适于曲面点胶的磁流体仿形点胶机械手
文献发布时间:2023-06-19 09:44:49
技术领域
本发明涉及一种适于曲面点胶的磁流体仿形点胶机械手。
背景技术
目前的封装点胶设备大多为平面单头式结构,能够适用于平面待点胶件点胶作业,但对于曲面待点胶件则需要借助外界调整机构先调节封装点胶设备的偏摆,使得封装点胶设备与曲面待点胶件的曲面法线重合,然后再进行点胶作业,且针对不同曲面待点胶件,需要设置不同的调节参数,导致曲面待点胶件的点胶效率大大降低,适应性也差。
发明内容
本发明的目的在于克服以上所述的缺点,提供一种适于曲面点胶的磁流体仿形点胶机械手。
为实现上述目的,本发明的具体方案如下:
一种适于曲面点胶的磁流体仿形点胶机械手,包括有安装板、硅胶变形套以及磁流变液囊,所述硅胶变形套固定在所述安装板的底面,所述磁流变液囊密封固定在所述硅胶变形套的底部、并与所述硅胶变形套之间形成有封闭的容胶腔,所述磁流变液囊内充填有磁流变液;
所述磁流变液囊上间隔密封穿设有多个呈阵列分布的点胶组件单元,多个所述点胶组件单元的一端均密封伸入所述容胶腔内,每个所述点胶组件单元的周缘均铰接有连接杆,每相邻两个所述点胶组件单元之间通过所述连接杆铰接在同一个电磁线圈上,使得多个所述点胶组件单元之间形成网状结构,所述连接杆、所述电磁线圈均位于所述磁流变液囊内。
其中,多个所述点胶组件单元呈矩阵阵列分布,每个所述点胶组件单元的周缘均铰接有四个呈十字形分布的连接杆,每相邻两个所述点胶组件单元之间相对的两个连接杆铰接同一个所述电磁线圈上。
其中,所述连接杆为球节连接杆,所述点胶组件单元和所述电磁线圈上分别对应所述球节连接杆设置有球窝,所述球节连接杆的球节部活动嵌设于所述球窝内。
其中,所述安装板、硅胶变形套的中部均设有与所述容胶腔连通的进胶孔。
其中,所述点胶组件单元包括有点胶固定架、伸缩驱动模块以及点胶头,所述点胶固定架穿设于所述磁流变液囊上,所述点胶固定架的上下两端分别与所述磁流变液囊密封连接,所述伸缩驱动模块固定在所述点胶固定架的上端、并位于所述容胶腔内,所述点胶头活动套设于所述点胶固定架内、并所述伸缩驱动模块的动力输出端连接,所述点胶头还与所述容胶腔连通。
本发明的有益效果为:本发明通过将多个阵列分布的点胶组件单元穿设与磁流变液囊上,且多个点胶组件单元相互之间形成网状结构,显著提高点胶工作效率,然后利用磁流变液囊在柔性状态下与待点胶件的曲面完全接触贴合,进而自适应改变多个点胶组件单元的法向方向,然后再使磁流变液囊转变为刚性来保持多个点胶组件单元的法向,从而实现多个点胶组件单元的法向能够随待点胶件的曲面自适应调整,保证每个点胶组件单元与曲面的间距保持一致,提高点胶精度,如此可适应多种曲面,适应性更强,利于多种产品共线点胶生产。
