基于5G的智慧工厂远程监控方法及系统
文献发布时间:2023-06-19 09:35:27
技术领域
本发明属于设备运行状态监控的技术领域,具体涉及基于5G的智慧工厂远程监控方法及系统。
背景技术
在所有生产安全事故中,工厂的安全事故具有明显特征,工厂出现的火灾、爆炸事故不仅经常造成人员伤亡和重大财产损失,也容易导致严重的环境问题,影响附近区域内的居民和建设。
目前,工厂安全监测常使用无线监控技术,将视频传感器布置在特定位置,对工厂中的装备或场景进行监控,并利用无线电波来传输视频或图像数据,将关键位置的现场图像实时地传输到终端,并能自动地对突发事件进行报警。
在这类无线监控系统中,视频传感器负责对监控区域进行摄像,并将视频和图像转换成相应的电信号,利用传感器节点进行传输;在图像处理中,对采集的图像要求较高,然而,由于工厂环境复杂,图像采集过程中因光照不均匀、光照强度过高等因素,均影响图像处理的速度与精度,因此需要对采集的图像进行处理,以方便后续进行定位、检测、测量等处理。
图像分割就是把图像分成若干个特定的、具有独特性质的区域并提出感兴趣目标的技术和过程,主要是对图像目标进行提取、测量,它是由图像处理到图像识别、分析的基础和关键步骤;对于图像分割的方法,目前已有非常多的处理方法,例如边缘检测分割法、区域分割法、阈值分割法,其中阈值分割法应用比较广泛,但传统的阈值分割法在对图像进行多阈值分割时,运行速度慢。
最大类间方差法也被称作Otsu方法,它是一种十分简单和通用的方法,并且其最大特点是能够实现图像分割的自适应,它的基本原理为:通过找到使得背景与目标两部分之间的方差能够达到最大的阈值,然后利用该阈值将图像目标与背景分开,然而现有Otsu方法在有曝光且背景与目标对比度较低的情况下,并不能准确的将边界形状保持完整,分割精确度低。
发明内容
本发明克服现有技术存在的不足,所要解决的技术问题为:提供一种基于5G的智慧工厂远程监控方法及系统,通过Otsu算法和将粒子群算法相结合,提高了图像分割的速度和精度,能够提高对设备运行状态监控的可靠性。
为了解决上述技术问题,本发明采用的技术方案为:
基于5G的智慧工厂远程监控方法,包括以下步骤:
在所述工厂内设置有多个工作区域,每个工作区域内均设置有图像采集模块,所述的图像采集模块每间隔预定时间获取该工作区域中设备的运行状态数据;
采用Otsu算法和粒子群算法对接收的图像进行分割处理,获取设备图像中的目标图像;
对分割所得的目标图像与异常事件数据库中生产设备异常运行时的特征信息进行比对分析,判断生产设备是否运行故障,若是,则确定该生产设备存在异常事件;
当存在异常事件时,获取该异常事件对应的故障等级,并根据故障等级,获取对应的异常处理策略;
其中:所述异常事件数据库中存储有生产设备异常运行时的特征信息,以及与特征信息相对应的故障等级。
优选地,所述采用Otsu算法和粒子群算法对接收的图像进行分割处理,获取设备图像中的目标图像,具体包括:
对获取的图像进行滤波处理;
采用Otsu算法和粒子群算法确定设备区域图像的最佳分割阈值;
根据最佳分割阈值对图像进行阈值分割并输出分割后的图像。
优选地,所述采用Otsu算法和粒子群算法确定设备区域图像的最佳分割阈值,具体包括:
将输入图像进行对比度扩展变换预处理,然后计算图像的灰度直方图;
对图像的灰度值进行编码,随机产生M个初始种群;
根据Otsu算法和设定的适应度函数,计算每个粒子所在位置的适应度函数值;
