电子元件安装装置及控制方法
文献发布时间:2023-06-19 09:41:38
技术领域
本发明涉及电子元件安装装置。
背景技术
以往,存在利用旋转头具备的吸嘴对元件进行吸附并向基板安装的电子元件安装装置。另外,存在以下技术:通过在吸嘴升降的升降位置(作业位置)的前拍摄位置(先行位置)及后拍摄位置(后行位置)拍摄吸嘴,例如判断有无元件,由此检查是否可适当地进行元件的吸附或安装(例如,专利文献1)。
然后,在接下来升降的吸嘴是在旋转头中相邻的吸嘴的情况下,接下来升降的吸嘴处于前拍摄位置,因此能够在与吸嘴升降相同的时机拍摄接下来升降的吸嘴。另一方面,在接下来升降的吸嘴不是在旋转头中相邻的吸嘴的情况下,在吸嘴位于升降位置时,接下来升降的吸嘴不位于前拍摄位置。因此,导致需要使接下来升降的吸嘴位于前拍摄位置的工序,从而不高效。因此,专利文献1中公开有通过拍摄移动中的吸嘴而高效地进行拍摄的技术。
现有技术文献
专利文献
专利文献1:国际公开第2017/042929号
发明内容
发明所要解决的课题
然而,存在旋转头具备多个升降位置的电子元件安装装置。在这样的电子元件安装装置中,关于高效地进行拍摄,存在改善的余地。
本申请是鉴于上述课题而提出的,目的在于提供能够通过与专利文献1不同的单元高效地进行拍摄的电子元件安装装置及控制方法。
用于解决课题的技术方案
本说明书公开电子元件安装装置,具备:旋转头,在以轴线为中心的圆周上配置有多个吸嘴支架,并能够绕轴线转动;吸嘴,保持于吸嘴支架,并吸附元件;升降部,为了由吸嘴吸附或安装元件,在圆周上的升降位置处使吸嘴支架升降;拍摄部,在升降位置的圆周上的前拍摄位置及后拍摄位置处拍摄吸嘴;及控制部,按照预先规定了控制步骤的顺序的工作数据来进行控制,控制步骤包括升降部的升降处理前拍摄处理及后拍摄处理中的至少一个处理,前拍摄处理是在前拍摄位置或后拍摄位置处由拍摄部拍摄执行升降处理前的吸嘴的处理,后拍摄处理是在前拍摄位置或后拍摄位置处由拍摄部拍摄执行升降处理后的吸嘴的处理,在工作数据中的成为升降处理的对象的吸嘴支架的顺序即升降顺序不是圆周上的配置顺序的情况下,在按升降顺序为第n个的吸嘴支架位于升降位置时,在升降顺序为第n个之前的吸嘴支架位于前拍摄位置或后拍摄位置的情况下,控制部通过与第n个吸嘴支架的升降处理相同的控制步骤来执行以该第n个之前的吸嘴支架为对象的后拍摄处理,在按升降顺序为第n个的吸嘴支架位于升降位置时,在吸嘴支架的升降顺序为第n个之后的吸嘴支架位于前拍摄位置或后拍摄位置的情况下,控制部通过与第n个吸嘴支架的升降处理相同的控制步骤来执行以该第n个之后的吸嘴支架为对象的前拍摄处理。
另外,本说明书公开控制方法,是电子元件安装装置的控制方法,上述电子元件安装装置具备:旋转头,在以轴线为中心的圆周上配置有多个吸嘴支架,并能够绕轴线转动;吸嘴,保持于吸嘴支架,并吸附元件;升降部,在圆周上的升降位置处使吸嘴支架升降;拍摄部,在升降位置的圆周上的前拍摄位置及后拍摄位置处拍摄吸嘴;及控制部,按照预先规定了控制步骤的顺序的工作数据来进行控制,控制步骤包括升降部的升降处理、前拍摄处理及后拍摄处理中的至少一个处理,前拍摄处理是在前拍摄位置或后拍摄位置处由拍摄部拍摄执行升降处理前的吸嘴的处理,后拍摄处理是在前拍摄位置或后拍摄位置处由拍摄部拍摄执行升降处理后的吸嘴的处理,在工作数据中的成为升降处理的对象的吸嘴支架的顺序即升降顺序不是圆周上的配置顺序的情况下,在按升降顺序为第n个的吸嘴支架位于升降位置时,在升降顺序为第n个之前的吸嘴支架位于前拍摄位置或后拍摄位置的情况下,通过与第n个吸嘴支架的升降处理相同的控制步骤来执行以该第n个之前的吸嘴支架为对象的后拍摄处理,在按升降顺序为第n个的吸嘴支架位于升降位置时,在吸嘴支架的升降顺序为第n个之后的吸嘴支架位于前拍摄位置或后拍摄位置的情况下,通过与第n个吸嘴支架的升降处理相同的控制步骤来执行以该第n个之后的吸嘴支架为对象的前拍摄处理。
发明效果
根据本公开,能够提供可高效地进行拍摄的电子元件安装装置及控制方法。
附图说明
图1是实施方式所涉及的电子元件安装装置的立体图。
图2是电子元件安装装置的俯视图。
图3是安装头的侧视图。
图4是表示拍摄部的图。
图5是表示电子元件安装装置的控制系统的框图。
图6是表示序列数据的图。
图7是表示安装顺序数据的图。
图8的(a)是表示控制步骤10中的吸嘴支架的配置的图,图8的(b)是表示控制步骤11中的吸嘴支架的配置的图,图8的(c)是表示控制步骤12中的吸嘴支架的配置的图。
图9的(a)是表示控制步骤2中的吸嘴支架的配置的图,图9的(b)是表示控制步骤4中的吸嘴支架的配置的图,图9的(c)是表示控制步骤7中的吸嘴支架的配置的图。
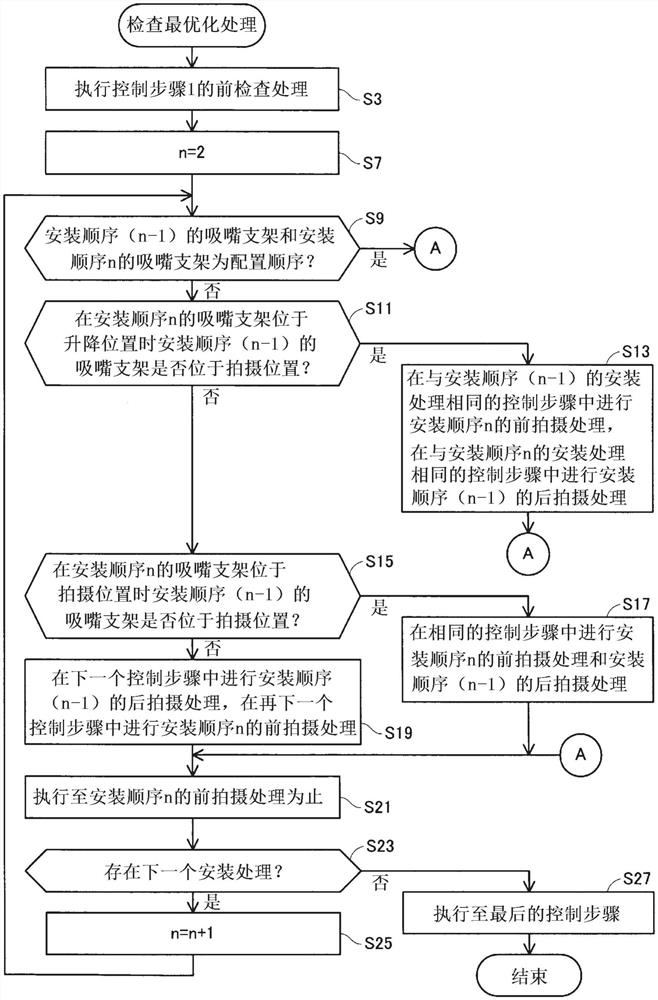
