯322或电脑屏幕显示手套气密性的检测结果。
在上述方案的基础上,测量S
本发明的有益效果为:
1.采用充气检测取代了传统吊水检测的检测方式,节能环保,极大地节约了企业用水量,减少人工操作环节和工人工作量,提高生产加工效率;
2.通过位移检测的方式完成手套气密性的检测,采用自动化检测算法,精度高、检验耗时短,同时适用多种类型手套的检测,适用范围广;
3.采用模块化的检测装置,可以针对不同规模的加工需要进行增减组装,并且便于检测装置的更换和维修,使用者可以自行更换,减少技术人员的降低成本。
附图说明
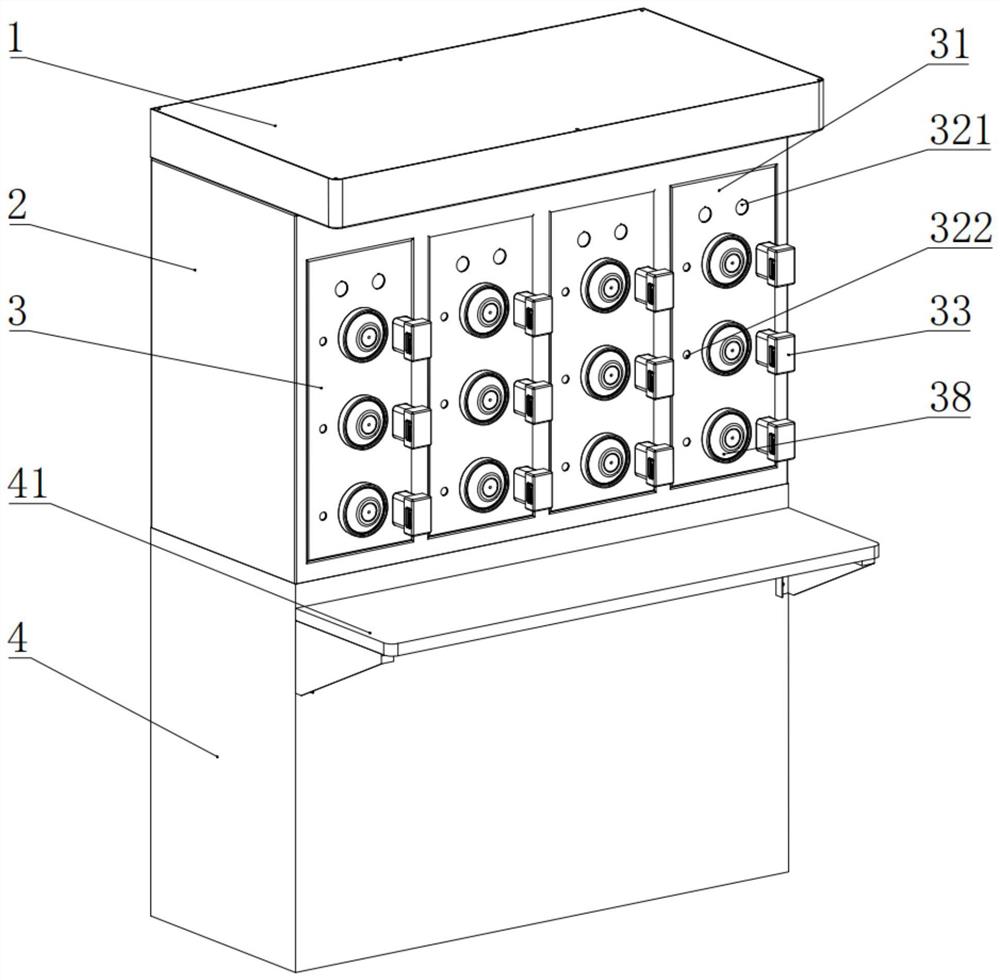
图1:本发明结构示意图;
图2:本发明去除顶棚与上壳体后结构示意图;
图3:本发明检测箱体内部结构示意图;
图4:本发明压头与前座脱开时结构示意图。
具体实施方式
下面结合附图和实施例对本发明作进一步说明:
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明的描述中,需要理解的是,术语“中心”、“长度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
如图1至图4所示,一种手套气密性检测设备,包括上壳体2和下机体4,所述上壳体2上设置检测箱体3,检测箱体3的数量为多个且分别可拆卸地设置在上壳体2内,从而形成模块化的检测单元,需要更换或维修时仅需对相应的检测单元进行处理即可,降低了维修和更换成本,并且可以根据需要增加和减少检测单元的数量。优选地,所述上壳体2底部设置有滑轨21,检测箱体3可滑移地设置在滑轨21上,可以将检测箱体3从滑轨21上抽出。所述检测箱体3包括操作面板31、位移传感器33、前座34、压头38及活动轴39,所述前座34固定安装在操作面板31上,位移传感器 33固定设置在前座34一侧,所述压头38设置在活动轴39上,所述活动轴39上设置吹气孔391,所述吹气孔391与充气阀37连接;活动轴39与前座34同轴设置且相对滑移。为防止滑移造成零件的磨损,活动轴39为铝轴,前座34由尼龙材料制成,从而构成免润滑的装配结构。优选地,所述前座34远离压头38的一端固定连接后座35,所述活动轴39表面沿滑移方向设置有限位槽392,后座35内表面设置与限位槽392相适应的限位钉。当压头38与活动轴39沿其轴线移动时,通过限位槽392和限位钉的配合限制活动轴39相对操作面板31进行周向转动。后座35远离前座34的一端固定连接支撑架36的一端,支撑架36的另一端固定连接充气阀37。
