一种光伏压延玻璃及其制备方法
文献发布时间:2023-06-19 09:44:49
技术领域
本发明涉及玻璃制造技术领域,尤其涉及一种光伏压延玻璃及其制备方法。
背景技术
目前,光伏电站85%以上采用单玻组件,由于其背板材料为PVDF薄膜,该薄膜的阻燃性能较差,导致光伏电站存在消防安全隐患。而双玻组件的背板使用玻璃替代PVDF薄膜,具有防阻燃防火功能,同时具有寿命长、衰减小的特点,安全可靠,成为了光伏组件的发展方向。但是市场上的双玻组件大多采用厚度为2.5+2.5mm的玻璃,存在质量大、能耗大且安装作业和成本高的问题。如果采用超薄光伏玻璃制备双玻组件,不仅能够提高透光率、增加组件发电效率,而且能够减少玻璃企业资源消耗、降低生产成本。
目前,光伏行业一般采用钠钙硅体系制备光伏玻璃,因熔化、压延、退火等工艺条件的限制,制备出的光伏玻璃厚度大,基本在2.0~3.2mm之间,透光率低,且能耗高,难以实现规模化生产。
发明内容
本发明的目的在于提供一种光伏压延玻璃,该光伏压延玻璃的厚度低,透光率高。
为了实现上述发明目的,本发明提供以下技术方案:
本发明提供了一种光伏压延玻璃,以质量百分比计,包括以下原料组分:70.0~73.18%SiO
本发明提供了上述技术方案所述光伏压延玻璃的制备方法,包括以下步骤:
将原料组分进行熔制,得到熔融玻璃液;
将所述熔融玻璃液依次进行澄清处理、均化处理和压延成型,得到玻璃带;
将所述玻璃带依次进行退火处理和切裁,得到光伏压延玻璃。
优选的,所述熔制包括依次进行的预熔制和高温熔制。
优选的,所述预熔制的温度为1200~1260℃,所述预熔制的时间为20~30min。
优选的,所述高温熔制的温度为1480~1600℃,所述高温熔制的时间为30~60min。
优选的,所述澄清处理的温度为1470~1490℃,所述澄清处理的时间为60~90min。
优选的,所述均化处理的搅拌频率为4~8次/min。
优选的,所述压延成型的传动速度为300~530m/h。
优选的,所述退火处理包括依次进行的预退火和后退火;
所述预退火的温度为630~660℃,预退火的时间为22~32s,预退火的速度为450~650m/h;
所述后退火的温度区间为570~70℃,后退火的时间为6.1~8.5min,后退火的速度为460~660m/h。
优选的,所述切裁的速度为460~500m/h,所述切裁的压力为0.70~0.78MPa。
本发明提供了一种光伏压延玻璃,以质量百分比计,包括以下原料组分:70.0~73.18%SiO
本发明提供了光伏压延玻璃的制备方法,利用本发明所述方法制备得到的光伏压延玻璃的厚度为1.6~1.8mm,质量轻,玻璃的最大透光率可达91.92%;
本发明制备的光伏玻璃满足超薄光伏玻璃质量要求(国标GB/T34328-2017);
本发明方法制备的光伏压延玻璃能够广泛应用于光伏双玻组件,并提高组件发电效率、减少资源耗费、降低生产成本。
附图说明
图1为本发明进行压延成型时采用的“爬坡型”唇砖的结构示意图;
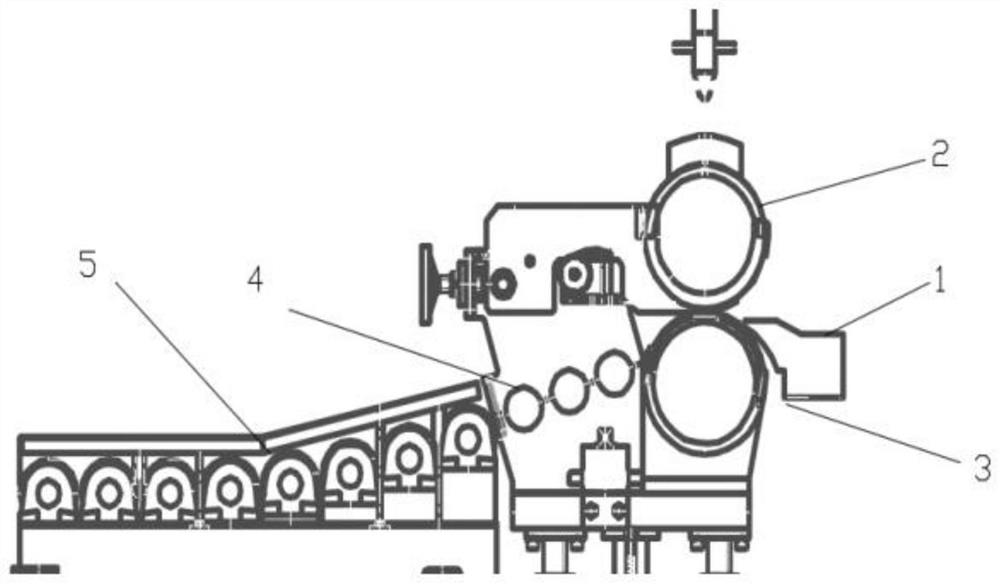
图2为本发明进行压延成型时的压延机组装置示意图,其中,1-唇砖,2-压延上辊,3-压延下辊,4-副辊,5-过渡辊。