图10是第一实施方式所涉及的检查最优化处理的流程图。
图11是表示第一实施方式所涉及的检查最优化处理执行后的序列数据的图。
图12是第二实施方式所涉及的检查最优化处理的流程图。
图13是表示第二实施方式所涉及的检查最优化处理执行后的序列数据的图。
图14是对移动部进行说明的图,图14的(a)表示成为位置a的拍摄部,图14的(b)表示成为位置b的拍摄部。
图15是第三实施方式所涉及的最优化处理的流程图。
图16是表示第三实施方式所涉及的最优化处理执行后的序列数据的图。
具体实施方式
第一实施方式电子元件安装装置的结构
如图1所示,电子元件安装装置(以下,简记为安装装置)12具备系统基座14及两个安装机16。两个安装机16在系统基座14上相邻地设置。安装机16具有安装机主体20、搬运装置22、安装头移动装置(以下,省略为移动装置)24、供给装置26、安装头28、上部罩20a、零件相机102及触摸面板11。安装装置12实施以下作业:对于由搬运装置22搬运的例如印刷基板等基板安装并装配电子元件。在以下的说明中,方向使用图1所示的方向。由搬运装置22搬运基板的方向是X轴方向,与X轴方向正交的方向是Y轴方向。
安装机主体20具有框架部30及架设于框架部30的上方的梁部32。在梁部32的上方配设有上部罩20a。触摸面板11配设于安装机16的前侧上方,显示安装机16的动作信息等,接受来自操作人员等的指示。零件相机102配设于搬运装置22与供给装置26之间,并拍摄被安装头28保持的电子元件。
搬运装置22具备两个输送装置40、42及基板保持装置48(图5)。上述两个输送装置40、42在X轴方向上延伸,且相互平行地配设于框架部30。两个输送装置40、42分别将输送机用马达46(图5)作为驱动源,将被各输送装置40、42支撑的基板在X轴方向上搬运。基板保持装置48(图5)将搬运来的基板压上去并固定于预定位置。
供给装置26是供料器型的供给装置,且配设于框架部30的前方侧的端部。供给装置26具备多个带式供料器70。带式供料器70具有供给带盘70a及送出装置76(图5)。在供给带盘70a卷绕有带化的电子元件。送出装置76将卷绕于供给带盘70a的带拉出,并且将带开封,将电子元件向处于带式供料器70的后方端的元件供给部70b送出。
使用图2对移动装置24进行说明。此外,图2是以从上方的视点示出移除了上部罩20a的状态的安装装置12的俯视图。移动装置24具备Y轴方向滑动机构52及X轴方向滑动机构50等。Y轴方向滑动机构52具有在Y轴方向上延伸的一对Y轴方向导轨54、Y轴滑动件56及Y轴马达62(图5)等。Y轴滑动件56与Y轴马达的驱动对应地被Y轴方向导轨54引导并向Y轴方向的任意位置移动。X轴方向滑动机构50具有在X轴方向上延伸的X轴方向导轨58、X轴方向导轨58及X轴滑动件60。X轴方向导轨58固定于Y轴滑动件56,X轴滑动件60与X轴马达的驱动对应地被X轴方向导轨58引导并向X轴方向的任意位置移动。在X轴滑动件60固定有安装头28,上述安装头28对电子元件进行吸附并向基板安装。
接下来,使用图3对安装头28进行详述。安装头28是具备R轴驱动机构28a、Q轴驱动机构28b、Z轴驱动机构28c、28c、转动部84、吸嘴齿轮45、吸嘴支架47、吸嘴80及拍摄部103等的旋转头。此处,在转动部84,且在与转动部84的中心轴线即R轴线RL同心的圆周80a上保持有八个吸嘴支架47(参照图4)。R轴驱动机构28a使转动部84及吸嘴支架47以R轴线RL为旋转轴旋转。详细而言,R轴驱动机构28a按每相邻的吸嘴支架47与R轴线RL所成的角度即按每一个间距以从上方的视点绕顺时针方向间歇旋转。在以下的说明中,将圆周80a上的吸嘴支架47停止的位置称为停止位置。Q轴驱动机构28b使吸嘴80的中心轴线即Q轴线QL作为旋转轴使吸嘴80旋转。Z轴驱动机构28c在八个停止位置中的两个位置即升降位置HP1、HP2(参照图4)各自中,使吸嘴支架47在上下方向上单独升降。在以下的说明中,有时将Z轴驱动机构28c称为Z轴,将与升降位置HP1对应的Z轴驱动机构28c称为Z1轴,将与升降位置HP2对应的Z轴驱动机构28c称为Z2轴。此外,图3中,省略除位于升降位置HP1、HP2的吸嘴支架47以外的吸嘴支架47的图示。
R轴驱动机构28a具有作为电磁马达的R轴马达88、旋转轴33、齿轮34、35、R轴36。在R轴36的上端部固定有齿轮35,在R轴36的下端部固定有与R轴36同心的圆筒状的转动部84。旋转轴33是R轴马达88的旋转轴,在下端部固定有齿轮34。齿轮35与齿轮34啮合。由此,R轴马达88的驱动力向R轴36传递,转动部84绕R轴线RL旋转。
