一种120中间体组芯造型新工艺
文献发布时间:2023-06-19 09:44:49
技术领域
本发明涉及铸造芯具,特别涉及一种120中间体组芯造型新工艺。
背景技术
120中间体是铁路货车制动机的重要零件,内腔形状非常复杂,其通常由造型线型板一个,四个热芯盒组成,生产120中间体的生产工艺通常采取糙砂手工造型,现场手工逐个下芯工艺。
现有的120中间体组芯造型工艺工作效率很低,且手工舂砂,紧实度很不均匀,经常出现局部胀箱变形,铸件外形很难统一,给加工定位带来很多困难,不但机械加工装卡效率低,还有很多工件因定位点偏差而加工报废,为此,我们提出一种120中间体组芯造型新工艺。
发明内容
本发明的主要目的在于提供一种120中间体组芯造型新工艺,可以有效解决背景技术中120中间体组芯造型工艺工作效率很低,且手工舂砂,紧实度很不均匀,经常出现局部胀箱变形,铸件外形很难统一,给加工定位带来很多困难,不但机械加工装卡效率低,还有很多工件因定位点偏差而加工报废的问题。
为实现上述目的,本发明采取的技术方案为:一种120中间体组芯造型新工艺,包括造型线型板、1号芯盒、2号芯盒、4号芯盒以及8号芯盒,所述造型线型板包括底板、螺纹孔,所述螺纹孔为中空结构,若干所述螺纹孔一表面分别与底板一表面连接,所述1号芯盒包括1号模板和1号型芯,所述1号模板为中空结构,所述1号型芯一表面与1号模板内表面连接,所述2 号芯盒包括2号模板和2号型芯,所述2号模板为中空结构,所述2号型芯一表面与2号模板内表面连接,所述4号芯盒包括4号模板和4号型芯,所述4号模板为中空结构,所述4号型芯一表面与4号模板内表面连接,所述8 号芯盒包括8号型芯和齿轮,所述8号型芯一表面与齿轮一表面连接。
优选的,所述造型线型板还包括造型槽和型芯主体,所述造型槽一表面与底板一表面连接,所述造型槽为中空结构,所述型芯主体设置于造型槽内,其中,螺纹孔共有六个,螺纹孔用来进行螺纹连接,以固定造型线型板,使芯子各部位定位准确,底板是整个造型线型板的基体,造型槽用来进行造型来形成型芯主体,型芯主体是制芯的重要元件。
优选的,所述造型线型板还包括锥柱、方柱和连接梯台,若干所述锥柱一表面分别与造型槽内表面连接,若干所述方柱一表面分别与若干锥柱一表面连接,所述连接梯台一表面与型芯主体一表面连接,其中,锥柱共有四个,锥柱用来固定型芯主体,方柱共有六个,方柱用来连接不同的锥柱,连接梯台用来连接锥柱和型芯主体。
优选的,所述造型线型板还包括方形垫板和定位方锥板,所述方形垫板一表面与造型槽内表面连接,所述定位方锥板一表面与方形垫板一表面连接,方形垫板用来安装定位方锥板,定位方锥板用来对造型线型板定位。
优选的,所述1号芯盒还包括定位孔和1号型腔,若干所述定位孔一表面与1号模板一表面连接,所述1号型腔一表面与1号模板内表面连接,其中,定位孔共有八个,定位孔用来定位1号型芯和1号型腔,1号模板用来设置1号型腔,1号型芯是所需的芯体,1号型腔用来制作1号型芯。
优选的,所述2号芯盒还包括定位锥柱和2号型腔,若干所述定位锥柱一表面分别与2号模板一表面连接,所述2号型芯一表面与2号模板内表面连接,其中,定位锥柱共有五个,定位锥柱用来定位2号型芯和2号型腔,2 号模板用来设置2号型腔,2号型芯是所需的芯体,2号型腔用来制作2号型芯。
优选的,所述4号芯盒还包括定位柱、中心锥柱和4号型腔,所述4号型芯一表面与4号模板内表面连接,若干所述定位柱一表面与4号型芯一表面连接,所述中心锥柱一表面与4号型腔一表面连接,其中,定位柱共有六个,定位柱用来定位4号型芯和4号型腔,4号模板用来设置4号型腔,4号型芯是所需的芯体,中心锥柱用来与4号型腔配合制作4号型芯。
优选的,所述8号芯盒还包括弧台和中心轴,所述弧台一表面与8号型芯一表面连接,所述中心轴设置于8号型芯一侧表面,8号型芯是所需的芯体,中心轴用来安装齿轮。