具体实施方式
本发明提供了一种光伏压延玻璃,以质量百分比计,包括以下原料组分:70.0~73.18%SiO
在本发明中,以质量百分比计,所述原料组分优选包括71.0~72%SiO
在本发明中,SiO
本发明提供了上述技术方案所述光伏压延玻璃的制备方法,包括以下步骤:
将原料组分进行熔制,得到熔融玻璃液;
将所述熔融玻璃液依次进行澄清处理、均化处理和压延成型,得到玻璃带;
将所述玻璃带依次进行退火处理和切裁,得到光伏压延玻璃。
在本发明中,若无特殊说明,所需制备原料均为本领域技术人员熟知的市售商品。
本发明将原料组分进行熔制,得到熔融玻璃液。在本发明中,所述熔制包括依次进行的预熔制和高温熔制;所述预熔制的温度优选为1200~1260℃,更优选为1220~1240℃,所述预熔制的时间优选为20~30min,更优选为23~28min,最优选为25~26min;所述高温熔制的温度优选为1480~1600℃,更优选为1500~1550℃,所述高温熔制的时间优选为30~60min,更优选为35~55min,最优选为40~50min。本发明优选在窑炉中进行所述熔制。本发明通过熔制将原料组分熔融制成玻璃液。
得到熔融玻璃液后,本发明将所述熔融玻璃液依次进行澄清处理、均化处理和压延成型,得到玻璃带。在本发明中,所述澄清处理的温度优选为1470~1490℃,更优选为1475~1485℃;所述澄清处理的时间优选为60~90min,更优选为70~80min。本发明通过澄清处理使熔融玻璃液中的气泡加速排出。
完成所述澄清处理后,本发明将所得玻璃液进行均化处理。本发明优选在窑炉卡脖处设置玻璃搅拌器,所述玻璃搅拌器的频率优选为4~8次/min,更优选为5~6次/min。本发明通过控制玻璃搅拌器的频率增加均化处理效果。在本发明中,位于卡脖底部300mm处的分流水包和深层水包的间隙优选为120~400mm,更优选为150~300mm,最优选为200~250mm。本发明通过控制分流水包和深层水包的间隙以获得澄清优质的玻璃液。
完成所述均化处理后,本发明将所得玻璃液进行压延成型。在本发明中,压延机组装置图如图2所示,其中,1-唇砖,2-压延上辊,3-压延下辊,4-副辊,5-过渡辊;所述压延上辊和压延下辊总称为压延辊。在本发明中,进行所述压延成型时,采用的压延辊的上辊优选为中凸辊,所述中凸辊的辊径优选为240~300mm;采用的压延辊的下辊优选为平辊,所述平辊的辊径优选为240~300mm。在本发明中,距压延辊5cm处,玻璃液的温度优选控制为1080~1120℃,促进玻璃液成型。
在本发明中,进行压延成型时,沿传输方向布置的压延辊、副辊与过渡辊优选采用逐级变速的方式进行传动;所述压延辊变速的速率优选为300~530m/h,且V
在本发明中,所述唇砖优选采用“爬坡型”结构,具体结构见图1。图1为本发明进行压延成型时采用的“爬坡型”唇砖的结构示意图,本发明通过采用“爬坡型”唇砖能够在保证玻璃液成型温度(1080~1120℃)不变的前提下,尽量减少玻璃液与成型辊之间的接触面积,提高成型辊的冷却效果,避免辊筒表面温度过高引起的粘辊现象,防止卷辊事故产生。
