一种金属弹片搬移驱动机构及方法
文献发布时间:2023-06-19 09:41:38
技术领域
本发明涉及金属弹片生产技术领域,尤其涉及一种金属弹片搬移驱动机构及方法和搬移装置。
背景技术
金属弹片属于冲压件,采用不锈钢或者锰料经过热处理后制成,是开关上的一个重要组成部分,借助于金属弹片的的导通性,在操作者和产品之间起到一个优质的开关的作用。金属弹片生产是通过冲压模具冷冲压加工。随着五金件逐渐成为电视机、电脑、空调、通讯设备、电子仪器仪表、音响功放等电子电气设备中的开关电源的一个重要组成部分,金属弹片成型就显得尤为重要。
现有的金属弹片生产技术例如中国国家知识产权局公开了公开号为CN208853562U,专利名称为一种五金弹片的冲压模具,包括上模座、上垫板、凸模板、卸料板、凹模板及下模座;还包括分设在冲压模具横向两端的弹片进料槽和弹片下料槽;所述下模座设竖向延伸的导柱且所述导柱能活动插入设在上模座对应位置处的轴套内,匹配所述冲压模具的合模/脱模;所述凸模板上设有若干成型凸模,所述若干成型模包括沿弹片的送料方向设置的侧刃冲孔模、切边模、异形孔模、弯曲模及裁断模,所述若干成型模能贯穿所述卸料板并与所述凹模板沿弹片的送料方向依次设置的侧刃冲孔部、切边部、冲异形孔部、弯曲部和裁断部匹配对应;所述若干成型模配合所述凹模板将弹片材料依次进行侧刃冲孔、切边、冲异形孔、弯曲和裁断而成型单体的弹片。
现有技术存在以下不足:1、对弹片进行搬移时,先采用气爪手将弹片抓取,而后驱动机构动作带动气爪手移动到相应工位完成弹片搬移过程;而弹片为较薄金属片,在受力较大时容易发生变形;而气爪手为了保证弹片抓取时不会掉落一般对弹片施加较大的力,从而引起抓取后弹片的变形,降低弹片成型质量。2、在驱动搬移头上下运动时,先采用电机带动与电机相连接的丝杆转动,而后丝杆转动带动与搬移头相连接的螺母上下运动完成搬移头的驱动;而丝杆本身具有一定的长度,并且需要对丝杆两端安装固定座以对丝杆进行固定,从而造成整个丝杆在竖直方向的长度较长,增加了设备的复杂度;而搬移头搬移弹片时仅需要将弹片搬移至高于弹片定位治具的位置,即弹片需要上下运动的距离较小,当采用较长的丝杆时也会造成丝杆行程的浪费。
发明内容
针对上述问题,本发明的一个目的是:提出通过设置上下驱动组件降低设备的复杂度,避免丝杆行程的浪费的一种金属弹片搬移驱动机构及方法。本发明的另一个目的是:提出通过设置搬移头减少抓取后弹片的变形,提高弹片成型质量;通过设置搬移驱动机构降低设备的复杂度,避免丝杆行程的浪费的一种金属弹片搬移装置。
为了实现上述的目的,本发明采用了以下的技术方案:
一种金属弹片搬移驱动机构,该机构包括前后驱动组件和上下驱动组件;前后驱动组件固定在搬移机架上,前后驱动组件输出端与上下驱动组件相连接;上下驱动组件输出端与多个搬移头相连接;前后驱动组件用于带动上下驱动组件和多个搬移头前后移动;上下驱动组件用于带动多个搬移头上下移动;上下驱动组件包括上下驱动电机、驱动连接杆、驱动滚轮和上下驱动头;上下驱动电机固定在搬移机架上,上下驱动电机输出端与驱动连接杆后端相连接;驱动连接杆前端包括驱动连接孔;驱动连接孔不与上下驱动电机输出端同心,并且驱动滚轮与驱动连接孔相连接;驱动滚轮输出端与上下驱动头相应滑槽相配合;上下驱动头用于带动多个搬移头上下移动。
