火车内燃机气缸套专用立式数控珩磨机
文献发布时间:2023-06-19 09:46:20
技术领域
本发明涉及珩磨设备技术领域,具体涉及一种专门用于珩磨火车内燃机气缸套的立式数控珩磨机,能够提高火车内燃机气缸套的珩磨精度及珩磨效率。
背景技术
火车内燃机气缸套是火车燃烧室的重要零件,气缸内表面是气缸加工过程中的主要工序,加工过程直接影响气缸的技术性能和应用效果。内燃机气缸套一般都通过珩磨来实现。但现有的珩磨装置不能够实现高精度珩磨;且珩磨前需要人工操作机器以此来调整珩磨的精度,浪费了大量的时间和劳动力。
发明内容
为了克服现有的技术不足,本发明提供一种火车内燃机气缸套专用立式数控珩磨机,以此来提高火车内燃机气缸套的珩磨精度和珩磨效率。
本发明的目的是通过以下技术方案实现的,结合附图:
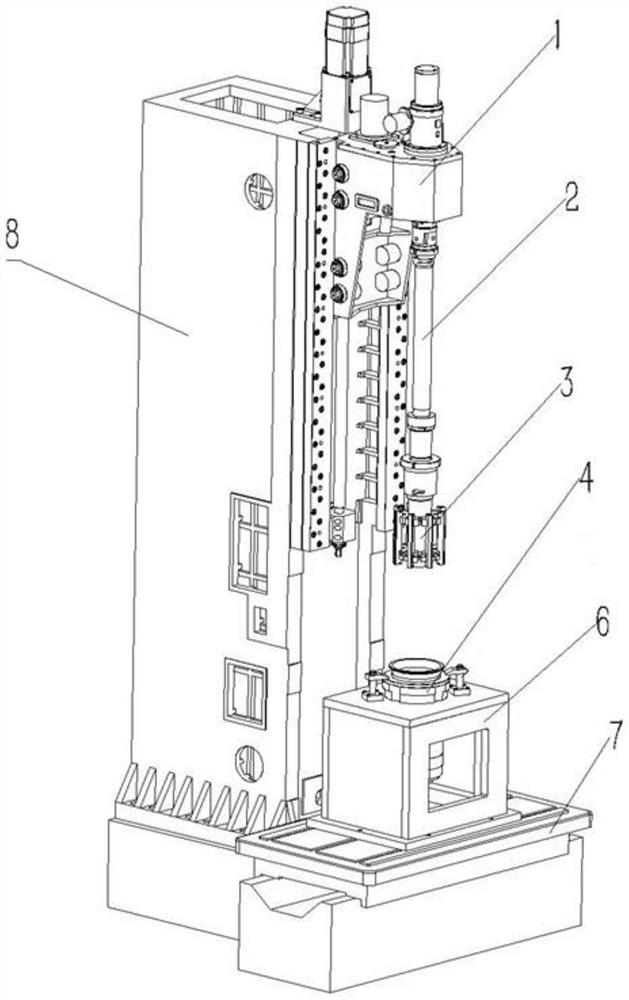
一种火车内燃机气缸套专用立式数控珩磨机,包括立柱8、主轴箱1、主轴2、珩磨头3、工作台7、珩磨机夹具6;主轴箱1通过滚珠丝杠螺母副安装在立柱8顶端,主轴箱1可在滚珠丝杠螺母副驱动下沿立柱8上下移动;主轴箱1包括齿轮组、蜗轮蜗杆副,齿轮组输出端连接主轴2顶部,主轴2底部连接珩磨头3,蜗轮蜗杆副通过推杆机构连接珩磨头3;工作台7位于珩磨头3下方,工作台7包括上台面及基座,上台面通过滚珠丝杠驱动机构与基座连接,上台面可沿基座左右移动;珩磨机夹具6固定在工作台7上台面上,用于固定气缸套4。
进一步地,所述主轴2底端通过球头连杆10连接珩磨头3。
进一步地,所述珩磨头3包括珩磨头体13、锥体12、珩磨用砂条座14,珩磨头体13通过销钉固定在锥体12上,珩磨用砂条座14均布在珩磨头体13圆周上且与锥体12锥面抵接,珩磨用砂条座14上固定珩磨油石.