根据计算出的粒子所在位置的适应度函数值,更新每个粒子的全局最优位置,并在不断的迭代过程中,不断更新种群内个体的速度和位置;
满足条件结束寻优,并输出全局最优解,将粒子群最终搜索到的全局最优解最为最佳分割阈值。
优选地,所述粒子群算法的适应度函数为最大类间方差。
优选地,所述对图像的灰度值进行编码包括:对范围为0-255的图像灰度级用8位二进制码串进行编码。
优选地,所述粒子群算法采用下列方式进行更新:
V
X
式中,V
在粒子群中选取用于确定局部学习解的参考粒子,选取的参考粒子对粒子群中未被选取为参考粒子的粒子进行标记,具体为:
首先选取粒子群中当前适应度函数值最大的粒子为第一个参考粒子,记为b
设B(t)表示在第t次迭代时选取的参考粒子集合,且
B(t)={b
式中,m表示给定的参考粒子待标记的粒子数的初始值,且m<M,M为粒子群中的粒子数,η
设集合B(t)中标记了粒子i的参考粒子组成的集合为B
式中,α(f
当粒子i在第t次迭代时被选为参考粒子时,则粒子i在第t次迭代时的局部学习解G
当粒子i在第t次迭代时未被选取为参考粒子时,设b
G
式中,r
相应地,基于5G的智慧工厂远程监控系统,所述工厂内设置有多个工作区域,每个工作区域内均设置有图像采集模块,所述图像采集模块与远程控制中心通过5G通信连接;
所述图像采集模块,用于每间隔预定时间获取该工作区域中设备的运行状态数据;
所述远程控制中心包括:
存储单元,用于存储异常事件数据库,所述异常事件数据库上设置有生产设备异常运行时的特征信息,以及与特征信息相对应的故障等级;
图像处理单元,用于采用Otsu算法和粒子群算法对接收的图像进行分割处理,获取设备图像中的目标图像;
图像分析单元,用于对分割所得的目标图像与异常事件数据库中生产设备异常运行时的特征信息进行比对分析,判断生产设备是否运行故障,若是,则确定该生产设备存在异常事件;
故障识别单元,用于当存在异常事件时,获取该异常事件对应的故障等级,并根据故障等级,获取对应的异常处理策略。
优选地,所述图像处理单元,用于对接收到的图像进行滤波处理和目标分割,具体包括:
滤波单元,用于对获取的图像进行滤波处理;
计算单元,用于采用Otsu算法和粒子群算法确定图像的最佳分割阈值;
输出单元,用于根据最佳分割阈值对图像进行阈值分割并输出分割后的图像。
优选地,所述采用Otsu算法和粒子群算法确定图像的最佳分割阈值,包括:
将输入图像进行对比度扩展变换预处理,然后计算图像的灰度直方图;
对图像的灰度值进行编码,随机产生M个初始种群;
根据Otsu算法和设定的适应度函数,计算每个粒子所在位置的适应度函数值;
根据计算出的粒子所在位置的适应度函数值,更新每个粒子的全局最优位置,并在不断的迭代过程中,不断更新种群内个体的速度和位置;
满足条件结束寻优,并输出全局最优解,将粒子群最终搜索到的全局最优解最为最佳分割阈值。
优选地,所述粒子群算法的适应度函数为最大类间方差。
优选地,所述对图像的灰度值进行编码包括:对范围为0-255的图像灰度级用8位二进制码串进行编码。
本发明与现有技术相比具有以下有益效果:
1、本发明中,将Otsu算法和将粒子群算法相结合,应用于智慧工厂中,可实现无人值守设备的运行状态监测,使用时,通过对获取的设备运行状态图像进行分割,既能提高图像阈值分割的速度,又能提高图像分割的精确度,进而提高了设备监测的可靠性,实用性极强。
