一种断路器扭簧自动装配装置
文献发布时间:2023-06-19 09:33:52
技术领域
本发明涉及断路器配件装配领域,尤其是一种断路器扭簧自动装配装置。
背景技术
小型断路器的手柄需要安装扭簧,现有的技术在安装扭簧时,采用人工把扭簧安装在手柄的孔内或者断路器壳体的手柄轴上,由于扭簧本身在安装时,需要去扭转扭簧至一定的张开角度,再以张开的状态压入至目标位置,安装难度较大。以现阶段多采用人工手动在装配线上进行装配来看,安装强度大,装配效率低,扭簧还需要按压入位,确保扭簧的两端支臂到达目标位置,而安装不到位的情况存在较多,导致装配合格率较低。
发明内容
本发明的目的:为了克服现有技术的缺陷,本发明提供了一种断路器扭簧自动装配装置,解决现阶段断路器扭簧仍采用人工装配的问题。
本发明的技术方案:包括有扭簧供料机构、移动模组、取料机构、扭转机构以及送料机构,所述扭簧供料机构供应扭簧,所述移动模组与取料机构、送料机构连接以驱动两者平移和升降,所述取料机构抓取扭簧供料机构出料口处供应的扭簧至扭转机构上;所述扭转机构包括有可升降移动的推料管、固定设置的静卡扣以及可旋转运动的动卡扣,移动至扭转机构上的扭簧两端支臂分别抵在静卡扣和动卡扣上,且通过动卡扣旋转配合以扭开扭簧,所述推料管推出扭开的扭簧至送料机构上;所述送料机构接收并保持已扭开的扭簧且送至断路器的目标位置上。
采用上述技术方案,通过扭簧供料机构供应扭簧,由取料机构取料送至扭转机构,后由静卡扣和动卡扣旋转配合使扭簧扭开,再通过推料管推至送料机构,最后送料机构保持扭簧姿态送至断路器的目标位置上,替代了现阶段人工装配扭簧,能够合理、有效的实现扭簧的全自动化装配扭簧,并解决了扭簧需扭开才能装入断路器的问题,适用范围扩大,装配效率显著提升,节约人工成本。
本发明的进一步设置:扭转机构还包括有动卡扣套管以及动卡扣旋转驱动件,所述动卡扣套管与动卡扣旋转驱动件齿轮传动连接,所述动卡扣与动卡扣套管一体连接;所述动卡扣与静卡扣均位于所在扭簧的周向方位上,所述动卡扣动作时向静卡扣旋转以缩小两者间的圆心角角度并达到所需扭开扭簧的圆心角角度。
采用上述进一步设置,动卡扣旋转驱动件驱动动卡扣套管旋转,动卡扣向静卡扣旋转从而扭开扭簧,动作设计合理有效,可靠稳定。
本发明的再进一步设置:扭转机构还包括有定位杆,所述定位杆位于推料管内,接收的扭簧外套于定位杆外,且定位杆的外径小于未扭开扭簧的内径。
采用上述再进一步设置,扭簧可活动套设在定位杆上,接收扭簧时更加方便,定位杆也同时作为扭簧的中心支撑,避免扭簧在扭开时出现摆动偏离的现象。
本发明的再更进一步设置:推料管活动内套于动卡扣套管内,所述推料管推料时与定位杆上的扭簧相抵,所述推料管的底端还连接有驱动推料管推料动作的推料管驱动气缸。
采用上述再更进一步设置,推料管驱动气缸驱动推料管向上推料,使扭簧脱离定位杆。
本发明的再更进一步设置:推料管和静卡扣为经过磁化的零件。