作为优选,上下驱动头包括驱动头导轨滑块和上下驱动板;驱动头导轨滑块中的导轨固定在前后驱动组件输出端,驱动头导轨滑块中的滑块与上下驱动板相连接,并且上下驱动板与多个搬移头相连接。上下驱动板包括多个驱动板凹槽;多个搬移头分别与多个驱动板凹槽相配合。上下驱动板为掏空结构。上下驱动电机和驱动连接杆之间通过联轴器相连接。
作为优选,前后驱动组件包括前后驱动电机、前后丝杆导轨和前后驱动板;前后驱动电机固定在搬移机架上,前后驱动电机输出端与前后丝杆导轨中的丝杆相连接;前后丝杆导轨中的滑块与前后驱动板相连接,前后驱动板与上下驱动组件相连接。上下驱动组件还包括感应片和传感器;感应片固定在驱动连接杆上,传感器固定在搬移机架上,并且感应片边缘与传感器输入端相衔接。传感器有多个,并且多个传感器沿着感应片四周分布。
另外,本发明还公开了一种金属弹片搬移驱动方法,该方法采用所述一种金属弹片搬移驱动机构,该方法包括以下的步骤:
1)前后驱动电机动作带动上下驱动头沿着前后丝杆导轨运动至搬移工位上方;
2)上下驱动电机动作依次带动驱动连接杆和驱动滚轮转动;
3)驱动滚轮转动带动与之相配合的上下驱动板上下移动,与上下驱动板相连接的搬移头动作将弹片吸取;
4)前后驱动电机动作带动搬移头运动到下一工位完成弹片搬移驱动过程。
另外,本发明还公开了一种金属弹片搬移装置,该装置包括搬移机架、搬移驱动机构和搬移头;搬移驱动机构采用所述一种金属弹片搬移驱动机构。
本发明采用上述技术方案的一种金属弹片搬移驱动机构及方法的优点是:
通过设置上下驱动组件;上下驱动头运动至搬移工位上方后,上下驱动电机动作依次带动驱动连接杆和驱动滚轮转动;驱动滚轮转动带动与之相配合的上下驱动板上下移动,与上下驱动板相连接的搬移头动作将弹片吸取;前后驱动电机动作带动搬移头运动到下一工位完成弹片搬移驱动过程。而驱动搬移头上下移动是采用上下驱动电机转动带动与上下驱动电机转动中心位置偏心的驱动滚轮来实现的;偏心的驱动滚轮直接通过驱动连接杆与上下驱动电机输出端相连接,不需要对其两端安装固定座等装置,降低了设备的复杂度;同时,偏心的驱动滚轮相对于上下驱动电机转动中心只需要偏移很短的距离即可满足弹片上下搬移的微小距离,即偏心的驱动滚轮在竖直方向的长度较短,并且驱动滚轮偏移的微小距离能刚好满足弹片所需的搬移距离;从而减少了整个机构在竖直方向的长度,并且避免了采用丝杆时丝杆长行程的浪费。
本发明公开的一种金属弹片搬移装置的优点是:
1、通过设置搬移底座、吸气组件和吸取头;搬移头运动至与弹片相衔接工位后,搬移驱动机构带动搬移头下移,吸取头中的弹片定位孔与弹片相配合;吸气组件沿着底座通气孔和吸取通气孔提供吸力将弹片吸取;搬移驱动机构动作带动弹片移动至下一工位完成弹片吸取过程。而吸取头对弹片的搬移采用的真空装置吸取的方式;真空装置吸取弹片时采用气体吸力吸取为柔性抓取,不会像气爪手抓取弹片时对弹片施加较大的夹紧力;从而避免了弹片在抓取时产生的变形,提高了弹片成型的质量。
2、通过设置上下驱动组件;上下驱动头运动至搬移工位上方后,上下驱动电机动作依次带动驱动连接杆和驱动滚轮转动;驱动滚轮转动带动与之相配合的上下驱动板上下移动,与上下驱动板相连接的搬移头动作将弹片吸取;前后驱动电机动作带动搬移头运动到下一工位完成弹片搬移驱动过程。而驱动搬移头上下移动是采用上下驱动电机转动带动与上下驱动电机转动中心位置偏心的驱动滚轮来实现的;偏心的驱动滚轮直接通过驱动连接杆与上下驱动电机输出端相连接,不需要对其两端安装固定座等装置,降低了设备的复杂度;同时,偏心的驱动滚轮相对于上下驱动电机转动中心只需要偏移很短的距离即可满足弹片上下搬移的微小距离,即偏心的驱动滚轮在竖直方向的长度较短,并且驱动滚轮偏移的微小距离能刚好满足弹片所需的搬移距离;从而减少了整个机构在竖直方向的长度,并且避免了采用丝杆时丝杆长行程的浪费。
附图说明
图1为本发明的结构示意图。
图2为弹片的产品结构示意图。
图3为搬移头的结构示意图。
图4为搬移头的局部剖结构示意图。
图5为吸取头的结构示意图。
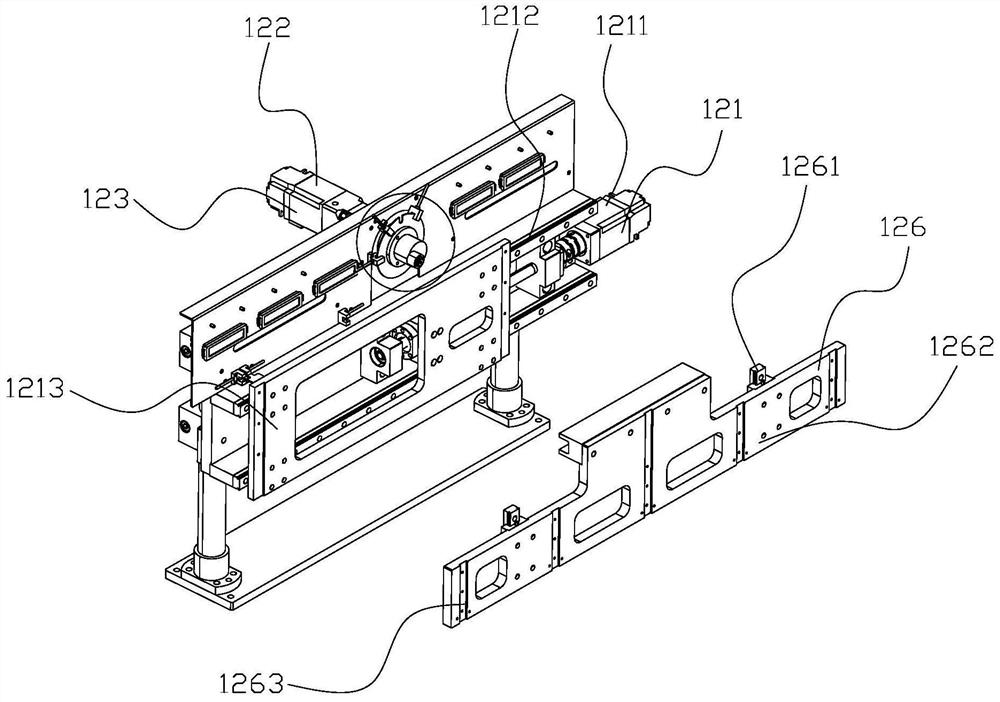
图6为搬移驱动机构的结构示意图。
图7为驱动连接杆和驱动滚轮的结构示意图。
图8为上下驱动组件的局部放大结构示意图。
具体实施方式
下面结合附图对本发明的具体实施方式进行详细的说明。
实施例1
如图1所示的弹片搬移装置1,该装置包括搬移机架11、搬移驱动机构12和搬移头13;搬移机架11固定在工作台上,搬移驱动机构12固定在搬移机架11上;搬移驱动机构12输出端与搬移头13相连接,搬移头13与弹片相接触,并且多个搬移头13在搬移驱动机构12的带动下分别与弹片折弯装置相应工位相衔接;搬移驱动机构12用于带动搬移头13运动;搬移头13用于将弹片抓取。
弹片的产品流动方向为:搬移驱动机构12到搬移头13。
如图2所示为弹片的产品结构示意图。弹片a为挂钩形状,弹片包括第一折弯位置b和第二折弯位置c;弹片折弯装置对第一折弯位置b进行两次折弯以达到设定的折弯角度,并且弹片折弯装置对第二折弯位置c进行一次折弯以达到设定的折弯角度。
如图3、图4、图5所示,搬移头13包括搬移底座14、盖板15、吸气组件16和吸取头17;搬移底座14包括底座通气孔141;吸取头17包括吸取通气孔171;底座通气孔141一端与吸气组件16输出端相连通,底座通气孔141另一端与吸取通气孔171输入端相连通,吸取通气孔171输出端与弹片相接触;吸气组件16输入端与真空装置相连通;吸气组件16用于为吸取头17提供吸力;吸取头17用于将弹片吸取搬移。