Q轴驱动机构28b具有作为电磁马达的Q轴马达92、旋转轴51、齿轮53及Q轴37。Q轴37具有齿轮38、39。在Q轴37的上端部固定有齿轮38,在Q轴37的下端部固定有齿轮39。旋转轴51是Q轴马达92的旋转轴。齿轮53与齿轮38啮合。由此,Q轴马达92的驱动力向Q轴37传递,Q轴37及齿轮39绕R轴线RL旋转。
Z轴驱动机构28c具有作为电磁马达的Z轴马达98、滚珠丝杠44及Z轴杆43等。滚珠丝杠44固定于Z轴马达98,绕与R轴线RL平行的轴线旋转。Z轴杆43是L字状的部件,在Z轴杆43的一端部固定有经由未图示的滚珠与滚珠丝杠44螺合的未图示的螺母。由此,Z轴马达98的旋转转换为直线运动,被未图示的导轨引导,Z轴杆43在上下方向上移动。另外,Z轴杆43的另一端部与吸嘴齿轮45的上端部卡合。吸嘴齿轮45固定于吸嘴支架47的上端部,与齿轮39啮合。由此,与通过Q轴马达92的驱动力而旋转的Q轴37连动地使吸嘴齿轮45及吸嘴支架47绕Q轴线QL旋转。
另外,在吸嘴支架47的下端部安装并保持有吸嘴80。经由设置于吸嘴支架47的负压空气、正压空气通路,从正负压供给装置82(图5)向吸嘴80供给负压及正压。由此,吸嘴80能够通过负压吸附并保持电子元件,并通过正压使所保持的电子元件脱落。背景板106具有以R轴线RL为中心轴的圆筒状的形状,并固定于转动部84的下端部。拍摄部103安装于吸嘴80的外周,对位于前拍摄位置AP1、AP2(参照图4)及后拍摄位置BP1、BP2(参照图4)的合计四处位置的吸嘴80进行拍摄。此外,前拍摄位置AP1、AP2分别是升降位置HP1、HP2的一个间距近前的停止位置。另外,后拍摄位置BP1、BP2分别是升降位置HP1、HP2的一个间距后的停止位置。在以下的说明中,将前拍摄位置AP1、AP2及后拍摄位置BP1、BP2通称为拍摄位置。另外,将升降位置HP1、HP2通称为升降位置。
使用图4对拍摄部103详细地进行说明。拍摄部103在未图示的罩内具有侧面相机104、四个发光部105、背景板106、四个第一反射镜107、四个第二反射镜108、两个第一棱镜109及第二棱镜110等。发光部105具有未图示的LED(Light Emitting Diode)及驱动LED的未图示的LED驱动电路等。具体而言,LED及LED驱动电路安装于柔性印刷基板111。柔性印刷基板111使面成为上下方向,且在从上方的视点中以八边形弯曲,并以与各拍摄位置相向的方式安装有LED。如图4中箭头线所示的那样,由发光部105发出并由吸嘴80反射的光通过第一反射镜107、第一棱镜109、两个第二反射镜108、第二棱镜110来变更光路,并进入侧面相机104。此外,在柔性印刷基板111形成有使来自吸嘴80的光穿过的开口(未图示)。侧面相机104例如具有图像传感器(未图示)等,接受光,并获取吸嘴80的前端部的侧视图像。此外,来自各拍摄位置的光在图像传感器的受光面中彼此不同的区域成像。由此,同时期获取位于各拍摄位置的吸嘴80的侧视图像。
接着,对安装机16的安装作业的动作进行说明。基板由输送装置40、42搬运至预定位置,并由基板保持装置48固定。另一方面,移动装置24使安装头28移动至供给装置26的元件供给部70b。转动部84以使安装了预定的吸嘴80的吸嘴支架47位于升降位置HP1、HP2(参照图4)的方式转动。安装了预定的吸嘴80的吸嘴支架47下降至被元件供给部70b送出的电子元件的位置。对吸嘴80供给负压,吸嘴80吸附并保持电子元件。其后,预定的吸嘴80上升。适当地重复以上的动作,在多个吸嘴80分别保持有电子元件。
此外,在保持的作业中,实施基于侧面相机104的检查。根据在拍摄位置拍摄了升降前的吸嘴80的侧视图像,确认出在吸嘴80的前端没有吸附电子元件。另外,根据在拍摄位置拍摄了升降后的吸嘴80的侧视图像,确认出在吸嘴80的前端吸附有电子元件,并确认出所吸附的电子元件的姿势。此外,升降前的吸嘴80被拍摄的位置典型而言是前拍摄位置AP1、AP2,升降后的吸嘴80被拍摄的位置典型而言是后拍摄位置BP1、BP2。
接下来,移动装置24使安装头28移动至基板的安装位置的上方。通过Q轴马达92的旋转,将被吸嘴80保持的电子元件修正为预定姿势。正保持电子元件的预定的安装头28的吸嘴支架47下降,电子元件安装于基板。对吸嘴80供给正压,电子元件从吸嘴80脱落。其后,预定的吸嘴80上升。适当地重复以上的动作,被吸嘴80保持的电子元件安装于基板。
此外,在安装的作业中,实施基于侧面相机104的检查。根据在拍摄位置拍摄了升降前的吸嘴80的侧视图像,确认出在吸嘴80的前端吸附有电子元件。另外,根据在拍摄位置拍摄了升降后的吸嘴80的侧视图像,确认出在吸嘴80的前端没有吸附电子元件。此外,与保持的作业相同,升降前的吸嘴80被拍摄的位置典型而言是前拍摄位置AP1、AP2,升降后的吸嘴80被拍摄的位置典型而言是后拍摄位置BP1、BP2。
在以下的说明中,将上述的一系列执行的从保持的作业至安装的作业为止的作业称为1PP(pick up place)作业。