进一步地,所述推杆机构包括推杆9、螺杆11,推杆9设置在主轴2内,推杆9顶端通过蜗轮蜗杆副连接主轴箱1,推杆9底部穿过球头连杆10与螺杆11连接,螺杆11另一端连接锥体12。
进一步地,所述珩磨头3内还设有切削液通道。
进一步地,所述珩磨机夹具包括一对夹紧装置、珩磨机夹具本体、夹取装置、水套;珩磨机夹具本体上设有安装孔,气缸套4通过安装孔放入珩磨机夹具本体内,水套置于气缸套的顶端,一对夹紧装置固定在珩磨机夹具本体顶部并夹紧水套。
进一步地,所述一对夹紧装置相互对称成180°分布在气缸套周围,夹取装置由液压油缸、阀、夹块组成,液压油缸与夹块之间安装阀,夹块夹紧水套。
进一步地,所述工作台的上台面通过滚珠丝杠驱动机构包括伺服电机21、滚珠丝杠20、支架19,滚珠丝杠20通过支架19固定在基座上,伺服电机21与滚珠丝杠20连接,上台面通过丝杠滑块与滚珠丝杠20连接。
本发明的有益效果在于:
通过控制系统输入珩磨机珩磨过程中主轴的转速及往复运动的速度,以此来控制珩磨过程中的珩磨角度。与此同时伺服电机驱动工作台往复运动,实现工作台精确的位置控制。工作台上方珩磨机夹具的夹取装置通过液压油缸驱动夹块将内燃机气缸套夹紧,然后控制系统控制主轴转动及主轴箱往复运动,珩磨头同时进行进给运动。本发明结构设计巧妙,数控控制系统与精准定位大大提高了珩磨精度,同时也提高了加工效率,使工件加工后圆度及圆柱度也更加精确,圆柱面的胀刀方式使得刀具定心度高,具有恒定的胀刀路径,一道工序即可达到较高的精度,精度一致性得到了保证。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明火车内燃机气缸套专用立式数控珩磨机立体结构示意图;
图2是本发明所述主轴箱的剖视图;
图3是本发明所述珩磨头的剖视图;
图4是本发明所述珩磨机夹具的结构示意图;
图5是本发明所述工作台结构示意图;
图中:
1-主轴箱,2-主轴,3-珩磨头,4-气缸套,6-珩磨机夹具,7-工作台,8-立柱,9-推杆,10-球头连杆,11-螺杆,12-锥体,13-珩磨头体,14-珩磨用砂条座,15-水套,16-夹取装置,17-珩磨机夹具本体,19-支架,20-滚珠丝杠,21-伺服电动机。
具体实施方式
以下结合附图和实施例进一步描述本发明的技术方案:
如图1、图2所示,一种火车内燃机气缸套专用立式数控珩磨机,包括立柱8、主轴箱1、主轴2、珩磨头3、工作台7、珩磨机夹具6、数控系统。
主轴箱1通过滚珠丝杠螺母副安装在立柱8顶端,主轴箱1可在滚珠丝杠螺母副驱动下沿立柱8上下移动;主轴箱1包括齿轮组、蜗轮蜗杆副及驱动电机,齿轮组输出端连接主轴2顶部,主轴2底部连接珩磨头3,蜗轮蜗杆副通过推杆机构连接珩磨头3;工作台7位于珩磨头3下方且与立柱8连接,工作台7包括上台面及基座,上台面通过滚珠丝杠驱动机构与基座连接,上台面可沿基座左右移动;珩磨机夹具6固定在工作台7上台面上,用于固定工件(气缸套4)。
如图3所示,主轴2顶端通过联结套、锥柄及销钉零件等与主轴箱连接,主轴2底端通过球头连杆10连接珩磨头3。
