用于提高生产效率的一次性PE手套加工工艺
文献发布时间:2023-06-19 09:36:59
技术领域
本发明涉及一次性PE手套加工技术领域,尤其涉及用于提高生产效率的一次性PE手套加工工艺。
背景技术
一次性PE手套又称一次性一次性PE手套,是塑料手套的一种。一次性PE手套是采用聚乙烯LDPE、HDPE、LLDPE吹膜压制而成,是一次性使用手套。现代社会普遍使用一次性PE手套,现有的一次性PE手套机生产效率低。因此对于用于提高生产效率的一次性PE手套加工工艺,生产效率低是我们要解决的问题。
发明内容
为克服上述缺点,本发明的目的在于提供用于提高生产效率的一次性PE手套加工工艺,能提高生产效率。
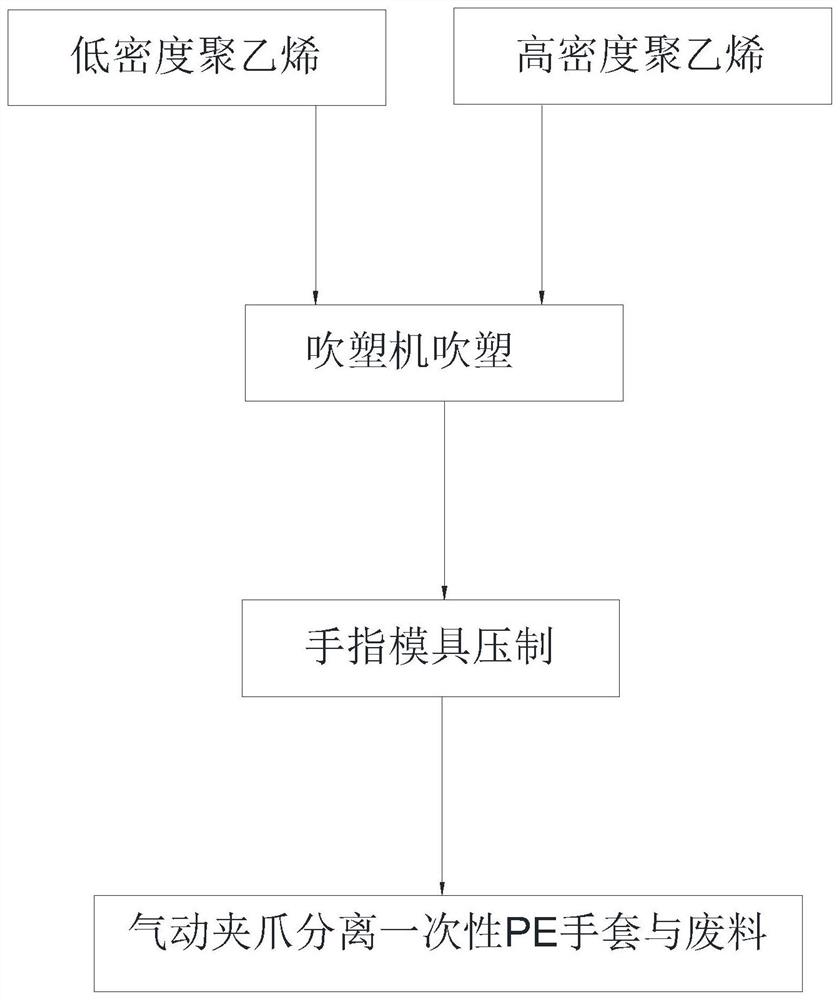
为了达到以上目的,本发明采用的技术方案是:用于提高生产效率的一次性PE手套加工工艺,包括以下步骤:S1:将多种原料混合配料;S2:多种混合好的原料输送至吹塑机内,并由吹塑机吹料成型为PE膜;S3:通过手指模具做往复运动将PE膜压制成型一次性PE手套;S4:压制有一次性PE手套的PE膜通过两个气动夹爪能将一次性PE手套与废料分离、并能将分离后的一次性PE手套装箱处理。
本发明用于提高生产效率的一次性PE手套加工工艺的有益效果是,多种原料进行混合配料后,输送至吹塑机内,经吹塑机处理形成PE膜,手指模具对PE膜进行压制,将PE膜压制成一次性PE手套。两个气动夹爪其中一个抓取一次性PE手套、另一个气动夹爪抓取PE膜制成一次性PE手套后多余的废料,两个气动夹爪实现一次性PE手套与废料的分离;同时抓取住一次性PE手套的气动夹爪能将一次性PE手套放到箱子里进行暂时存放。此套加工工艺构提高了一次性PE手套生产效率,同时能自动取出一次性PE手套,进而使手指模具不间断进行压制PE膜,进一步提高一次性PE手套生产效率。
作为本发明的进一步改进是,在S1中,多种原料为低密度聚乙烯和高密度聚乙烯,低密度聚乙烯和高密度聚乙烯均放入搅拌桶内搅拌。低密度聚乙烯强度比高密度聚乙烯强度小,低密度聚乙烯抗冲击强度则比高密度聚乙烯抗冲击强度大。使用二者的混合物,能进一步提高一次性PE手套的强度与抗冲击强度。
作为本发明的进一步改进是,搅拌桶内的温度保持在50℃,搅拌桶内的搅拌机的转速为480转/分,搅拌时间为10-20min。低密度聚乙烯和高密度聚乙烯放入搅拌桶内并通过搅拌机进行初步预热搅拌,同时使低密度聚乙烯和高密度聚乙烯充分混合。
作为本发明的进一步改进是,在S2中,包括以下步骤:S1:吹塑机内的造粒机的温度保持在180℃-200℃之间,在造粒机内得到复合材料;S2:复合材料进入吹塑机内的螺杆挤出机,螺杆挤出机的加工温度为160℃,使得复合材料熔融,呈黏流体状态;S3:呈黏流体状态的复合材料通过吹塑机的喷嘴导入到吹塑机内的模具型腔,并在模具型腔内定型后脱模。低密度聚乙烯和高密度聚乙烯初步预热混合后,输送到吹塑机内的造粒机中,造粒机内温度保持在180℃-200℃之间,使低密度聚乙烯和高密度聚乙烯在造粒机中内进行混合成复合材料。复合材料进入到螺杆挤出机,在螺杆的转动带动下将其向前进行输送,在螺杆挤出机中挤出成型,加工温度为160℃,使得复合材料熔融,呈黏流体状态。呈黏流体状态的复合材料通过吹塑机的喷嘴导入到模具型腔,并在模具型腔内定型后脱模,形成PE膜。
作为本发明的进一步改进是,吹塑机的口模间隙为2.25mm,吹塑机的风量为80CMH、风温为12℃。口模间隙为2.25mm,黏流体状态的复合材料从口模喷出。