与现有技术相比,本发明具有如下有益效果:
本发明中,螺纹孔用来进行螺纹连接,以固定造型线型板,使芯子各部位定位准确,底板是整个造型线型板的基体,造型槽用来进行造型来形成型芯主体,型芯主体是制芯的重要元件,锥柱用来固定型芯主体,方柱用来连接不同的锥柱,连接梯台用来连接锥柱和型芯主体,方形垫板用来安装定位方锥板,定位方锥板用来对造型线型板定位。
本发明中,定位孔用来定位1号型芯和1号型腔,1号模板用来设置1号型腔,1号型芯是所需的芯体,1号型腔用来制作1号型芯,定位锥柱用来定位2号型芯和2号型腔,2号模板用来设置2号型腔,2号型芯是所需的芯体, 2号型腔用来制作2号型芯,定位柱用来定位4号型芯和4号型腔,4号模板用来设置4号型腔,4号型芯是所需的芯体,中心锥柱用来与4号型腔配合制作4号型芯。
本发明中,8号型芯是所需的芯体,中心轴用来安装齿轮,采取了造型线、覆膜砂组合造型工艺,彻底解决了120中间体铸造时,芯子各部位不准确的问题,使120中间体铸件质量有了很大的提升。
附图说明
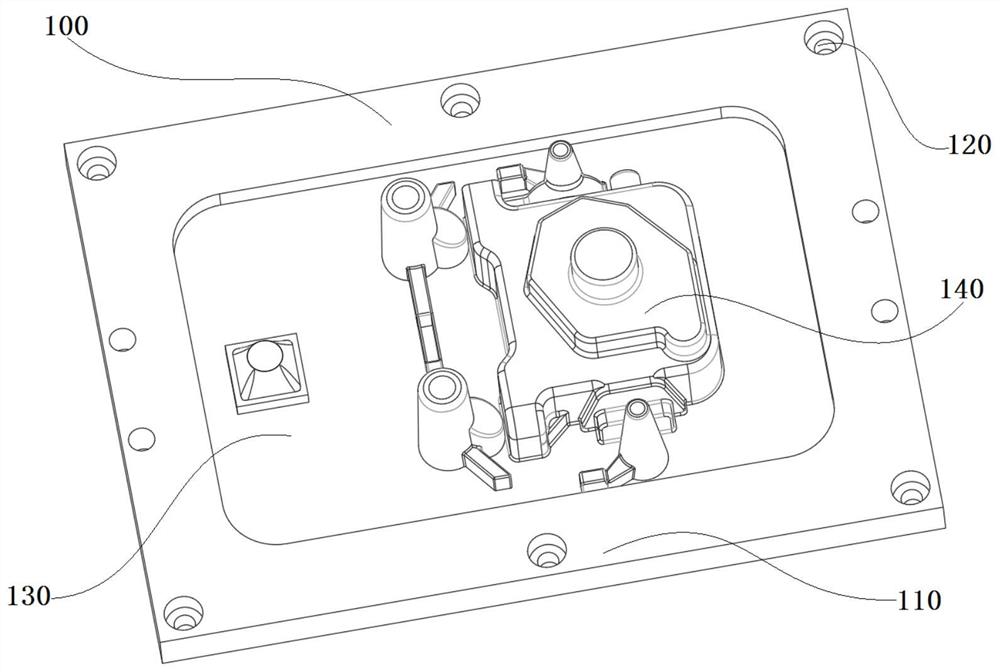
图1为本发明一种120中间体组芯造型新工艺造型线型板的整体结构示意图;
图2为本发明一种120中间体组芯造型新工艺1号芯盒的整体结构示意图;
图3为本发明一种120中间体组芯造型新工艺2号芯盒的整体结构示意图;
图4为本发明一种120中间体组芯造型新工艺4号芯盒的整体结构示意图;
图5为本发明一种120中间体组芯造型新工艺8号芯盒的整体结构示意图;
图6为本发明一种120中间体组芯造型新工艺造型线型板的等轴测整体结构示意图;
图中:100、造型线型板;110、底板;120、螺纹孔;130、造型槽;140、型芯主体;150、锥柱;160、方柱;170、连接梯台;180、方形垫板;190、定位方锥板;200、1号芯盒;210、1号模板;220、1号型芯;230、定位孔; 240、1号型腔;300、2号芯盒;310、2号模板;320、2号型芯;330、定位锥柱;340、2号型腔;400、4号芯盒;410、4号模板;420、4号型芯; 430、定位柱;440、中心锥柱;450、4号型腔;500、8号芯盒;510、弧台; 520、8号型芯;530、齿轮;540、中心轴。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
请参照图1-6所示,本发明为一种120中间体组芯造型新工艺,包括造型线型板100、1号芯盒200、2号芯盒300、4号芯盒400以及8号芯盒500,造型线型板100包括底板110、螺纹孔120,螺纹孔120为中空结构,若干螺纹孔120一表面分别与底板110一表面连接,1号芯盒200包括1号模板210 和1号型芯220,1号模板210为中空结构,1号型芯220一表面与1号模板 210内表面连接,2号芯盒300包括2号模板310和2号型芯320,2号模板 310为中空结构,2号型芯320一表面与2号模板310内表面连接,4号芯盒 400包括4号模板410和4号型芯420,4号模板410为中空结构,4号型芯 420一表面与4号模板410内表面连接,,8号芯盒500包括8号型芯520和齿轮530,8号型芯520一表面与齿轮530一表面连接。
进一步地,造型线型板100还包括造型槽130和型芯主体140,造型槽 130一表面与底板110一表面连接,造型槽130为中空结构,型芯主体140设置于造型槽130内,其中,螺纹孔120共有六个,螺纹孔120用来进行螺纹连接,以固定造型线型板100,使芯子各部位定位准确,底板110是整个造型线型板100的基体,造型槽130用来进行造型来形成型芯主体140,型芯主体 140是制芯的重要元件。