电子元件安装装置的控制系统结构
使用图5对安装机16的控制系统的结构进行说明。安装机16除了上述的结构之外,还具备控制装置140、图像处理装置148、标记相机100等。控制装置140具有CPU141、RAM142、ROM143、存储部144等。CPU141通过执行存储于ROM143的各种程序,从而控制电连接的各部。此处各部是搬运装置22、移动装置24、安装头28、供给装置26、图像处理装置148等。RAM142用作CPU141用于执行各种处理的主存储装置。在ROM143存储有检查最优化处理(后述)等的程序、控制程序及各种数据等。存储部144例如通过闪存等实现,并记录有工作数据145及各种信息等。
搬运装置22除了上述的结构之外,还具有驱动输送机用马达46的驱动电路121及驱动基板保持装置48的驱动电路122等。移动装置24除了上述的结构之外,还具有驱动X轴马达64的驱动电路123及驱动Y轴马达62的驱动电路125等。
安装头28除了上述的结构之外,还具有驱动正负压供给装置82的驱动电路126、驱动R轴马达88的驱动电路127、驱动Q轴马达92的驱动电路128、驱动Z轴马达98的驱动电路129、129等。驱动电路129分别设置于Z轴马达98、98。由此,Z轴驱动机构28c能够单独地使吸嘴支架47升降。
供给装置26除了上述的结构之外,还具有驱动送出装置76的驱动电路131等。标记相机100以朝向下方的状态固定于X轴滑动件60的下表面,例如对在基板形成的基板定位用的基准标记等进行拍摄。图像处理装置148例如通过计算机等实现,对标记相机100、零件相机102及侧面相机104拍摄到的图像数据进行图像处理。详细而言,将图像数据所包含的例如电子元件等的外形的位置数值化,将数值化后的数据向CPU141输出。CPU141将验证数据(后述)与图像被数值化后的数据进行比较,判断是否如设定那样进行作业。如上述那样,零件相机102获取电子元件等的XY平面的二维图像。侧面相机104获取电子元件等的YZ平面的二维图像。例如CPU141基于零件相机102获取到的图像,判断被吸嘴80吸附的电子元件的XY平面的位置是否处于正常范围内。另外,CPU141基于侧面相机104获取到的图像,判断例如被吸嘴80吸附的电子元件的YZ平面的位置是否处于正常的范围内。
接下来,对工作数据145进行说明。工作数据145包括序列数据、安装顺序数据及验证数据等。验证数据是为了安装装置12如设定那样进行作业而使用的数据。例如,验证数据包括电子元件的位置/形状的数据。如图6所例示的那样,序列数据是控制装置140进行的处理按执行顺序排列的数据。图6的“控制步骤”是表示执行顺序的顺序的项目。此处,规定为每当前进一个步骤,使转动部84以一个间距以上间歇旋转。“处理”是表示在各步骤中进行的处理的内容的项目。具体而言,存在安装处理、前检查处理及后检查处理等。此外,前检查处理是在拍摄位置拍摄实施安装作业前的吸嘴80的处理。后检查处理是在拍摄位置拍摄实施了安装作业后的吸嘴80的处理。此处,如图8所示,相对于各吸嘴支架47,作为识别符,将A~H的字母绕逆时针方向标注。作为序列数据的“处理”的值,成为各处理的对象的吸嘴支架47的识别符括在括号中表示。“升降位置”是表示对于成为安装作业的对象的吸嘴支架47在Z1轴及Z2轴的哪一个升降的项目。例如,在控制步骤2中,示出通过A及E的吸嘴支架47实施安装作业,A的吸嘴支架47在Z1轴中升降,E的吸嘴支架47在Z2轴中升降。“拍摄位置”是表示对于成为前检查处理及后检查处理的对象的吸嘴支架47在拍摄位置的哪一个中升降的项目。如图7所示那样,安装顺序数据是成为安装处理的对象的吸嘴支架47的识别符和升降位置按执行顺序排列的数据。在以下的记载中,将安装处理的执行顺序记载为安装顺序。
在安装作业中,重复实施基于移动装置24的向基板的安装位置的移动和用于安装的吸嘴支架47的升降。此处,序列数据例如以使针对移动装置24的移动距离成为最短的方式最优化。因此,也有时实施安装作业的吸嘴支架47的顺序不是按照转动部84的旋转方向的配置顺序即不是按字母顺序。另外,升降位置成为Z1轴的吸嘴支架47在前拍摄位置AP1中进行前拍摄处理,在后拍摄位置BP1中进行后拍摄处理。同样,升降位置成为Z2轴的吸嘴支架47在前拍摄位置AP2中进行前拍摄处理,在后拍摄位置BP2中进行后拍摄处理。
然后,如图6的控制步骤10~12那样,在安装顺序为配置顺序的情况下,能够在相同的控制步骤中进行第n个安装处理、第(n-1)个后检查处理及第(n+1)个前检查处理。使用图8进行说明。在控制步骤10~12中,在升降位置HP2分别实施F、G、H的吸嘴支架47的安装作业。该F、G、H的吸嘴支架47是转动部84的配置顺序。因此,如图8的(b)所示那样,当在控制步骤11中G的吸嘴支架47处于升降位置HP2时,F的吸嘴支架47位于后拍摄位置BP2,H的吸嘴支架47位于前拍摄位置AP2。因此,能够在相同的控制步骤中实施G的吸嘴支架47的安装处理、F的吸嘴支架47的后拍摄处理、H的吸嘴支架47的前拍摄处理。