2、本发明对图像进行分割时,首先将输入图像进行对比度扩展变换预处理,计算图像的灰度直方图;然后对图像的灰度值进行编码,随机产生M个初始种群;并根据Otsu算法和设定的适应度函数,计算每个粒子所在位置的适应度函数值;且根据计算出的粒子所在位置的适应度函数值,更新每个粒子的全局最优位置,并在不断的迭代过程中,不断更新种群内个体的速度和位置;最后,判断是否满足满足条件结束寻优,并输出全局最优解,将粒子群最终搜索到的全局最优解最为最佳分割阈值;本发明采用的粒子群算法具有较强的并发性,使得本发明不仅能够获得较好的分割效果,而且具有较高的运行效率。
3、本发明中,对输入图像进行对比度扩展变换预处理,可以加大图像中目标区域和背景区域的区分度,为后期的图像分割减少分割误差。
附图说明
下面结合附图对本发明做进一步详细的说明;
图1为本发明实施例一提供的基于5G的智慧工厂远程监控方法的流程示意图;
图2为本发明实施例二提供的基于5G的智慧工厂远程监控方法的流程示意图;
图3为本发明实施例三中采用Otsu算法和粒子群算法确定设备区域图像的最佳分割阈值的流程示意图;
图4为本发明实施例一提供的基于5G的智慧工厂远程监控系统的结构示意图;
图5为本发明实施例二提供的基于5G的智慧工厂远程监控系统的结构示意图;
图中:1为图像采集模块,2为远程控制中心;
201为存储单元,202为图像处理单元,203为图像分析单元,204为故障识别单元;
2021为滤波单元,2022为计算单元,2023为输出单元。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
为使图面简洁,各图中只示意性地表示出了与本发明相关的部分,它们并不代表其作为产品的实际结构。另外,以使图面简洁便于理解,在有些图中具有相同结构或功能的部件,仅示意性地绘示了其中的一个,或仅标出了其中的一个。在本文中,“一个”不仅表示“仅此一个”,也可以表示“多于一个”的情形。
为便于对本公开实施例的理解,下面将结合附图以具体实施例为例做进一步的解释说明,且各个附图并不构成对本公开实施例的限定。
在本发明的一个实施例中:
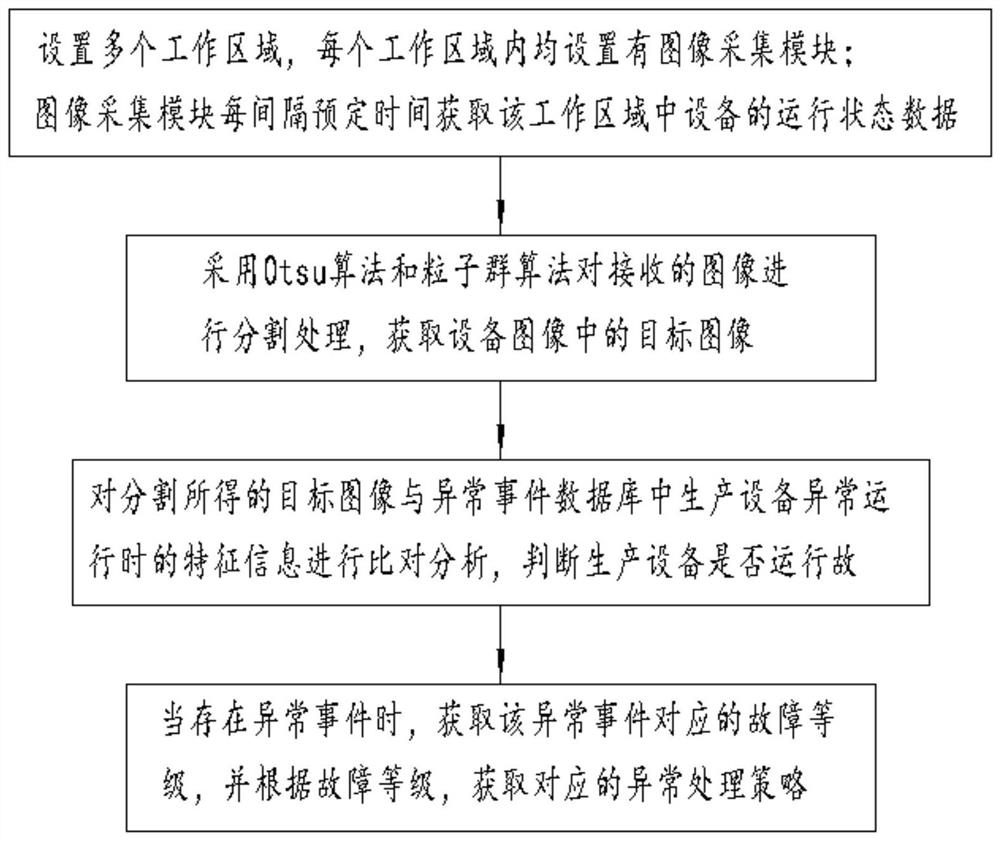
图1为本发明实施例一提供的基于5G的智慧工厂远程监控方法的流程示意图;如图1所示,基于5G的智慧工厂远程监控方法,包括以下步骤:
在所述工厂内设置有多个工作区域,每个工作区域内均设置有图像采集模块,所述的图像采集模块每间隔预定时间获取该工作区域中设备的运行状态数据;
采用Otsu算法和粒子群算法对接收的图像进行分割处理,获取设备图像中的目标图像;
对分割所得的目标图像与异常事件数据库中生产设备异常运行时的特征信息进行比对分析,判断生产设备是否运行故障,若是,则确定该生产设备存在异常事件;
当存在异常事件时,获取该异常事件对应的故障等级,并根据故障等级,获取对应的异常处理策略;
其中:所述异常事件数据库中存储有生产设备异常运行时的特征信息,以及与特征信息相对应的故障等级。
本发明在所述工厂内设置有多个工作区域,每个工作区域内均设置有图像采集模块,所述的图像采集模块每间隔预定时间获取该工作区域中设备的运行状态数据;使用时,每个图像采集模块将采集的该区域内的设备的运行状态数据上传至远程控制中心,远程控制中心通过计算获取设备图像中的目标图像;并判断生产设备是否运行故障,若是,则确定该生产设备存在异常事件;当存在异常事件时,获取该异常事件对应的故障等级,并根据故障等级,获取对应的异常处理策略;本发明中,能够有效实现对生产设备的故障诊断,并通过异常处理策略及时应对,实现生产设备的运行监管,避免因生产设备故障导致的安全事故的发生。