采用上述再更进一步设置,推料管和静卡扣是具有磁性的,能够吸附扭簧,静卡扣的磁性是为了在扭簧放置于定位杆时将扭簧的一端端部紧贴于静卡扣上,如此可以定位扭簧放置方向,推料管的磁性是为了使扭簧紧贴推料管的顶部,可以定位扭簧的放置位置。
本发明的再更进一步设置:送料机构包括有扭簧套管、可升降移动的送料脱料管以及扭簧导柱,所述扭簧导柱位于中心位置上,所述送料脱料管活动外套于扭簧导柱上,所述扭簧套管外套于送料脱料管上,所述扭簧套管的端部开设有供扭开扭簧两端放置的缺口槽,所述缺口槽的槽壁与扭簧两端支臂相抵设置,所述缺口槽的圆心角角度为所需扭开扭簧的圆心角角度。
采用上述再更进一步设置,缺口槽用于扭簧储能,达到扭簧保持扭开姿态的目的,扭簧导柱用于定位扭簧,送料脱料管可以推出扭簧按压入位,提高了装配的合格率。
本发明的再更进一步设置:缺口槽的其中一侧槽壁在送料机构接收扭簧时与静卡扣的工作面紧靠且相齐平,其另一侧槽壁与动卡扣旋转结束时的工作面紧靠且相齐平。
采用上述再更进一步设置,使扭开的扭簧能够顺利平稳的从扭转机构移送至缺口槽内。
本发明的再更进一步设置:取料机构包括有取料导柱以及可升降移动的取料脱落管,所述取料导柱位于中心位置上,所述取料脱落管活动外套于取料导柱上;所述取料导柱的工作端设置有倒角,所述取料导柱的外径略大于未扭开扭簧的内径,所述倒角的最小外径小于未扭开扭簧的内径;所述取料脱落管脱落时与取料导柱的扭簧相抵。
采用上述再更进一步设置,取料导柱插入至扭簧内,倒角挤开扭簧,强迫扭簧扭开一定的角度,如此扭簧具有回复力以固定于取料导柱上,从而取料导柱可以移动扭簧,在需要脱离取料导柱时,取料脱落管下推扭簧达到转移的目的。
本发明的再更进一步设置:扭簧供料机构的出料口处还设置有浮动机构,所述浮动机构包括有浮动销、弹簧、仿形定位块以及固定工作台,所述浮动销可升降移动安装于固定工作台内,所述弹簧的一端固定于固定工作台内,另一端与浮动销固定连接;所述固定工作台的工作面位于扭簧供料机构的出料口处,浮动销的顶端位于固定工作台工作面的下方;所述浮动销与取料导柱取料时同轴设置,且浮动销的外径与取料导柱的外径一致;所述彷形定位块固定于固定工作台顶部,所述仿形定位块内开设有仿照扭簧外形且确定扭簧支臂放置方位的仿形定位型腔,所述仿形定位型腔与扭簧供料机构的出料口相连通。
采用上述再更进一步设置,在取料导柱取料下压浮动销时,使取料导柱插入位于固定工作台上的扭簧内,弹簧起到了缓冲取料导柱的压力使浮动销下浮的作用以及复位浮动销的作用,如此使扭簧更加容易外套在取料导柱上,取料动作更具可靠性,避免空料现象的发生;另外,仿形定位型腔能够初步确定扭簧支臂放置方位,能够避免扭簧支臂在移至扭转机构时发生卡位现象。
本发明的再更进一步设置:移动模组的输出端上固定连接有取料支架,所述扭簧套管、扭簧导柱、取料导柱均固定于取料支架上;所述取料支架上固定有脱料气缸,所述脱料气缸的输出端固定连接有脱料连接块,所述脱料连接块活动贯穿于取料支架且分别与送料脱料管、取料脱落管联动连接;所述取料支架与脱料连接块之间还安装有缓冲弹簧。