另一方面,如图6的控制步骤2~7那样,在安装顺序不是配置顺序的情况下,无法在相同的控制步骤中进行第n个安装处理、第(n-1)个后检查处理及第(n+1)个前检查处理。使用图9进行说明。在控制步骤2~7中,在升降位置HP1中实施A、C、B的吸嘴支架47的安装作业。该A、C、B的吸嘴支架47不是转动部84的配置顺序。因此,如图9的(b)所示那样,当在控制步骤4中C的吸嘴支架47处于升降位置HP1时,A的吸嘴支架47没有位于后拍摄位置BP1、BP2的任一个,B的吸嘴支架47也没有位于前拍摄位置AP1、AP2的任一个。在工作数据145中,升降位置成为Z1轴的吸嘴支架47在前拍摄位置AP1中进行前拍摄处理,在后拍摄位置BP1中进行后拍摄处理。因此,无法在相同的控制步骤中实施C的吸嘴支架47的安装处理、A的吸嘴支架47的后拍摄处理、B的吸嘴支架47的前拍摄处理。因此,如图6所示,在进行C的吸嘴支架47的升降处理的控制步骤4前的控制步骤3中,进行A的吸嘴支架47的后拍摄处理,在控制步骤4之后的控制步骤6中,进行B的吸嘴支架47的前拍摄处理。为了减少这样生成的工作数据145的控制步骤,执行接下来说明的检查最优化处理。
检查最优化处理
针对图10所示的检查最优化处理,适当地例示图6所示的序列数据的情况进行说明。CPU141若接受安装作业的开始,则读出工作数据145,按每1PP作业,执行检查最优化处理。首先,CPU141执行序列数据的最初的控制步骤的前检查处理(S3)。详细而言,根据工作数据145,以使成为前检查处理的对象的吸嘴支架47位于序列数据中设定的拍摄位置的方式使转动部84转动,使侧面相机104拍摄。接下来,将用于检查最优化处理的变量即变量n设定为2(S7)。接下来,参照安装顺序数据,判断安装顺序为n的吸嘴支架47和安装顺序为(n-1)的吸嘴支架47是否为配置顺序(S9)。例如,在安装顺序为1的吸嘴支架47是A、安装顺序为2的吸嘴支架47是B的情况下,判断为是配置顺序。若判断为是配置顺序(S9:是),则根据工作数据145进行前拍摄处理及后拍摄处理,因此进入步骤S21。
另一方面,若判断为不是配置顺序(S9:否),则CPU141参照工作数据145,在安装顺序为n的吸嘴支架47位于所设定的升降位置的情况下,判断安装顺序为(n-1)的吸嘴支架47是否位于拍摄位置的任一个(S11)。例如,在变量n为3的情况下,安装顺序为3的B的吸嘴支架47位于所设定的升降位置HP1的情况下,判断安装顺序为2的C的吸嘴支架47是否位于拍摄位置的任一个。在这种情况下,如图9的(c)所示那样,在B的吸嘴支架47位于所设定的升降位置HP1的情况下,安装顺序为2的C的吸嘴支架47位于前拍摄位置AP1,因此判断为是。相对于此,例如,在变量n为2的情况下,如图9的(b)所示那样,在安装顺序为2的C的吸嘴支架47位于升降位置HP1的情况下,安装顺序为1的A、E的吸嘴支架47没有位于拍摄位置的任一个,因此步骤S11判断为否。
若判断为位于上述的位置(S11:是),则决定在进行安装顺序为(n-1)的安装作业的控制步骤中进行安装顺序为n的吸嘴支架47的前拍摄处理,决定在进行安装顺序为n的安装作业的控制步骤中进行安装顺序为(n-1)的吸嘴支架47的后拍摄处理,并将所决定的内容存储于RAM142(S13)。在步骤S13执行后,进入步骤S21。
另一方面,若判断为不存在于上述的位置(S11:否),则CPU141判断在参照工作数据145而安装顺序为n的吸嘴支架47位于拍摄位置的情况下,安装顺序为(n-1)的吸嘴支架47是否位于拍摄位置(S15)。例如,如图8的(a)所示那样,安装顺序为2的C的吸嘴支架47和安装顺序为1的A、E的吸嘴支架47处于能够同时拍摄的位置关系,因此判断为是。此外,四个拍摄位置的相对位置没有变动,因此位于以R轴线RL为中心的十字位置的吸嘴支架47彼此同时位于拍摄位置。若使用图8的(a)及(b)详细地进行说明,则如图8的(a)所示那样A、C、E、G的吸嘴支架47同时位于拍摄位置,如图8的(b)所示那样,B、D、F、H的吸嘴支架47同时位于拍摄位置。若判断为存在于上述的位置(S15:是),则决定在进行安装顺序为n的安装作业的控制步骤的一个之前的控制步骤中进行安装顺序为(n-1)的吸嘴支架47的后拍摄处理和安装顺序为n的吸嘴支架47的前拍摄处理,并将所决定的内容存储于RAM142(S17)。在步骤S17执行后,进入步骤S21。