作为本发明的进一步改进是,手指模具上的动模与定膜的接触时间为0.1-0.2s,动模刀口宽度与定膜刀口宽度的温度均保持在340℃-360℃之间。动模与定膜将PE膜夹在二者之间,动模刀口压在定膜刀口上对PE膜进行高温压制,使PE膜上压制成一次性PE手套。
附图说明
图1为本实施例的工艺流程图。
具体实施方式
下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
本实施例用于提高生产效率的一次性PE手套加工工艺,包括以下步骤:S1:将多种原料混合配料;S2:多种混合好的原料输送至吹塑机内,并由吹塑机吹料成型为PE膜;S3:通过手指模具做往复运动将PE膜压制成型一次性PE手套;S4:压制有一次性PE手套的PE膜通过两个气动夹爪能将一次性PE手套与废料分离、并能将分离后的一次性PE手套装箱处理。多种原料进行混合配料后,输送至吹塑机内,经吹塑机处理形成PE膜,手指模具对PE膜进行压制,将PE膜压制成一次性PE手套。两个气动夹爪其中一个抓取一次性PE手套、另一个气动夹爪抓取PE膜制成一次性PE手套后多余的废料,两个气动夹爪实现一次性PE手套与废料的分离;同时抓取住一次性PE手套的气动夹爪能将一次性PE手套放到箱子里进行暂时存放。此套加工工艺构提高了一次性PE手套生产效率,同时能自动取出一次性PE手套,进而使手指模具不间断进行压制PE膜,进一步提高一次性PE手套生产效率。
本实施例在S1中,多种原料为低密度聚乙烯和高密度聚乙烯,低密度聚乙烯和高密度聚乙烯均放入搅拌桶内搅拌。低密度聚乙烯强度比高密度聚乙烯强度小,低密度聚乙烯抗冲击强度则比高密度聚乙烯抗冲击强度大。使用二者的混合物,能进一步提高一次性PE手套的强度与抗冲击强度。
本实施例的搅拌桶内的温度保持在50℃,搅拌桶内的搅拌机的转速为480转/分、搅拌时间为10-20min。低密度聚乙烯和高密度聚乙烯放入搅拌桶内并通过搅拌机进行初步预热搅拌,同时使低密度聚乙烯和高密度聚乙烯充分混合。
本实施例在S2中,包括以下步骤:S1:吹塑机内的造粒机的温度保持在180℃-200℃之间,在造粒机内得到复合材料;S2:复合材料进入吹塑机内的螺杆挤出机,螺杆挤出机的加工温度为160℃,使得复合材料熔融,呈黏流体状态;S3:呈黏流体状态的复合材料通过吹塑机的喷嘴导入到吹塑机内的模具型腔,并在模具型腔内定型后脱模。低密度聚乙烯和高密度聚乙烯初步预热混合后,输送到吹塑机内的造粒机中,造粒机内温度保持在180℃-200℃之间,使低密度聚乙烯和高密度聚乙烯在造粒机中内进行混合成复合材料。复合材料进入到螺杆挤出机,在螺杆的转动带动下将其向前进行输送,在螺杆挤出机中挤出成型,加工温度为160℃,使得复合材料熔融,呈黏流体状态。呈黏流体状态的复合材料通过吹塑机的喷嘴导入到模具型腔,并在模具型腔内定型后脱模,形成PE膜。。
本实施例吹塑机的口模间隙为2.25mm,吹塑机的风量为80CMH、风温为12℃。口模间隙为2.25mm,黏流体状态的复合材料从口模喷出。
本实施手指模具上的动模与定膜的接触时间为0.1-0.2s,动模刀口宽度与定膜刀口宽度的温度均保持在340℃-360℃之间。动模与定膜将PE膜夹在二者之间,动模刀口压在定膜刀口上对PE膜进行高温压制,使PE膜上压制成一次性PE手套。
以上实施方式只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所做的等效变化或修饰,都应涵盖在本发明的保护范围内。
- 用于提高生产效率的一次性PE手套加工工艺
- 一种提高生产效率的铅酸蓄电池极板加工工艺