一种具有提醒功能的生产报警系统
文献发布时间:2023-06-19 09:46:20
技术领域
本发明涉及报警系统领域,具体涉及一种具有提醒功能的生产报警系统。
背景技术
防盗报警系统是用物理方法或电子技术,自动探测发生在布防监测区域内的侵入行为,产生报警信号,并提示值班人员发生报警的区域部位,显示采取对策的系统,防盗报警系统是预防抢劫、盗窃等意外事件的重要设施,一旦发生突发事件,就能通过声光报警信号在安保控制中心准确显示出事地点,于是迅速采取应急措施,防盗报警系统与出入口控制系统、闭路电视监控系统、访客对讲系统和电子巡更系统等一起构成了安全防范系统。
流水线就是指在一定的线路上连续不断输送货物的搬运机械,故又称输送线或输送机,按照输送的产品系列输送线可分为:皮带流水线、链板线、插件线、悬挂线、倍数链线和滚筒流水线、倍数链流水线、板链线,流水线包括牵引件、承载构件、驱动装置、张紧装置、改向装置和支撑件等,输送线路都是固定的,输送机可进行水平、倾斜、垂直输送,由于流水线的输送能力大且运送距离长,所以在输送过程中配合人工可进行其他工艺操作,因此流水线的应用十分广泛。
流水线充分体现了人与机械的配合能力,让机械设备更具灵活性,它将输送系统、随行夹具和在线专机、检测设备有机的组合,以满足多品种产品的输送要求。输送线的传输方式有同步传输的也可以是非同步传输,根据企业的实际需要根据配置的选择,实现装配和输送的要求。
现有技术存在以下不足:现有的全自动生产流水线没有安装报警系统,当产品生产中发生各种异常情况时,不能及时有效且准确的查看具体情况并进行处理,导致全自动生产流水线瘫痪,影响产品的生产速率。
因此,发明一种具有提醒功能的生产报警系统很有必要。
本发明内容
为此,本发明提供一种具有提醒功能的生产报警系统,通过不断采集生产线上各个工站的加工次数、加工情况、检测情况等信息,发送到PLC控制器上进行逻辑运算,判断信息是否异常,从而控制该工站执行相关动作,同时对于异常信息产生位置进行声光报警提醒,以解决不能及时准确的了解情况的问题。
为了实现上述目的,本发明提供如下技术方案:一种具有提醒功能的生产报警系统,包括计数器、加工工站和检测工站,所述计数器电性连接计数传输模块,所述计数传输模块电性连接中央处理控制模块;
所述加工工站电性连接加工传输模块,所述加工传输模块电性连接所述中央处理控制模块;
所述检测工站电性连接检测传输模块,所述检测传输模块电性连接所述中央处理控制模块;
所述中央处理控制模块电性连接逻辑运算模块和复位模块;
所述逻辑运算模块电性连接报警模块、所述复位模块和工站,所述报警模块电性连接所述复位模块。
优选的,所述计数传输模块设置为第一交换机,所述计数器电性连接第一交换机,所述第一交换机电性连接所述中央处理控制模块。
优选的,所述加工传输模块设置为第二交换机,所述加工工站电性连接第二交换机,所述第二交换机电性连接所述中央处理控制模块。
优选的,所述检测传输模块设置为第三交换机,所述检测传输模块设置在检测工站内部,所述检测工站电性连接第三交换机,所述第三交换机电性连接所述中央处理控制模块。
优选的,所述中央处理控制模块设置为PLC控制器,所述PLC控制器电性连接第一交换机、第二交换机和第三交换机,所述PLC控制器电性连接所述报警模块和所述复位模块。
优选的,所述报警模块设置为报警器,所述报警器电性连接所述逻辑运算模块和所述复位模块。
优选的,所述复位模块设置为复位控制器,所述复位控制器电性连接PLC控制器、报警器和所述逻辑运算模块。
优选的,所述运算模块设置为CPU,所述CPU电性连接所述报警模块、复位控制器和工站,所述报警模块外接报警器,所述报警器设置在生产线设备顶端。