前座34与压头38接触面设置垫圈341,所述垫圈341为柔性材料,压头38为硬质材料,通过前座34与压头38的相对移动能够将手套的手腕端部挤压其间接触面上,从而实现密封,而柔性材料与硬质材料配合的方式能够提高密封性,因为两种柔性材料接触难以保证密封性,从而造成手套手腕部发生漏气,两种硬质材料配合会由于材料缺乏弹性导致手套容易从接触面处脱离。优选地,所述垫圈341为硅胶材质,所述压头38为尼龙或聚四氟乙烯,所述垫圈341与压头38接触面为平面。为适应多种不同尺寸及类型的待检测手套,本发明所公开的设备适用多种不同尺寸的压头 38,压头38与活动轴39螺纹连接,压头38前端面设置快换插孔381,快换插孔381的数量为两个,且相对压头38轴心对称分布,更换时,将与快换插孔381形状位置对应的快换工具的接头插入快换插孔381,将压头38 从活动轴39上拆卸下之后即可更换上不同尺寸的压头38。操作面板31上设置有控制按钮321和指示灯322。所述操作面板31上设置多个压头38,以及相配合的位移传感器33、前座34、后座35、充气阀37等元件,从而一次动作即可完成多只手套的检测,节省检测时间,提高检测效率。为方便操作,所述上壳体2顶部固定设置有顶棚1,顶棚1下表面设置有照明灯;下机体4上设置有工作台41。
一种手套气密性检测设备的检测方法,包括以下步骤:
S1.将待检测手套的手腕部套在压头38外沿,手腕部端部设置在压头 38与垫圈341之间的间隙中,
S2.压头38靠近前座34直至将手套的手腕端部压紧在压头38与垫圈 341之间,充气阀37通过吹气孔391向手套中充气,
S3.手套内气压达到预定值时停止充气,通过位移传感器33检测其与手套间的距离S
S4.通过保压阶段后检测此时位移传感器33与手套间的距离S
S5.通过指示灯322或电脑屏幕显示手套气密性的检测结果。
优选地,套接手套时,应避免手套拇指方向指向位移传感器33,以防拇指部分与位移传感器33接触或距离太近而影响检测结果。保压阶段时间可取为20秒,测量S
上面以举例方式对本发明进行了说明,但本发明不限于上述具体实施例,凡基于本发明所做的任何改动或变型均属于本发明要求保护的范围。
- 一种手套气密性检测设备及检测方法
- 一种一次性手套气密性检测设备用手套固定机构