附图说明
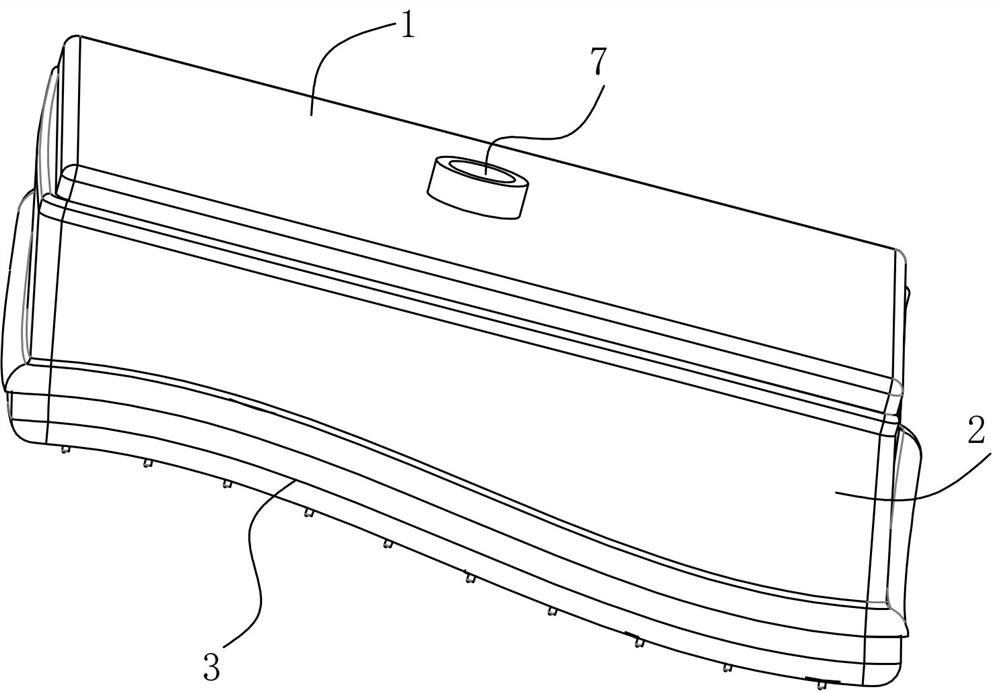
图1是本发明的立体图;
图2是本发明的剖面示意图;
图3是本发明的分解示意图;
图4是图3中I处的局部结构放大示意图;
图5是本发明的点胶组件单元的立体图;
图6是本发明的点胶组件单元的剖视图;
附图标记说明:1、安装板;2、硅胶变形套;3、磁流变液囊;4、容胶腔;5、点胶组件单元;51、连接杆;52、点胶固定架;53、伸缩驱动模块;54、点胶头;6、电磁线圈;7、进胶孔。
具体实施方式
下面结合附图和具体实施例对本发明作进一步详细的说明,并不是把本发明的实施范围局限于此。
如图1至图6所示,本实施例所述的一种适于曲面点胶的磁流体仿形点胶机械手,包括有安装板1、硅胶变形套2以及磁流变液囊3,所述硅胶变形套2固定在所述安装板1的底面,所述磁流变液囊3密封固定在所述硅胶变形套2的底部、并与所述硅胶变形套2之间形成有封闭的容胶腔4,所述磁流变液囊3内充填有磁流变液;
所述磁流变液囊3上间隔密封穿设有多个呈阵列分布的点胶组件单元5,多个所述点胶组件单元5的一端均密封伸入所述容胶腔4内,每个所述点胶组件单元5的周缘均铰接有连接杆51,每相邻两个所述点胶组件单元5之间通过所述连接杆51铰接在同一个电磁线圈6上,使得多个所述点胶组件单元5之间形成网状结构,所述连接杆51、所述电磁线圈6均位于所述磁流变液囊3内。
本实施例中,优选地,多个所述点胶组件单元5呈矩阵阵列分布,每个所述点胶组件单元5的周缘均铰接有四个呈十字形分布的连接杆51,每相邻两个所述点胶组件单元5之间相对的两个连接杆51铰接同一个所述电磁线圈6上;如此设置,使得胶液更均匀分散在待点胶件的曲面上。当然,也可在位于最外围位置的点胶组件单元5上朝外延伸的连接杆51上铰接一个电磁线圈6,如此使得磁流变液囊3内的磁流变液受到磁场作用更均衡。
本实施例中,优选地,所述安装板1、硅胶变形套2的中部均设有与所述容胶腔4连通的进胶孔7;如此设置,以便向容胶腔4内填充入胶液。
本实施例的工作方式是:初始时,安装板1连接在外界位移机构上,通过进胶孔7将胶液注入到容胶腔4内储存,磁流变液囊3内的磁流变液未受到电磁线圈6的磁场作用,磁流变液处于柔性状态,磁流变液囊3在硅胶变形套2的张力作用下为展平状态;工作时,外界位移机构带动整个点胶机械手下探,直至磁流变液囊3与待点胶件的曲面完全接触贴合并完成变形,变形完成后,磁流变液囊3内的每个电磁线圈6通电产生磁场,使磁流变液囊3内的磁流变液粘度升高,此时磁流变液