与现有技术相比,该具有提醒功能的生产报警系统的优点:
本发明通过全自动生产流水线上各个计数器、加工工站和检测工站分别将各个易损零件的使用次数、产品在各个加工工站的加工结果和产品在各个检测工站的检测结果等信息输入到PCL控制器中;
由事先编辑的控制程序进行逻辑运算,判断输入信号是否异常,若无异常,则控制对应工站运作,执行下一动作,若存在异常,则控制对应工站停止,同时控制声光系统报警,显示异常发生工站,现场管理者在接收到声光系统报警后,根据其提示,直接到达异常发生工站进行异常处理;
完成后再对该工站进行复位,PCL控制器接收到异常复位信息后,再进行溢一次逻辑运算,确定异常解除后控制该工站运作,执行下一动作,恢复全自动生产流水线的正常运行,从而达到使管理者可直接到达异常发生工位查看具体情况并进行处理,快速及时的恢复产线正常运行的效果。
附图说明
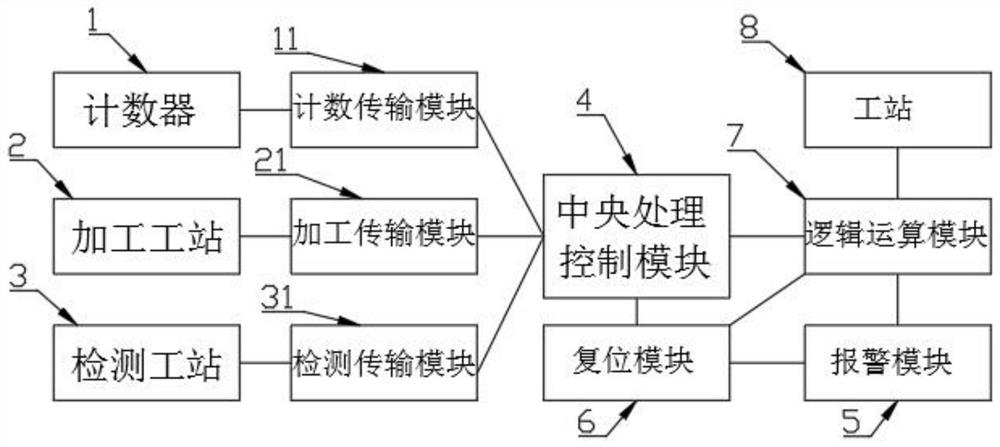
图1为本发明提供的整体模块结构示意图;
图2为本发明提供的整体流程结构示意图;
图中:计数器1、计数传输模块11、加工工站2、加工传输模块21、检测工站3、检测传输模块31、中央处理控制模块4、报警模块5、复位模块6、逻辑运算模块7、工站8。
具体实施方式
以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
参照附图1-图2,本发明提供的一种具有提醒功能的生产报警系统,包括计数器1、加工工站2、检测工站3、中央处理控制模块4、报警模块5和复位模块6;
进一步地,计数器1通过计数传输模块11电性连接中央处理控制模块4,计数器1包括传输模块11,具体的,计数器1电性连接计数传输模块11,交换机型号为S1720-52GFR-4P,交换机是用于电或光信号转发的网络设备,它可以为接入交换机的任意两个网络节点提供独享的电信号通路,PCL控制器型号为6ES7322-1BL00-0AA0,PCL控制器为可编程逻辑控制器,可编程逻辑控制器是专门为在工业环境下应用而设计的数字运算操作电子系统,它采用一种可编程的存储器,在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,通过数字式或模拟式的输入输出来控制各种类型的机械设备或生产过程,报警器型号为BBJ-AC24,报警器是为防止或预防某事件发生所造成的后果,以声音、光、气压等形式来提醒或警示我们应当采取某种行动的电子产品,复位控制器型号为KY02S,复位控制器是指按照预定顺序改变主电路或控制电路的接线和改变电路中电阻值来控制电动机的启动、调速、制动和反向的主令装置,通过计数器1电性连接传输模块11,传输模块11电性连接中央处理控制模块4,由于传输模块11设置为第一交换机,中央处理控制模块4设置为PCL控制器,通过计数器1计数,将零件使用次数通过第一交换机传输给PCL控制器,起到传输的作用,由于加工工站2电性连接加工传输模块21,加工传输模块21电性连接中央处理控制模块4,通过加工传输模块21设置为第二交换机,加工工站2电性连接第二交换机,第二交换机电性连接中央处理控制模块4,使加工工站2将产品加工结果传输给PCL控制器,起到传输作用,由于检测工站3电性连接检测传输模块31,检测传输模块31电性连接中央处理控制模块4,通过检测传输模块31设置为第三交换机,检测工站3电性连接第三交换机,第三交换机电性连接中央处理控制模块4,达到将检测工站3将产品检测的结果传输给PCL控制器的效果,由于中央处理