进一步地,造型线型板100还包括锥柱150、方柱160和连接梯台170,若干锥柱150一表面分别与造型槽130内表面连接,若干方柱160一表面分别与若干锥柱150一表面连接,连接梯台170一表面与型芯主体140一表面连接,其中,锥柱150共有四个,锥柱150用来固定型芯主体140,方柱160 共有六个,方柱160用来连接不同的锥柱150,连接梯台170用来连接锥柱 150和型芯主体140。
进一步地,造型线型板100还包括方形垫板180和定位方锥板190,方形垫板180一表面与造型槽130内表面连接,定位方锥板190一表面与方形垫板180一表面连接,方形垫板180用来安装定位方锥板190,定位方锥板190 用来对造型线型板100定位。
进一步地,1号芯盒200还包括定位孔230和1号型腔240,若干定位孔 230一表面与1号模板210一表面连接,1号型腔240一表面与1号模板210 内表面连接,其中,定位孔230共有八个,定位孔230用来定位1号型芯220 和1号型腔240,1号模板210用来设置1号型腔240,1号型芯220是所需的芯体,1号型腔240用来制作1号型芯220。
进一步地,2号芯盒300还包括定位锥柱330和2号型腔340,若干定位锥柱330一表面分别与2号模板310一表面连接,2号型芯320一表面与2号模板310内表面连接,其中,定位锥柱330共有五个,定位锥柱330用来定位2号型芯320和2号型腔340,2号模板310用来设置2号型腔340,2号型芯320是所需的芯体,2号型腔340用来制作2号型芯320。
进一步地,4号芯盒400还包括定位柱430、中心锥柱440和4号型腔450, 4号型芯420一表面与4号模板410内表面连接,若干定位柱430一表面与4 号型芯420一表面连接,中心锥柱440一表面与4号型腔450一表面连接,其中,定位柱430共有六个,定位柱430用来定位4号型芯420和4号型腔 450,4号模板410用来设置4号型腔450,4号型芯420是所需的芯体,中心锥柱440用来与4号型腔450配合制作4号型芯420。
进一步地,8号芯盒500还包括弧台510和中心轴540,弧台510一表面与8号型芯520一表面连接,中心轴540设置于8号型芯520一侧表面,8号型芯520是所需的芯体,中心轴540用来安装齿轮530。
本发明的工作原理是:
请参照图1-6所示,本发明为一种120中间体组芯造型新工艺:
螺纹孔120用来进行螺纹连接,以固定造型线型板100,使芯子各部位定位准确,底板110是整个造型线型板100的基体,造型槽130用来进行造型来形成型芯主体140,型芯主体140是制芯的重要元件,锥柱150用来固定型芯主体140,方柱160用来连接不同的锥柱150,连接梯台170用来连接锥柱 150和型芯主体140,方形垫板180用来安装定位方锥板190,定位方锥板190 用来对造型线型板100定位。
定位孔230用来定位1号型芯220和1号型腔240,1号模板210用来设置1号型腔240,1号型芯220是所需的芯体,1号型腔240用来制作1号型芯220,定位锥柱330用来定位2号型芯320和2号型腔340,2号模板310 用来设置2号型腔340,2号型芯320是所需的芯体,2号型腔340用来制作 2号型芯320,定位柱430用来定位4号型芯420和4号型腔450,4号模板 410用来设置4号型腔450,4号型芯420是所需的芯体,中心锥柱440用来与4号型腔450配合制作4号型芯420。
8号型芯520是所需的芯体,中心轴540用来安装齿轮530,采取了造型线、覆膜砂组合造型工艺,彻底解决了120中间体铸造时,芯子各部位不准确的问题,使120中间体铸件质量有了很大的提升。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种120中间体组芯造型新工艺
- 一种变速箱壳体铸件的组芯造型砂型结构及组芯造型方法