珩磨头3包括珩磨头体13、锥体12、珩磨用砂条座14,珩磨头体13通过销钉固定在锥体12上,珩磨用砂条座14均布在珩磨头体13圆周上且与椎体12锥面抵接,珩磨用砂条座14上固定珩磨油石;推杆机构包括推杆9、螺杆11,推杆9设置在主轴2内,推杆9顶端通过蜗轮蜗杆副连接主轴箱1,推杆9底部穿过球头连杆10与螺杆11连接,螺杆11另一端连接锥体12。工作时,推杆推动锥体,椎体同时推动珩磨用砂条座,实现珩磨进给运动,保证了珩磨用砂条座带动珩磨油石进给运动的稳定。
珩磨头3内还设有切削液通道,珩磨过程中切削液从刀具内部喷出,直接喷到加工内孔表面,有利于排屑,使珩磨条不易堵塞,工件材料对刀具的影响较小。
珩磨头体是指珩磨头上的磨头支架及上面一些用销钉固定的套类零件的整体。
如图4所示,珩磨机夹具包括一对夹紧装置、珩磨机夹具本体、夹取装置、水套,珩磨机夹具本体上设有安装孔,气缸套4通过安装孔放入珩磨机夹具本体内,水套置于气缸套的顶端,一对夹紧装置固定在珩磨机夹具本体顶部并夹紧水套。珩磨机夹具固定在工作台上,提高了定位的准确性,也提高了珩磨过程中的稳定性,进一步提高了珩磨精度;另一方面,夹紧装置自动夹紧气缸套,提高了珩磨效率。
一对夹紧装置相互对称成180°分布在气缸套周围,夹取装置由油缸、阀、夹块组成,油缸与夹块之间安装阀,夹块夹紧水套。工作时,首先要将火车内燃机气缸套放入珩磨机夹具本体内,水套置于气缸套的顶端,夹紧装置自动夹紧水套,进而夹紧气缸套。珩磨完成后,夹取装置自动放开水套,才能将气缸套取出。
如图5所示,所述工作台包括上台面以及基座,上台面通过滚珠丝杠驱动机构与基座连接。滚珠丝杠驱动机构包括伺服电机21、滚珠丝杠20、支架19,滚珠丝杠20通过支架19固定在基座上,伺服电机21与滚珠丝杠20连接,上台面通过丝杠滑块与滚珠丝杠20连接。数控系统通过控制伺服电机,使滚珠丝杠带动上台面往复运动,进而使工作台上的珩磨机夹具达到精准定位的目的。
所述数控系统型号为西门子828B数控控制系统。数控系统一方面控制整机的运行,驱动各伺服电机,控制工作台往复运动、主轴箱往复运动、主轴旋转运动、珩磨头进给运动;另一方面控制整机的精确定位及精确速度,通过驱动工作台,将珩磨机夹具精确驱动到珩磨区域,保证了珩磨精度的准确性,排出了其他干扰因素;通过控制主轴的转速和往复运动速度,以此来调整珩磨所需的珩磨角,进而提高珩磨精度。
以下简要介绍本发明的工作原理:
首先,由工作人员将珩磨过程中需要的主轴转速及往复运动速度输入数控系统中。数控系统启动伺服电机,使伺服电机驱动滚珠丝杠螺母副带动工作台实现往复运动以及位置精度的控制,实现工作台精确的位置控制。工作台上表面固定夹珩磨机夹具,连同工作台一起运动到珩磨位置,夹取装置自动夹紧气缸套。其次,数控系统根据工作人员输入的主轴转速及往复运动速度,精确的控制主轴转速及主轴的往复运动,主轴的往复运动由伺服电机驱动滚珠丝杠螺母副带动主轴箱。数控系统启动主轴箱的驱动电机,使驱动电机驱动蜗轮蜗杆副带动推杆机构,实现珩磨头进给的速度及位置精度的控制,实现进给油缸粗、精珩磨的珩磨头进给的精确控制。最后,珩磨机珩磨结束,控制系统控制主轴箱及主轴停止珩磨。夹取装置自动松开气缸套,与此同时,工作台带动珩磨机夹具运动到另一侧。
- 火车内燃机气缸套专用立式数控珩磨机
- 一种数控立式气缸套珩磨机的伺服液压双进给机构