一种传统手工作业与智慧工厂的信息化融合方法和系统
文献发布时间:2023-06-19 09:46:20
技术领域
本发明涉及智慧工厂领域,尤其是涉及一种传统手工作业与智慧工厂的信息 化融合方法和系统。
背景技术
传统手工作业如何实现信息化与数字化备受关注。其中利用一些辅助设备与 生产线相融合,采集手工作业数据信息,在未来数字化、可视化发展中发挥重要作 用,潜力巨大。
大型制造企业在迈向数字化的进程中可能会借助制造运营管理系统、企业资 源管理系统等,实现对产线数据的透明、物料的追踪、质量的管理等。但现有传统 中小企业的生产线人工作业还很多,虽然也想进行生产线的改造升级,但面对高投 资和不确定性的回报,再加上数据采集难度高、数据格式非标准、项目周期长、灵 活度低、运营成本高等问题,显得束手无策。
因此,基于以上中小企业面临的问题和痛点,亟需设计一种传统工厂手工作 业对接智慧工厂的信息化融合方法,实现中小企业传统手工作业与信息化相融合, 满足数字化作业需求。
发明内容
本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种传统手工作 业与智慧工厂的信息化融合方法和系统,实现中小企业传统手工作业与信息化相融 合,满足数字化作业需求。
本发明的目的可以通过以下技术方案来实现:
一种传统手工作业与智慧工厂的信息化融合方法,包括以下步骤:
S1:安装于手工产线上的采集组件采集产品的生产信息;
S2:安装于手工产线中心弱电区域的PLC控制器和智能网关,将采集产品的 生产信息上传至信息管理系统;
S3:信息管理系统对生产信息进行数据清洗和数据处理;
S4:信息管理系统通过WEB页面,对处理过后的生产信息进行可视化呈现。
进一步地,所述的步骤S1具体包括:
S11:安装于手工产线前端的条码扫码枪采集产品预设信息;
S12:安装于手工产线生产工位的光电传感器采集生产状态信息;
S13:安装于手工产线生产工位的红波按钮采集产品质量信息。
更进一步地,所述的产品预设信息包括产品编号。
更进一步地,所述的生产状态信息包括产品原料、产品产量、在制品量和设备 状态。
更进一步地,所述的产品质量信息包括不合格品量。
进一步地,所述的步骤S3具体包括:
对产品预设信息、生产状态信息和产品质量信息分别进行数据清洗和脱敏处理,并通过逻辑处理和优化算法,获取生产转换、一次合格率、产量、产线状态、停机 原因、在制品量和产线效率。
更进一步地,所述的数据清洗和脱敏处理具体包括:
对敏感信息字段通过预定义的脱敏规则进行数据脱敏和变形,实现敏感隐私数据的保护,所述的敏感信息字段包括姓名、证件号、银行账户、住址、电话号码、 企业名称、工商注册号和纳税人识别号;
所述的生产转换通过产线信息或系统排程获取,并记录生产转换信息,然后进 行统计分析得到最终的生产转换结果;
所述的一次合格率通过光电传感器采集的生产数量信息和红波按钮采集的不 良品信息,利用判别聚类法分析得到;
所述的产量通过光电传感器采集的生产数量信息计算得到;
所述的产线状态通过光电传感器采集的各工位的生产状态,综合分析得到;
所述的停机原因通过对产线状态信息中的停机状态进行分类和分析得到;
所述的在制品量通过光电传感器采集的实时生产数量得到;
所述的产线效率根据生产计划、在制品量及完成时间获取。
进一步地,所述的WEB页面可视化呈现的数据包括总产量、实时合格率、产 线效率、产线运行状态和停机原因。
进一步地,所述的步骤S2具体包括:
S21:PLC控制器接收扫码枪、光电传感器和红波按钮采集的数据;
S22:智能网关接收PLC控制器接收的数据,并上传至信息管理系统。