盖板15下表面与底座通气孔141相连通;吸取头17还包括弹片定位孔172;弹片定位孔172位于吸取头17下侧,弹片定位孔172与吸取通气孔171相连通,并且弹片定位孔172与弹片相连接;弹片定位孔172为方形孔,并且方形孔内侧面与弹片外侧相配合;搬移头13还包括下移导轨131和下移滑块132;下移导轨131与搬移驱动机构12输出端相连接,下移滑块132与搬移底座14相连接;搬移头13还包括拉紧弹簧133;拉紧弹簧133一端与搬移驱动机构12输出端相连接,拉紧弹簧133另一端与搬移底座14相连接。
搬移头13在工作过程中:1)搬移驱动机构12动作带动搬移头13运动至与弹片相衔接工位;2)搬移驱动机构12带动搬移头13下移,吸取头17中的弹片定位孔172与弹片相配合;3)吸气组件16沿着底座通气孔141和吸取通气孔171提供吸力将弹片吸取;4)搬移驱动机构12动作带动弹片移动至下一工位完成弹片吸取过程。
搬移头13解决了对弹片进行搬移时,先采用气爪手将弹片抓取,而后驱动机构动作带动气爪手移动到相应工位完成弹片搬移过程;而弹片为较薄金属片,在受力较大时容易发生变形;而气爪手为了保证弹片抓取时不会掉落一般对弹片施加较大的力,从而引起抓取后弹片的变形,降低弹片成型质量的问题。通过设置搬移底座14、吸气组件16和吸取头17;搬移头13运动至与弹片相衔接工位后,搬移驱动机构12带动搬移头13下移,吸取头17中的弹片定位孔172与弹片相配合;吸气组件16沿着底座通气孔141和吸取通气孔171提供吸力将弹片吸取;搬移驱动机构12动作带动弹片移动至下一工位完成弹片吸取过程。而吸取头17对弹片的搬移采用的真空装置吸取的方式;真空装置吸取弹片时采用气体吸力吸取为柔性抓取,不会像气爪手抓取弹片时对弹片施加较大的夹紧力;从而避免了弹片在抓取时产生的变形,提高了弹片成型的质量。
如图6、图7、图8所示,搬移驱动机构12包括前后驱动组件121和上下驱动组件122;前后驱动组件121固定在搬移机架11上,前后驱动组件121输出端与上下驱动组件122相连接;上下驱动组件122输出端与多个搬移头13相连接;前后驱动组件121用于带动上下驱动组件122和多个搬移头13前后移动;上下驱动组件122用于带动多个搬移头13上下移动;上下驱动组件122包括上下驱动电机123、驱动连接杆124、驱动滚轮125和上下驱动头126;上下驱动电机123固定在搬移机架11上,上下驱动电机123输出端与驱动连接杆124后端相连接;驱动连接杆124前端包括驱动连接孔127;驱动连接孔127不与上下驱动电机123输出端同心,并且驱动滚轮125与驱动连接孔127相连接;驱动滚轮125输出端与上下驱动头126相应滑槽相配合;上下驱动头126用于带动多个搬移头13上下移动。