具体地,所述的故障等级可划分为三个等级:
第一级故障表示:设备存在严重故障,需要紧急撤离现场工作人员,并断电检修;
第二级故障表示:设备存在重大故障,需要立即进行检修;
第三级故障表示:设备存在安全隐患,但是情况不危及,检修时应当重点检查。
进一步地,所述的异常处理策略包括:切断该设备的工作电路;和/或发出撤离语音信号;和/或通过声光报警方式向值守人员发出警报信息;和/或通过拨号向值守人员发出警报信息;和/或通过远程音视频对讲与值守人员进行对话。
本实施例中,图像分割是将图像的灰度分割成若干个不重叠区域,使不同区域间差异最大,同一区域内具有某种共性,Otsu算法原理是将灰度值大于最佳阈值为目标即本发明所述感兴趣的区域,灰度值小于最佳阈值为背景,从而把图像分割出来,因此,图像分割的问题就是,在整个阈值空间内,如何找到最佳的阈值组合,使类间距方差最大。
粒子群算法是一种并行算法,它是从随机解出发,首先随机初始化一群粒子,而每个粒子则代表一个候选解,并通过适应度函数来评价各个候选解的优劣;在每次的搜寻过程中,各个粒子通过跟随两个“榜样”在整个候选解空间中进行搜索:一个是粒子自身到目前为止所搜寻到的最优值,即局部最优解;另一个是整个种群到目前为止所搜寻到的最优值,即全局最优解。由于每次搜寻都是在之前搜寻的最优结果的基础上进行的进一步搜索,所以随着迭代次数的不断增加,整个群体搜寻的结果质量也会不断提升。
本实施例中,将Otsu算法和将粒子群算法相结合,每个候选解都被称为“粒子”,用粒子的位置表示;每个候选解向目标解的逼近过程,类似粒子的初始位置向目标位置的逼近;所有的粒子的位置的好坏都根据适应度函数决定的适应度值来判断,选择类间距方差作为适应度函数,通过粒子群算法,找到图像分割问题的最优解,根据此最优解对图像进行分割;具体地,粒子群的群体大小,即粒子数,可根据经验预设,一般设置为10个以上,粒子数太少,容易陷入局部最优解;
本发明将Otsu算法和将粒子群算法相结合,应用于智慧工厂中,可实现无人值守设备的运行状态监测,使用时,通过对获取的设备运行状态图像进行分割,既能提高图像阈值分割的速度,又能提高图像分割的精确度,进而提高了设备监测的可靠性,实用性极强。
在本发明的另外一个实施例中:
图2为本发明实施例二提供的基于5G的智慧工厂远程监控方法的流程示意图;如图2所示,在实施例一的基础上,基于5G的智慧工厂远程监控方法,所述采用Otsu算法和粒子群算法对接收的图像进行分割处理,获取设备图像中的目标图像,具体包括:
对获取的图像进行滤波处理;
采用Otsu算法和粒子群算法确定设备区域图像的最佳分割阈值;
根据最佳分割阈值对图像进行阈值分割并输出分割后的图像。
在本发明的另外一个实施例中:
图3为本发明实施例三提供的基于5G的智慧工厂远程监控方法的流程示意图;如图3所示,在实施例二的基础上,基于5G的智慧工厂远程监控方法,所述采用Otsu算法和粒子群算法确定设备区域图像的最佳分割阈值,具体包括:
将输入图像进行对比度扩展变换预处理,然后计算图像的灰度直方图;
对图像的灰度值进行编码,随机产生M个初始种群;
根据Otsu算法和设定的适应度函数,计算每个粒子所在位置的适应度函数值;