另一方面,在步骤S15中,若判断为不存在于上述的位置(S15:否),则CPU141决定在进行安装顺序为n的安装作业的控制步骤的两个之前的控制步骤中,进行安装顺序为(n-1)的吸嘴支架47的后拍摄处理,在进行安装顺序为n的安装作业的控制步骤的一个之前的控制步骤中,进行安装顺序为n的吸嘴支架47的前拍摄处理,并将所决定的内容存储于RAM142(S19)。在步骤S19执行后,进入步骤S21。此外,在吸嘴支架47为八个的结构的情况下,一定在步骤S9、S11、S15的某一个中判断为是,因此没有执行步骤S21的处理。换言之,在吸嘴支架47为比八个多的结构的情况下,执行步骤S19。
在步骤S21中,CPU141根据工作数据145及存储于RAM142的决定内容,执行至包括安装顺序n的前拍摄处理的控制步骤。此外,执行的处理根据决定内容而不同。例如,在执行了步骤S17或步骤S19的情况下,至少进行安装顺序(n-1)的升降处理及后拍摄处理和安装顺序n的前拍摄处理。另外,在步骤S9中判断为是的情况下及执行了步骤S13的情况下,至少进行安装顺序(n-1)的升降处理和安装顺序n的前拍摄处理。此处,记载为“至少”是由于还存在步骤S21中执行安装顺序(n-2)的后拍摄处理的情况。
接下来,参照安装顺序数据,判断是否存在下一个安装处理(S23)。若判断为存在下一个安装处理(S23:是),则使变量n增加1(S25),返回步骤S9。另一方面,若判断为不存在下一个安装处理(S23:否),则执行至最后的控制步骤,结束检查最优化处理。
在进行了检查最优化处理的情况下,执行的控制步骤的内容如图11所示。与图6比较,控制步骤数减少三个。例如,安装顺序数据的安装顺序1~3不是配置顺序。此处通过执行检查最优化处理,在包含有C的吸嘴支架47的安装处理的控制步骤4中进行B的吸嘴支架47的前检查处理。另外,在包含有B的吸嘴支架47的安装处理的控制步骤5中进行C的吸嘴支架47的后检查处理。另外,在控制步骤6中,进行B的吸嘴支架47的后检查处理和F的吸嘴支架47的前检查处理。由此,减少了控制步骤数。
在上述实施方式中,安装头28是旋转头的一个例子,Z轴驱动机构28c是升降部的一个例子,侧面相机104是拍摄部的一个例子,CPU141是控制部的一个例子。
另外,步骤S11是第一判断处理的一个例子,步骤S13是第一决定处理的一个例子,步骤S15是第二判断处理的一个例子,步骤S17是第二决定处理的一个例子,步骤S19是第三决定处理的一个例子。另外,安装顺序是升降顺序的一个例子。
以上,根据说明的第一实施方式,起到以下的效果。
在检查最优化处理中,在安装顺序为n的吸嘴支架47位于所设定的升降位置HP1、HP2的情况下,若判断为安装顺序为(n-1)的吸嘴支架47位于拍摄位置的任一个(S11:是),则决定在进行安装顺序为(n-1)的安装作业的控制步骤中进行安装顺序为n的吸嘴支架47的前拍摄处理,决定在进行安装顺序为n的安装作业的控制步骤中进行安装顺序为(n-1)的吸嘴支架47的后拍摄处理。其后,在步骤S21中,在进行安装顺序为(n-1)的安装作业的控制步骤中执行安装顺序为n的吸嘴支架47的前拍摄处理,在进行安装顺序为n的安装作业的控制步骤中进行安装顺序为(n-1)的吸嘴支架47的后拍摄处理。由此,通过在与执行升降处理的控制步骤相同的控制步骤中执行前拍摄处理或后拍摄处理,从而与设置仅执行前拍摄处理或后拍摄处理的控制步骤相比,可减少控制步骤,因此能够高效地执行处理。
另外,在检查最优化处理中,当在步骤S11中判断为是的情况下,在与安装顺序n的安装处理相同的控制步骤中,进行安装顺序(n-1)的后拍摄处理。当在步骤S15中判断为是的情况下,在安装顺序(n-1)的安装处理的下一个控制步骤中,将安装顺序(n-1)的后拍摄处理与安装顺序n的前拍摄处理一起进行。当在步骤S15中判断为否的情况下,在安装顺序(n-1)的安装处理的下一个控制步骤中,进行安装顺序(n-1)的后拍摄处理。能够在进行安装顺序(n-1)的升降处理的控制步骤的下一个控制步骤中进行安装顺序(n-1)的后拍摄处理,因此能够尽早进行后拍摄处理。由此,能够尽早进行在通过后拍摄处理确认出没有正常地实施作业的情况下的例如再次进行该作业等用于应对的作业。
第二实施方式
接下来,对第二实施方式所涉及的检查最优化处理进行说明。第二实施方式所涉及的检查最优化处理在安装作业开始前执行,在检查最优化处理执行后进行安装作业。CPU141若接受安装作业的开始,则读出工作数据145,将1PP作业作为对象执行图12所示的检查最优化处理。
首先,CPU141在安装顺序为1的吸嘴支架47位于序列数据中设定的拍摄位置时,判断是否存在位于拍摄位置的安装顺序为2以下的吸嘴支架47(S31)。若判断为存在(S31:是),则决定在与进行安装顺序为1的前拍摄处理的控制步骤相同的控制步骤中进行位于拍摄位置的吸嘴支架47的前拍摄处理,并将所决定的内容存储于RAM142(S33),进入步骤S35。另一方面,若判断为不存在(S31:否),则跳过步骤S33,进入步骤S35。接下来,将变量n设定为1(S35)。