上下驱动头126包括驱动头导轨滑块1261和上下驱动板1262;驱动头导轨滑块1261中的导轨固定在前后驱动组件121输出端,驱动头导轨滑块1261中的滑块与上下驱动板1262相连接,并且上下驱动板1262与多个搬移头13相连接;上下驱动板1262包括多个驱动板凹槽1263;多个搬移头13分别与多个驱动板凹槽1263相配合;上下驱动板1262为掏空结构;上下驱动电机123和驱动连接杆124之间通过联轴器相连接;前后驱动组件121包括前后驱动电机1211、前后丝杆导轨1212和前后驱动板1213;前后驱动电机1211固定在搬移机架11上,前后驱动电机1211输出端与前后丝杆导轨1212中的丝杆相连接;前后丝杆导轨1212中的滑块与前后驱动板1213相连接,前后驱动板1213与上下驱动组件122相连接;上下驱动组件122还包括感应片1221和传感器1222;感应片1221固定在驱动连接杆124上,传感器1222固定在搬移机架11上,并且感应片1221边缘与传感器1222输入端相衔接;传感器1222有多个,并且多个传感器1222沿着感应片1221四周分布。
搬移驱动机构12在工作过程中:1)前后驱动电机1211动作带动上下驱动头126沿着前后丝杆导轨1212运动至搬移工位上方;2)上下驱动电机123动作依次带动驱动连接杆124和驱动滚轮125转动;3)驱动滚轮125转动带动与之相配合的上下驱动板1262上下移动,与上下驱动板1262相连接的搬移头13动作将弹片吸取;4)前后驱动电机1211动作带动搬移头13运动到下一工位完成弹片搬移驱动过程。
搬移驱动机构12解决了在驱动搬移头上下运动时,先采用电机带动与电机相连接的丝杆转动,而后丝杆转动带动与搬移头相连接的螺母上下运动完成搬移头的驱动;而丝杆本身具有一定的长度,并且需要对丝杆两端安装固定座以对丝杆进行固定,从而造成整个丝杆在竖直方向的长度较长,增加了设备的复杂度;而搬移头搬移弹片时仅需要将弹片搬移至高于弹片定位治具的位置,即弹片需要上下运动的距离较小,当采用较长的丝杆时也会造成丝杆行程的浪费的问题。通过设置上下驱动组件122;上下驱动头126运动至搬移工位上方后,上下驱动电机123动作依次带动驱动连接杆124和驱动滚轮125转动;驱动滚轮125转动带动与之相配合的上下驱动板1262上下移动,与上下驱动板1262相连接的搬移头13动作将弹片吸取;前后驱动电机1211动作带动搬移头13运动到下一工位完成弹片搬移驱动过程。而驱动搬移头13上下移动是采用上下驱动电机123转动带动与上下驱动电机123转动中心位置偏心的驱动滚轮125来实现的;偏心的驱动滚轮125直接通过驱动连接杆124与上下驱动电机123输出端相连接,不需要对其两端安装固定座等装置,降低了设备的复杂度;同时,偏心的驱动滚轮125相对于上下驱动电机123转动中心只需要偏移很短的距离即可满足弹片上下搬移的微小距离,即偏心的驱动滚轮125在竖直方向的长度较短,并且驱动滚轮125偏移的微小距离能刚好满足弹片所需的搬移距离;从而减少了整个机构在竖直方向的长度,并且避免了采用丝杆时丝杆长行程的浪费。
- 一种金属弹片搬移驱动机构及方法
- 一种接线端子用金属弹片的生产方法和金属弹片的切筋折弯设备