囊3由柔性转变为刚性,同时多个阵列分布的点胶组件单元5穿设在磁流变液囊3上,并相互之间形成网状结构,因此多个点胶组件单元5的法向随着磁流变液囊3的变形而相互联动改变为垂直于待点胶件的曲面,并被磁流变液固定,多个点胶组件单元5调节变形固定后,外界位移机构带动整个点胶机械手上升一定距离,然后多个点胶组件单元5同步进行点胶作业,将胶液点在待点胶件的曲面上。
本实施例通过将多个阵列分布的点胶组件单元5穿设与磁流变液囊3上,且多个点胶组件单元5相互之间形成网状结构,显著提高点胶工作效率,然后利用磁流变液囊3在柔性状态下与待点胶件的曲面完全接触贴合,进而自适应改变多个点胶组件单元5的法向方向,然后再使磁流变液囊3转变为刚性来保持多个点胶组件单元5的法向,从而实现多个点胶组件单元5的法向能够随待点胶件的曲面自适应调整,保证每个点胶组件单元5与曲面的间距保持一致,提高点胶精度,如此可适应多种曲面,适应性更强,利于多种产品共线点胶生产。
基于上述实施例的基础上,进一步地,所述连接杆51为球节连接杆,所述点胶组件单元5和所述电磁线圈6上分别对应所述球节连接杆设置有球窝,所述球节连接杆的球节部活动嵌设于所述球窝内。如此设置,使得点胶组件单元5之间的连接更牢靠且灵活,便于点胶组件单元5随着磁流变液囊3的变形而相互联动改变法向,以适应点胶组件单元5对应的曲面。
基于上述实施例的基础上,进一步地,所述点胶组件单元5包括有点胶固定架52、伸缩驱动模块53以及点胶头54,所述点胶固定架52穿设于所述磁流变液囊3上,所述点胶固定架52的上下两端分别与所述磁流变液囊3密封连接,所述伸缩驱动模块53固定在所述点胶固定架52的上端、并位于所述容胶腔4内,所述点胶头54活动套设于所述点胶固定架52内、并所述伸缩驱动模块53的动力输出端连接,所述点胶头54还与所述容胶腔4连通。
实际使用时,伸缩驱动模块53先带动点胶头54收缩入点胶固定架52内,然后外界位移机构再带动整个点胶机械手下探,直至磁流变液囊3与待点胶件的曲面完全接触贴合并完成变形,变形完成后,磁流变液囊3由柔性转变为刚性,使得多个点胶头54的法向保持与曲面的法向重合,然后伸缩驱动模块53带动点胶头54朝向待点胶件伸出,然后点胶头54将容胶腔4内的胶液点在曲面上,完成点胶作业,如此设置,以便磁流变液囊3能够完全与曲面贴合接触,使得磁流变液囊3带动多个点胶组件单元5变形更精确。
以上所述仅是本发明的一个较佳实施例,故凡依本发明专利申请范围所述的构造、特征及原理所做的等效变化或修饰,包含在本发明专利申请的保护范围内。
- 适于曲面点胶的磁流体仿形点胶机械手
- 适于曲面点胶的磁流体仿形点胶机械手