采用上述再更进一步设置,移动模组可平移和升降扭簧套管、扭簧导柱及取料导柱,脱料气缸用于操作送料脱料管、取料脱落管进行脱料动作,缓冲弹簧用于缓冲脱料时过于硬性操作,避免过度脱料而损坏相关零件;另外,在取料导柱取料的同时,扭簧套管和扭簧导柱同步接收扭簧,以及送料脱料管、取料脱落管两者同步脱料,利用同一驱动件来进行同步操作,成本减少的同时还加快了工作效率。
附图说明
图1为本发明具体实施例的结构示意图一;
图2为本发明具体实施例的结构示意图二;
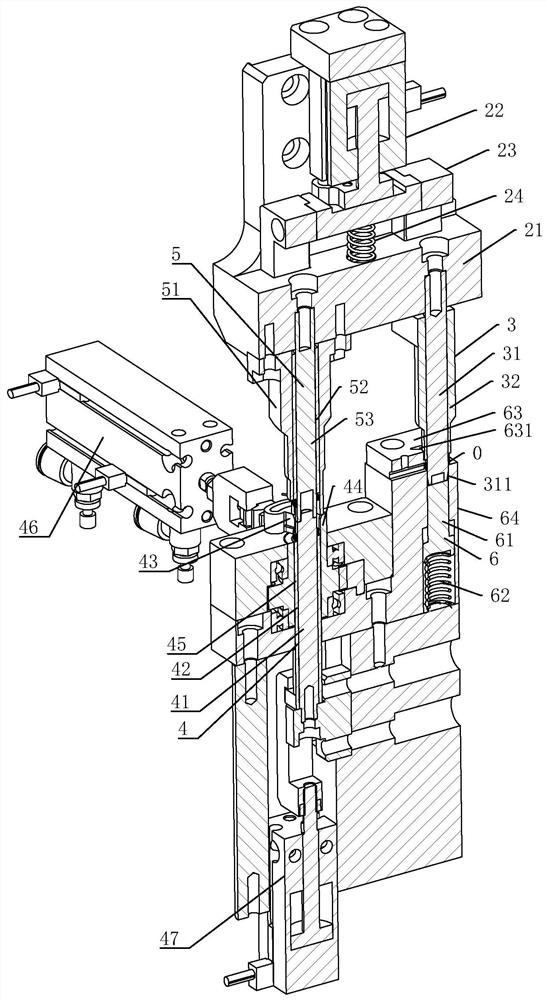
图3为本发明具体实施例主体结构的截面立体图;
图4为本发明扭转机构的结构示意图;
图5为本发明取料机构和送料机构的结构示意图;
其中,扭簧供料机构1,移动模组2,取料机构3,扭转机构4,送料机构5,扭簧0,支臂01,定位杆41,推料管42,静卡扣43,动卡扣44,动卡扣套管45,动卡扣旋转驱动件46,推料管驱动气缸47,扭簧套管51,送料脱料管52,扭簧导柱53,缺口槽511,取料导柱31,取料脱落管32,倒角311,浮动机构6,浮动销61,弹簧62,仿形定位块63,固定工作台64,仿形定位型腔631,取料支架21,脱料气缸22,脱料连接块23,缓冲弹簧24,扭簧振动盘11,直线振动料道12。
具体实施方式
如图1、图2所示的一种断路器扭簧自动装配装置,包括有扭簧供料机构1、移动模组2、取料机构3、扭转机构4以及送料机构5,扭簧供料机构1供应扭簧0,移动模组2与取料机构3、送料机构5连接以驱动两者平移和升降,取料机构3抓取扭簧供料机构1出料口处供应的扭簧0至扭转机构4上;扭转机构4可以扭开扭簧0,送料机构5接收并保持已扭开的扭簧0且送至断路器的目标位置上。通过扭簧供料机构1供应扭簧0,由取料机构3取料送至扭转机构4,后由扭转机构4使扭簧0扭开,再送至送料机构5,最后送料机构5保持扭簧0姿态送至断路器的目标位置上。
如图2-图3所示,扭转机构4包括有定位杆41、推料管42、静卡扣43、动卡扣44、动卡扣套管45以及动卡扣旋转驱动件46。定位杆41位于中心位置上定位杆41的外径小于未扭开扭簧0的内径,接收的扭簧0外套于定位杆41外。推料管42活动套设在定位杆41外,推料管42推料时与定位杆41外的扭簧0相抵,即推料管42的内径比未扭开扭簧0的内径小,其外径比扭开扭簧0的外径大,推料管42的底端还连接有驱动推料管42推料动作的推料管42驱动气缸,推料管42由推料管42驱动气缸驱动使推料管42轴向升降。动卡扣套管45活动外套于推料管42外,动卡扣套管45顶部与动卡扣44一体连接,动卡扣44与静卡扣43均位于定位杆41所接收扭簧0的周向方位上,动卡扣套管45与动卡扣旋转驱动件46齿轮传动连接,如此,动卡扣44由动卡扣旋转驱动件46驱动绕定位杆41旋转。