接下来,CPU141判断是否存在没有决定进行前拍摄处理的控制步骤且在安装顺序为n的吸嘴支架47位于序列数据中设定的升降位置时位于拍摄位置的安装顺序为(n+1)以下的吸嘴支架47(S37)。若判断为存在(S37:是),则决定在与进行安装顺序为n的安装处理的控制步骤相同的控制步骤中进行位于拍摄位置的吸嘴支架47的前拍摄处理,并将决定内容存储于RAM142(S39),进入步骤S41。另一方面,若判断为不存在(S37:否),则跳过步骤S39,进入步骤S41。
接下来,CPU141判断变量n是否为1(S41)。若判断为是1(S41:是),则没有应该研究的后拍摄处理,因此跳过步骤S43、S45,进入步骤S47。另一方面,若判断为不是1(S41:否),则对安装顺序为(n-1)以前的吸嘴支架47的后拍摄处理进行研究,因此判断是否存在没有决定进行后拍摄处理的控制步骤且在安装顺序为n的吸嘴支架47位于序列数据中设定的升降位置时位于拍摄位置的安装顺序为(n-1)以前的吸嘴支架47(S43)。若判断为存在(S43:是),则决定在与进行安装顺序为n的安装处理的控制步骤相同的控制步骤中进行位于拍摄位置的吸嘴支架47的后拍摄处理,将决定内容存储于RAM142(S45),进入步骤S47。另一方面,若判断为不存在(S43:否),则跳过步骤S45,进入步骤S47。接下来,与步骤S23相同,判断是否存在下一个安装处理(S47)。若判断为存在安装处理(S47:是),则使变量n增加1(S49),返回步骤S37。另一方面,若判断为不存在安装处理(S47:否),则在存在没有决定进行前拍摄处理或后拍摄处理的控制步骤的吸嘴支架47的情况下,决定进行前拍摄处理或后拍摄处理的控制步骤,并存储于RAM142(S51)。详细而言,决定在安装顺序为n的安装处理的一个之前的控制步骤中进行没有决定的安装顺序为n的前拍摄处理,在安装顺序为n的安装处理的一个之后的控制步骤中进行没有决定的安装顺序为n的后拍摄处理。在步骤S51执行后,结束检查最优化处理。其后,按照决定内容实施安装作业。
执行了检查最优化处理后的序列数据如图13所示。与图6比较,控制步骤减少五个。通过执行检查最优化处理,以使包含有安装顺序为1的前检查处理的控制步骤1及包含有安装顺序为2以下的安装处理的控制步骤包括前检查处理或后检查处理的方式变更序列数据的内容。由此,能够减少控制步骤数。
以上,根据所说明的第二实施方式,起到以下的效果。
在检查最优化处理中,若在安装顺序为n的吸嘴支架47位于工作数据145中设定的升降位置时,判断为安装顺序为(n+1)以下的吸嘴支架47位于拍摄位置(S37:是),则决定在与进行安装顺序为n的安装处理的控制步骤相同的控制步骤中进行位于拍摄位置的吸嘴支架47的前拍摄处理(S39)。另外,若在安装顺序为n的吸嘴支架47位于工作数据145中设定的升降位置时,判断为安装顺序为(n-1)以前的吸嘴支架47位于拍摄位置(S43:是),则决定在与进行安装顺序为n的安装处理的控制步骤相同的控制步骤中进行位于拍摄位置的吸嘴支架47的后拍摄处理(S45)。针对在成为升降处理的对象的吸嘴支架处于升降位置时处于拍摄位置的吸嘴支架47,能够进行前检查处理或后检查处理,因此能够高效地减少控制步骤。
第三实施方式
如图14的(a)、(b)所示,第三实施方式所涉及的安装装置具备移动部150,上述移动部150以使前拍摄位置AP1、AP2及后拍摄位置BP1、BP2相对于升降位置HP1、HP2移动的方式使拍摄部103移动。详细而言,移动部150以成为与图4所示的第一实施方式相同的位置即图14的(a)所示的位置和如图14的(b)所示那样升降位置HP1和前拍摄位置AP1重叠的位置的任一个位置的方式维持拍摄位置之间的相对位置,来使拍摄部103相对于安装头28移动。在以下的说明中,将图14的(a)所示的拍摄部103的位置称为位置a,将图14的(b)所示的拍摄部103的位置称为位置b。
另外,在第三实施方式中,在第二实施方式所涉及的检查最优化处理执行后,对于更新后的工作数据145,执行图15所示的再最优化处理。
CPU141若结束第二实施方式所涉及的检查最优化处理,则以最新的工作数据145的序列数据作为对象,执行图15所示的再最优化处理。首先,执行了再最优化处理后的修正后的序列数据如图16所示。在图16所示的序列数据中,对于图13所示的序列数据追加“拍摄部位置”的项目。“拍摄部位置”是输入拍摄部103的位置为位置a及位置b的哪一个的项目。