一种用于实现如所述的传统手工作业与智慧工厂的信息化融合方法的系统,包括数据采集组件、数据传送组件和信息管理系统,所述的数据采集组件包括安装于 产线作业最前端的条码扫码枪以及分别安装于产线生产工位的光电传感和红波按 钮,所述的数据传送组件包括分别安装于产线中心弱电区域且相互连接的智能网关 和PLC控制器,所述的PLC控制器分别与条码扫码枪、光电传感和红波按钮连接, 所述的智能网关与信息管理系统连接,所述的信息管理系统为工厂可视化信息管理 系统。
与现有技术相比,本发明具有以下优点:
1)本发明的方法投入少、设备小,占用空间小且实施周期短,前期投资少、 风险低,能够及时有效地采集产线生产信息,并对生产线进行实时监控,极大地提 高了产线效率和信息化水平;
2)本发明方法能解决中小企业传统人工作业产线的信息化问题,不需要重金 采购自动化生产设备就能实现信息化、数字化,且开放的架构易于扩展,在国内行 业内处于领先地位;
3)本发明公开的方法不需要专业的人员操作,操作简单、灵活、安全,支持 通用的通信协议。
附图说明
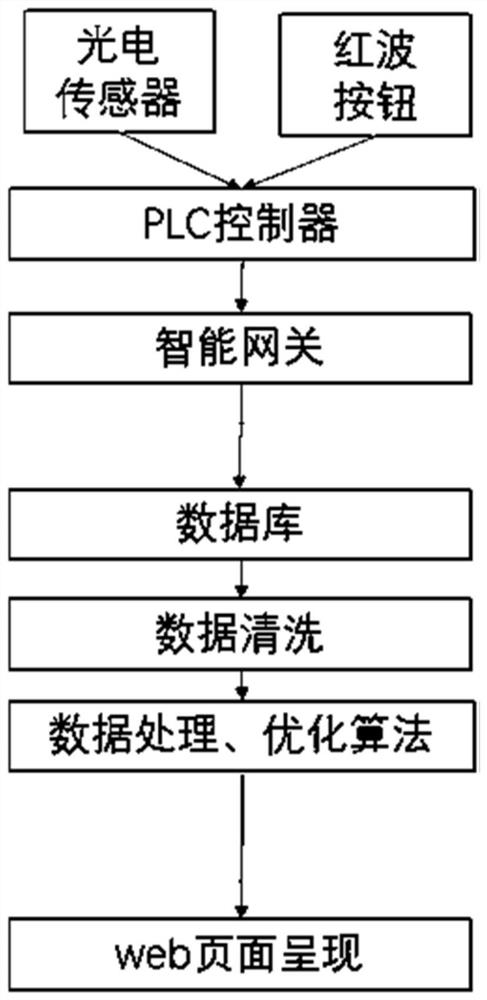
图1为本发明方法流程示意图。
具体实施方式
下面结合附图和具体实施例对本发明进行详细说明。显然,所描述的实施例是 本发明的一部分实施例,而不是全部实施例。基于本发明中的实施例,本领域普通 技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应属于本发 明保护的范围。
实施例
本发明提供了一种传统工厂手工作业对接智慧工厂的信息化融合方法。该方法在手工生产线加装传感器、按钮等元器件,通过智能网关采集产线的重要数据,包 括入料出料的数量、NG(Not Good,不合格)个数、产线运行状态等,然后将数 据上传至信息管理系统,由信息管理系统在WEB界面显示工厂的各项重要绩效指 标,最后再回馈到管理及生产细节进行指导和优化,提高效率,最终实现手工产线 的信息化、数字化和透明化。
该方法具体包含以下步骤:
A)数据采集:采集产品编码、产量、设备状态、在制品量(WIP)和不合格 品量等信息。
B)数据清洗和数据处理:将采集来的数据进行逻辑处理和优化算法,得到生 产转换、一次合格率(FPY)、产量、产线状态、停机原因、在制品量和产线效率 等。
其中,各数据的获取方法具体为:
生产转换:通过扫描产线首端二维码或系统排程获取,并记录生产转换信息, 然后进行统计分析得到最终的生产转换结果;
一次合格率:通过安装在工位的光电传感器获取到生产数量信息和红波按钮采集的不良品信息,利用判别聚类方法进行分析,然后将结果通过图表方式展示出来;
产量:通过安装在工位的光电传感器获取到生产数量信息并计算得出产量信息;
产线状态:通过安装在多个工位的光电传感器获取到每个工位的生产状态,综 合计算分析得出产线状态;
停机原因:在产线状态信息中针对停机状态进行分类和分析得出停机原因,并 对异常情况时行系统报警;
在制品量和产线效率:通过安装在工位的光电传感器获取到实时的生产数量, 计算并得出在制品量,根据生产计划和生产数量及完成时间计算出产线效率。
C)数据呈现:根据数据处理的结果,通过信息系统web页面可视化呈现出包 括总产量、实时合格率、产线效率、产线运行状态、停机原因等信息,将所有重要 绩效指标透明化,协助工厂的下一步管理和决策。
本发明还提供一种用于实现上述方法的系统,包括安装于生产线作业最前端的条码扫码枪,条码扫描枪用来记录每批次生产产品信息;安装于手工生产工位的光 电传感,光电传感器用于记录不合格产品;安装于产线中心区域的智能网关,只能 网关与扫码枪、传感器和按钮连接,智能网关用于将采集的数据上传到信息系统。
本发明面向的行业是离散行业,比如电子、机械加工等,适用的企业主要以中 小企业为主。
实施例
本实施例以电子生产工厂部分手工产线为例,实现传统工厂手工作业对接智慧工厂的信息化融合,整体实施步骤包括:
步骤1:分别在手工产线前端安装扫码枪,产线的前中后工位加装光电传感器 和红波按钮,扫码枪用于采集预设产品信息,光电传感器用于采集生产过程中的原 料、产成品数量和设备状态,红波按钮用于采集不合格数量。
步骤2:在产线弱电区域内安装一个PLC控制器,用于接收扫码枪、光电传 感器、红波按钮采集的数据;
步骤3:在产线弱电区域内加装一个智能网关,用于接收PLC控制器收到的 数据,然后上传到本地或远程服务器。
步骤4:将智能网关上传的数据存储到数据库中;
步骤5:由信息系统对存数据库的数据进行数据清洗、脱敏,过滤掉无效的和 敏感的数据;
首先针对不完整的数据和错误的值进行检测及解决,对重复的记录进行消除, 对不一致性(数据源内部及数据源之间)进行检测及解决。
其次用伪装数据完全替换源数据中的敏感数据以保证安全,对待脱敏数据进行加密处理,使外部用户只看到无意义的加密后数据,对敏感数据的部分内容用掩饰 符号(如“X、*”)进行统一替换,从而使得敏感数据保持部分内容公开,对敏感 信息字段(如:姓名、证件号、银行账户、住址、电话号码、企业名称、工商注册 号和纳税人识别号)等通过预定义的脱敏规则进行数据脱敏、变形,实现敏感隐私 数据的保护。
步骤S6:根据业务和展示需要进行数据分析、数据处理、优化算法等;
步骤S7:根据业务和展示需要进行多方面的WEB页面可视化信息呈现,如: 总产量、实时合格率FPY、产线效率EFF、产线运行状态、停机原因等信息。
业务和展示内容主要有:产线运行状态、产量、合格率、完成率、在制品、产 线效率、停机原因、报警和不良品等。
将过滤和脱敏过的数据根据业务和展示需要通过各种分析方法进行分析,具体如下:
1、产线运行状态:主要运用图形以及计筠概括性数据来描述产线运行状态, 如绿色代表运行、红代表停机等;
2、产量:主要运用制表和分类来展示总产量和各时间段某一产品的产量;
3、合格率:当前产品合格率,基于当前产品ID计算:
FPY_B2T=(fpy_TotalItem-fpy_BadItem1-fpy_BadItem2)/fpy_TotalItem* 100
FPY1=fpy_GoodItem/fpy_TotalItem*100
FPY2=fpy_GoodItem/(fpy_GoodItem+fpy_BadItem)*100
FPY3=(fpy_TotalItem-fpy_BadItem)/fpy_TotalItem*100
FPY4=(fpy_TotalItem–SUM(fpy_BadItem))/fpy_TotalItem*100
4、完成率:主要运用多元线性回归分析计算出生产产品的完成情况;
5、在制品:当前产品在本产线的在制品数量,基于当前产品ID计算:
WIP1=wip_InputItem-wip_GoodItem-wip_BadItem
WIP2=wip_InputItem-wip_TotalItem
6、产线效率:利用判别分析和主从分析法根据生产计划和生产数量及完成时 间计算出产线效率;
7、不良品:利用判别聚类分析的方法将不良品原因的进行分类,然后通过图 表方式展示出来;
8、停机原因、报警:主要运用聚类分析方法及时展示停机原因,并对异常情 况时行系统报警;
通过这些数据的采集和分析,并通过图表形式在网页的web画面展示出来, 实现手工工厂生产透明化,指导生产,加速企业转型升级,实现手工工厂信息化数 字化。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此, 任何熟悉本技术领域的工作人员在本发明揭露的技术范围内,可轻易想到各种等效 的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。因此,本发明 的保护范围应以权利要求的保护范围为准。
- 一种传统手工作业与智慧工厂的信息化融合方法和系统
- 一种将传统视频会议系统与WEBRTC融合的网关系统和方法