根据计算出的粒子所在位置的适应度函数值,更新每个粒子的全局最优位置,并在不断的迭代过程中,不断更新种群内个体的速度和位置;
满足条件结束寻优,并输出全局最优解,将粒子群最终搜索到的全局最优解最为最佳分割阈值。
具体地,所述粒子群算法的适应度函数为最大类间方差。
进一步地,所述对图像的灰度值进行编码包括:对范围为0-255的图像灰度级用8位二进制码串进行编码。
本实施例中,对图像进行分割时,首先将输入图像进行对比度扩展变换预处理,计算图像的灰度直方图;然后对图像的灰度值进行编码,随机产生M个初始种群;并根据Otsu算法和设定的适应度函数,计算每个粒子所在位置的适应度函数值;且根据计算出的粒子所在位置的适应度函数值,更新每个粒子的全局最优位置,并在不断的迭代过程中,不断更新种群内个体的速度和位置;最后,判断是否满足满足条件结束寻优,并输出全局最优解,将粒子群最终搜索到的全局最优解最为最佳分割阈值;本发明采用的粒子群算法具有较强的并发性,使得本发明不仅能够获得较好的分割效果,而且具有较高的运行效率。
此外,本实施例中,通过对输入图像进行对比度扩展变换预处理,可以加大图像中目标区域和背景区域的区分度,为后期的图像分割减少分割误差。
在本发明的另外一个实施例中:
图4为本发明实施例一提供的基于5G的智慧工厂远程监控系统的结构示意图,如图4所示,基于5G的智慧工厂远程监控系统,所述工厂内设置有多个工作区域,每个工作区域内均设置有图像采集模块10,所述图像采集模块10与远程控制中心20通过5G通信连接;
所述图像采集模块10,用于每间隔预定时间获取该工作区域中设备的运行状态数据;
所述远程控制中心20包括:
存储单元201,用于存储异常事件数据库,所述异常事件数据库上设置有生产设备异常运行时的特征信息,以及与特征信息相对应的故障等级;
图像处理单元202,用于采用Otsu算法和粒子群算法对接收的图像进行分割处理,获取设备图像中的目标图像;
图像分析单元203,用于对分割所得的目标图像与异常事件数据库中生产设备异常运行时的特征信息进行比对分析,判断生产设备是否运行故障,若是,则确定该生产设备存在异常事件;
故障识别单元204,用于当存在异常事件时,获取该异常事件对应的故障等级,并根据故障等级,获取对应的异常处理策略。
在本发明的另外一个实施例中:
图5为本发明实施例二提供的基于5G的智慧工厂远程监控系统的结构示意图;如图5所示,基于5G的智慧工厂远程监控系统,所述图像处理单元202具体包括:
滤波单元2021,用于对获取的图像进行滤波处理;
计算单元2022,用于采用Otsu算法和粒子群算法确定图像的最佳分割阈值;
输出单元2023,用于根据最佳分割阈值对图像进行阈值分割并输出分割后的图像。
在本发明的另外一个实施例中:
基于5G的智慧工厂远程监控系统,所述计算单元2022,包括:
将输入图像进行对比度扩展变换预处理,然后计算图像的灰度直方图;
对图像的灰度值进行编码,随机产生M个初始种群;
根据Otsu算法和设定的适应度函数,计算每个粒子所在位置的适应度函数值;
根据计算出的粒子所在位置的适应度函数值,更新每个粒子的全局最优位置,并在不断的迭代过程中,不断更新种群内个体的速度和位置;
满足条件结束寻优,并输出全局最优解,将粒子群最终搜索到的全局最优解最为最佳分割阈值。
具体地,所述粒子群算法的适应度函数为最大类间方差。