首先,CPU141在序列数据追加“拍摄部位置”的项目,针对所有控制步骤,将“拍摄部位置”设定为“a”。接下来,判断是否存在仅执行安装处理的控制步骤(S61)。例如,在图13所示的序列数据中,控制步骤3成为仅执行安装处理的步骤,因此步骤S61判断为是。若判断为存在仅执行安装处理的控制步骤(S61:是),则将仅执行安装处理的控制步骤作为对象控制步骤(S63),按成为对象控制步骤中进行的安装作业的对象的吸嘴支架47的安装顺序设定变量n(S65)。例如,进行控制步骤3的安装作业的吸嘴支架47的安装顺序为2,因此变量n设定为2。接下来,判断对象控制步骤的下一个控制步骤是否包括安装顺序为(n-1)以前的后检查处理(S67)。若判断为包括安装顺序为(n-1)以前的后检查处理(S67:是),则决定在对象控制步骤中进行判断为使拍摄部103的位置包含为能够执行前拍摄处理或后拍摄处理的位置a、b的任一个的后检查处理,更新序列数据(S69)。
例如,在图13所示的序列数据的控制步骤3为对象控制步骤的情况下,安装顺序为1以前的后检查处理包含于控制步骤4。具体而言,由于包含有安装顺序为1的A、E的吸嘴支架47的后检查处理,所以在控制步骤3中,决定进行A、E的吸嘴支架47的后检查处理。此处,通过使拍摄部103的位置成为位置b,从而能够在相同的控制步骤中进行C的吸嘴支架47的安装处理和A、E的吸嘴支架47的后检查处理(参照图8的(b))。
返回图15,在步骤S69执行后,CPU141返回步骤S61。另一方面,当在步骤S61、S67中判断为否的情况下,结束再最优化处理。
在图13所示的序列数据的控制步骤3为对象控制步骤的情况下,若在控制步骤3中进行图13所示的序列数据的控制步骤4所包含的A、E的吸嘴支架47,则这次图13所示的序列数据的控制步骤4成为仅执行安装处理的控制步骤。这样,根据步骤S69的执行,仅执行安装处理的控制步骤改变。因此,进行步骤S63以下的处理至仅执行安装处理的控制步骤消失为止。
若将执行了检查最优化处理后的序列数据(图16)和图13进行比较,则控制步骤数相同,但A、E、C、B的吸嘴支架47的后拍摄处理的执行时机提前。A、E、C、B的任一个后拍摄处理均包含于图13中进行安装处理的控制步骤的两个之后的控制步骤,但包含于图16中进行安装处理的控制步骤的一个之后的控制步骤。这样,能够成为通过再最优化处理的执行能够尽早进行后拍摄处理那样的序列数据。
以上,根据说明的第三实施方式,起到以下的效果。
在检查再最优化处理中,若判断为存在仅执行安装处理的控制步骤(S61:是),并判断为包含有安装顺序为(n-1)以前的后检查处理(S67:是),则决定在对象控制步骤中,使拍摄部103的位置成为能够执行前拍摄处理或后拍摄处理的位置a、b的任一个,并进行安装顺序为(n-1)以前的后检查处理。由此,能够在升降处理后的控制步骤中尽早进行后拍摄处理。
此外,本发明不限定于上述实施方式,能够在不脱离本发明的主旨的范围内进行各种改进、变更是不言而喻的。
例如,在上述中,例示出具有八个吸嘴支架47的安装头28,但不对吸嘴支架47的数量进行限定。
另外,在上述中,对针对安装作业应用了检查最优化处理的例子进行了说明。即,作为升降顺序,例示出安装顺序,但应用不限定于安装作业。例如,也能够在对从供给装置26供给的电子元件进行保持的作业、在表面安装用的电子元件浸入焊料的作业等中应用。
另外,在上述中,对移动部150使拍摄部103相对于升降位置HP1、HP2移动的情况进行了说明,但不限定于此。例如,也可以构成为,拍摄部103中的侧面相机104的位置固定,而变更用于使第一反射镜107、第一棱镜109等的光路变更的元件的位置。另外,也可以构成为,以使前拍摄位置AP1、AP2及后拍摄位置BP1、BP2的位置单独变更的方式,例如变更用于使光路变更的元件的位置。
另外,在第二实施例中,对在检查最优化处理执行后进行安装作业进行了说明,但检查最优化处理的执行时机不限定于此。例如,也可以构成为,以在确定出控制步骤1的处理内容的时机执行控制步骤1等的方式并行执行检查最优化处理和安装作业。或者,也可以构成为,在检查最优化处理执行后,按照决定内容,修正工作数据145,根据修正后的工作数据145进行安装作业。
另外,在上述中,对升降位置为两个的结构进行了说明,但针对升降位置为一个的结构也能够应用本技术。升降位置的数量越多,则伴随于此,前拍摄位置及后拍摄位置的数量也变多,因此能够在一个控制步骤中实施的前拍摄处理、后拍摄处理的数量变多。因此,升降位置的数量越多则能够减少控制步骤的可能性越高,因此更容易得到本技术的优点。
附图标记说明
12...电子元件安装装置
47...吸嘴支架
28...安装头
80...吸嘴
28c...Z轴驱动机构
103...拍摄部
104...侧面相机
141...CPU
- 电子元件自动安装装置、电子元件供给装置、电子元件定序器装置、以及电子部件安装方法
- 电子元件安装装置用料带切断装置、料带切断装置装卸作业用夹具及电子元件安装装置