得到玻璃带后,本发明将所述玻璃带依次进行退火处理和切裁,得到光伏压延玻璃。在本发明中,所述预退火在退火窑中进行。在本发明中,所述退火处理优选包括依次进行的预退火和后退火。本发明优选在退火窑前部设置预退火区,并在预退火区安装加密辊。在本发明中,所述加密辊的根数优选为9~11根、更优选为10根;所述加密辊的间距优选为150~200mm,更优选为160~180mm。由于生产薄玻璃时拉引速度快,玻璃板到达加密辊区域时温度仍然高于玻璃的软化点,呈现软化不定型状态,本发明通过设置加密辊并调节加密区的辊速,可以避免玻璃板在加密区产生擦划伤、变形等缺陷。在本发明中,所述预退火的温度优选为630~660℃,预退火的时间优选为22~32s,预退火的速度优选为450~650m/h。
完成所述预退火后,将所得玻璃带进行后退火。在本发明中,所述后退火的温度区间优选为570~70℃,后退火的速度优选为460~660m/h、后退火的时间优选为6.1~8.5min,其中A区温度为560~570℃、退火时间1.3~1.9min;B区温度为450~480℃、退火时间1.3~1.9min;C区温度为310~350℃、退火时间0.7~1.1min;RET区温度为170~250℃、退火时间1.3~1.9min;F区温度为70~100℃、退火时间1.5~1.7min。
完成所述退火处理后,本发明将所得玻璃带进行切裁,得到光伏压延玻璃。在本发明中,所述切裁的速度优选为460~500m/h,更优选为470~490m/h,最优选为480m/h;所述切裁的压力优选为0.70~0.78MPa,更优选为0.72~0.76MPa,最优选为0.74~0.75MPa。本发明对所述切裁的尺寸没有特殊的要求,根据实际需求进行切裁即可。
下面结合实施例对本发明提供的光伏压延玻璃及其制备方法进行详细的说明,但是不能把它们理解为对本发明保护范围的限定。
实施例1
按化学质量百分比为70.0%SiO
实施例2
按化学质量百分比为72.137%SiO
实施例3
按化学质量百分比为73.18%SiO
将实施例1~3制备得到的光伏压延玻璃进行性能测试,具体结果见表1。
厚度和厚薄差的检测方法:将实施例1~3和对比例制备的玻璃平放,距离玻璃遍布15mm内,四边中点,用最小厚度为0.01mm的外径千分尺测量玻璃的厚度,取其平均值,即为厚度值;其中,玻璃厚度的最大值与最小值之差即为厚薄差。
透光率:采用透光率测试仪,将实施例1~3和对比例制备的玻璃平放,用透光率测试仪进行测量,每片取五个点,取平均值,即得透光率数据。
表1实施例1~3和现有技术制备得到的光伏压延玻璃的性能测试数据
由表1可知,本发明实施例1~3制备的光伏压延玻璃厚度可低至1.6mm,而且在降低玻璃厚度的同时,玻璃的透光率仍可达到91.92%,厚薄差0.2mm,相对于现有技术制备的玻璃,具有显著的进步。
由以上实施例可知,本发明提供了一种光伏压延玻璃的制备方法,本发明制备得到的光伏压延玻璃的厚度为1.6~1.8mm,质量轻,玻璃的最大透光率可达91.92%、单位生产成本低;本发明制备的光伏玻璃满足超薄光伏玻璃质量要求(国标GB/T34328-2017)。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种光伏玻璃打孔压延辊及玻璃压延机
- 低铁钠钙硅酸盐超白压延光伏玻璃除泡助剂、玻璃制备方法