在定位杆41接收扭簧0时,扭簧0在定位杆41外自由下落至动卡扣套管45上,此时,动卡扣旋转驱动件46驱动动卡扣套管45旋转,带动动卡扣44向静卡扣43旋转,缩小了动卡扣44和静卡扣43两者间的圆心角角度,动卡扣44在旋转的过程中,动卡扣44和静卡扣43必然会与扭簧0两端支臂01相抵,随着动卡扣44的进一步旋转动作,扭簧0得以扭开,而后,推料管42升起上推扭开的扭簧0,使扭簧0脱离定位杆41而至送料机构5上。为了便于扭簧0放入定位杆41,动卡扣44在动作开始前的位置需反旋转方向的向静卡扣43靠近,使动卡扣44和静卡扣43间的圆心角角度达到最大。推料管42和静卡扣43为经过磁化的零件,推料管42和静卡扣43是具有磁性的,能够吸附扭簧0,静卡扣43的磁性是为了在扭簧0放置于定位杆41时将扭簧0的一端端部紧贴于静卡扣43上,如此可以定位扭簧0放置方向,推料管42的磁性是为了使扭簧0紧贴推料管42的顶部,可以定位扭簧0的放置位置。从另一角度来看,在扭簧0未能顺利进入送料机构5内时,推料管42也可将该扭簧0吸附回位,再次进行扭开后,再推出扭转机构4。
如图2、图3、图5所示,送料机构5包括有扭簧套管51、可升降移动的送料脱料管52以及扭簧导柱53,扭簧导柱53位于中心位置上,送料脱料管52活动外套于扭簧导柱53上,扭簧套管51外套于送料脱料管52上,扭簧套管51的端部开设有供扭开扭簧0两端放置的缺口槽511,缺口槽511的槽壁与扭簧0两端支臂01相抵设置,缺口槽511槽壁的圆心角角度为所需扭开扭簧0的圆心角角度,扭簧0的圆心角角度即为扭簧0两端支臂01的圆心角角度。缺口槽511的其中一侧槽壁在送料机构5接收扭簧0时与静卡扣43的工作面紧靠且相齐平,其另一侧槽壁与动卡扣44旋转结束时的工作面紧靠且相齐平,如此静卡扣43和动卡扣44扭开的扭簧0可以顺利平稳推入缺口槽511内。当然为了确保扭簧0移位的顺利,静卡扣43和动卡扣44扭开的角度可以适当预留,使扭转机构4扭开的圆心角略小于缺口槽511槽壁的圆心角角度。扭簧0支臂01抵在缺口槽511槽壁上,扭簧0套在扭簧导柱53上,使扭簧0保持扭开姿态,当送料机构5达到目标位上方时,缺口槽511紧靠目标位,送料脱料管52下推扭簧0使扭簧0压入目标位。另外,在扭簧0移料至送料机构5时,扭簧导柱53和定位杆41是同轴设置的,为了两者同轴定位,在定位杆41顶端设置凸棱,在扭簧导柱53底端设置与凸棱适配的凹槽。
如图2、图3、图5所示,取料机构3包括有取料导柱31以及可升降移动的取料脱落管32,取料导柱31位于中心位置上,取料脱落管32活动外套于取料导柱31上;取料导柱31的工作端设置有倒角311,取料导柱31的外径略大于未扭开扭簧0的内径,倒角311的最小外径小于未扭开扭簧0的内径;取料脱落管32脱落时与取料导柱31的扭簧0相抵。取料时,取料机构3靠近扭簧供料机构1的出料口,取料导柱31下移插入至扭簧0内,倒角311逐渐进入至扭簧0内,倒角311外径的增大使倒角311需挤开扭簧0,扭簧0具有的弹性回复力使其紧套在取料导柱31上,而后取料导柱31移动扭簧0至扭转机构4上,取料脱落管32下推扭簧0移至套设在定位杆41上。