进一步地,所述对图像的灰度值进行编码包括:对范围为0-255的图像灰度级用8位二进制码串进行编码。
以下以一个具体的申请人的优化原创算法对图像分割单元的处理过程进行说明:
优选地,所述图像分割单元采用OTSU算法对滤波处理后的设备图像进行目标分割,获取设备图像中的设备区域图像,采用粒子群算法确定所述OTSU算法的最优阈值,定义所述粒子群算法的适应度函数为最大类间方差,所述粒子的适应度函数值越大,表明该粒子的寻优结果越好。
优选地,所述粒子群算法采用下列方式进行更新:
V
X
式中,V
在粒子群中选取用于确定局部学习解的参考粒子,选取的参考粒子对粒子群中未被选取为参考粒子的粒子进行标记,具体为:
首先选取粒子群中当前适应度函数值最大的粒子为第一个参考粒子,记为b
设B(t)表示在第t次迭代时选取的参考粒子集合,且
B(t)={b
式中,m表示给定的参考粒子待标记的粒子数的初始值,且m<M,M为粒子群中的粒子数,η
设集合B(t)中标记了粒子i的参考粒子组成的集合为B
式中,α(f
当粒子i在第t次迭代时被选为参考粒子时,则粒子i在第t次迭代时的局部学习解G
当粒子i在第t次迭代时未被选取为参考粒子时,设b
G
式中,r
本优选实施例对粒子群算法中粒子的更新方式进行改进,相较于传统的令粒子群中粒子向其历史最优解进行局部学习的更新方式,本优选实施例令粒子群中粒子向其局部学习解进行局部学习,并且给出了确定粒子的局部学习解的方式,在粒子群中选取参考粒子,选取的参考粒子对粒子群中距离其较近的部分粒子进行标记,最后粒子在标记其的参考粒子中选取两个具有最大参考价值的参考粒子确定其对应的局部学习解,因此,参考粒子标记的粒子越多,其对粒子群中越多的粒子可能产生影响,当所述参考粒子的排序越靠前,表明其适应度函数值在选取的参考粒子中越大,所述参考粒子的寻优优先级的值越大,表明其周围的寻优空间越大,因此,本优选实施例给出的参考粒子的选取方式保证了参考粒子的适应度函数值较大的同时,使得参考粒子的分布较为分散,上述选取和标记方法使得参考粒子标记的粒子之间存在部分重合的粒子,又在上一个参考粒子标记的解空间中向外进行了扩展,从而使得粒子根据标记其的参考粒子确定的局部学习解引导粒子群向分散距离进化,从而避免了粒子在寻优过程中容易陷入局部极值的缺陷;定义参考粒子对粒子的参考价值,所述参考价值中的适应度函数值和寻优优先级保证了参考粒子具有较大的适应度函数值和较大的寻优空间,所述参考价值中的距离参数保证了参考粒子和粒子之间的局部性,在标记了粒子的参考粒子中选取对所述粒子具有最大和第二大参考价值的参考粒子确定粒子的局部学习解,使得所述局部学习解具有较大的适应度函数值和较大的寻优空间,从而引导粒子在局部学习的过程中向着更优解的方向进化的同时避免陷入局部最优解,加强了粒子的局部寻优能力,从而提高了粒子群的寻优精度,使得根据粒子群算法确定的OTSU算法的最优阈值具有较高的准确度,从而提高了图像分割的精度。
本优选实施例用于根据分割所得的设备区域图像对生产设备是否运行故障进行判断,考虑到当生产设备出现运行故障时常常表现为温度升高,因此,作为优选,将设备区域图像中像素灰度值的最大值和给定的灰度安全阈值进行比较,从而确定生产设备是否运行故障。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 基于5G和算法的智慧工厂远程监控方法及系统
- 一种基于5G通信的智能远程电能监控系统及监控方法