如图3、图4所示,扭簧供料机构1的出料口处还设置有浮动机构6,浮动机构6包括有浮动销61、弹簧62、仿形定位块63以及固定工作台64,浮动销61可升降移动安装于固定工作台64内,弹簧62的一端固定于固定工作台64内,另一端与浮动销61固定连接;固定工作台64的工作面位于扭簧供料机构1的出料口处,浮动销61的顶端位于固定工作台64工作面的下方;浮动销61与取料导柱31取料时同轴设置,且浮动销61的外径与取料导柱31的外径一致。彷形定位块固定于固定工作台64顶部,仿形定位块63内开设有仿照扭簧0外形且确定扭簧0支臂01放置方位的仿形定位型腔631,仿形定位型腔631与扭簧供料机构1的出料口相连通。扭簧供料机构1在其出料口供应扭簧0至固定工作台64工作面上,仿形定位型腔631引导扭簧0至其所设定放置方位上,而后取料导柱31下降并插入至扭簧0内,同时浮动销61受力下压弹簧62收缩,扭簧0经取料导柱31的倒角311套在取料导柱31自仿形定位型腔631内取出,浮动销61因弹簧62作用复位。因此,扭簧0更加容易外套在取料导柱31上,避免空料现象的发生。另一方面,仿形定位型腔631形状为仿照扭簧0外形开设,仿形定位型腔631的支臂01位置为确定某一方位,故仿形定位型腔631能够初步确定扭簧0支臂01放置方位。由于后续移位基本不会改变扭簧0支臂01的放置方位,仿形定位型腔631所引导的扭簧0支臂01放置方位为接下来到达扭转机构4前的放置方位,那么仿形定位型腔631所引导的扭簧0支臂01放置方位从设计上可以去避免扭簧0支臂01过于接近静卡扣43,防止扭簧0放置至扭转机构4时在静卡扣43上卡位。
如图1-图5所示,移动模组2的输出端上固定连接有取料支架21,扭簧套管51、扭簧导柱53、取料导柱31均固定于取料支架21上,如此,扭簧套管51、扭簧导柱53、取料导柱31及取料支架21是联动同步的。取料支架21上固定有脱料气缸22,脱料气缸22的输出端固定连接有脱料连接块23,脱料连接块23活动贯穿于取料支架21内且分别与送料脱料管52、取料脱落管32联动连接;取料支架21与脱料连接块23之间还安装有缓冲弹簧24。移动模组2可通过取料支架21平移和升降扭簧套管51、扭簧导柱53及取料导柱31,使它们靠近目标位置。脱料气缸22用于操作送料脱料管52、取料脱落管32升降移动以进行脱料动作,在此过程中,由于缓冲弹簧24的缓冲作用,使脱料动作是弹性下压的过程,避免损坏相关零件。另外,取料导柱31取料与扭簧套管51和扭簧导柱53接收扭簧0是同步操作的,以及送料脱料管52、取料脱落管32两者同步脱料的,如此通过同一驱动件来进行同步操作,成本减少的同时还加快了工作效率。
如图1所示,扭簧供料机构1包括有扭簧振动盘11以及直线振动料道12,直线振动料道11与扭簧振动盘12连通且直线振动料道11振动供应扭簧0至其出料口。
- 一种断路器扭簧自动装配装置
- 一种断路器手柄扭簧自动装配装置