控制模块4电性连接逻辑运算模块7和复位模块6,逻辑运算模块7电性连接报警模块5、工站8和复位模块6,通过报警模块5外接报警器,逻辑运算模块7设置为CPU,报警器电性连接CPU,当PCL控制器将数据发送给CPU,在CPU中进行逻辑运算,当工站出现问题时,通过PCL控制器控制报警器发出异常警告时,同时关闭该工站的运行,从而达到对异常工站进行及时处理的效果,由于报警模块5外接报警器,报警器设置在生产线设备顶端,达到便于观察的效果,通过中央处理控制模块4和逻辑运算模块连接复位模块,复位模块设置为复位控制器,当管理者确定无异常时,启动复位控制器,使PCL控制器接收到异常复位信息,从而使CPU再进行一次逻辑运算,确认无异常后,将控制该工位进行运作,从而达到及时恢复正常运行的效果,且达到保证该工位异常解除的效果,通过全自动生产流水线上各个计数器1、加工工站2和检测工站3分别将各个易损零件的使用次数、产品在各个加工工站的加工结果和产品在各个检测工站的检测结果等信息输入到PCL控制器中,由事先编辑的控制程序进行逻辑运算,判断输入信号是否异常,若无异常,则控制对应工站运作,执行下一动作,若存在异常,则控制对应工站停止,同时控制声光系统报警,显示异常发生工站,现场管理者在接收到声光系统报警后,根据其提示,直接到达异常发生工站进行异常处理,完成后再对该工站进行复位,PCL控制器接收到异常复位信息后,再进行溢一次逻辑运算,确定异常解除后控制该工站运作,执行下一动作,恢复全自动生产流水线的正常运行,从而达到使管理者可直接到达异常发生工位查看具体情况并进行处理,快速及时的恢复产线正常运行的效果。
本发明的使用过程如下:本领域技术人员通过全自动生产流水线上各个计数器1、加工工站2和检测工站3分别将各个易损零件的使用次数、产品在各个加工工站的加工结果和产品在各个检测工站的检测结果等信息输入到PCL控制器中,由事先编辑的控制程序进行逻辑运算,判断输入信号是否异常,若无异常,则控制对应工站运作,执行下一动作,若存在异常,则控制对应工站停止,同时控制声光系统报警,显示异常发生工站,现场管理者在接收到声光系统报警后,根据其提示,直接到达异常发生工站进行异常处理,完成后再对该工站进行复位,PCL控制器接收到异常复位信息后,再进行溢一次逻辑运算,确定异常解除后控制该工站运作,执行下一动作,恢复全自动生产流水线的正常运行,从而达到使管理者可直接到达异常发生工位查看具体情况并进行处理,快速及时的恢复产线正常运行的效果,通过计数器1电性连接传输模块11,传输模块11电性连接中央处理控制模块4,由于传输模块11设置为第一交换机,中央处理控制模块4设置为PCL控制器,通过计数器1计数,将零件使用次数通过第一交换机传输给PCL控制器,起到传输的作用,由于加工工站2电性连接加工传输模块21,加工传输模块21电性连接中央处理控制模块4,通过加工传输模块21设置为第二交换机,加工工站2电性连接第二交换机,第二交换机电性连接中央处理控制模块4,使加工工站2将产品加工结果传输给PCL控制器,起到传输作用,由于检测工站3电性连接检测传输模块31,检测传输模块31电性连接中央处理控制模块4,通过检测传输模块31设置为第三交换机,检测工站3电性连接第三交换机,第三交换机电性连接中央处理控制模块4,使检测工站3将产品检测的结果传输给PCL控制器,由于中央处理控制模块4电性连接逻辑运算模块7和复位模块6,逻辑运算模块7电性连接报警模块5、工站8和复位模块6,通过报警模块5外接报警器,逻辑运算模块7设置为CPU,报警器电性连接CPU,当PCL控制器将数据发送给CPU,在CPU中进行逻辑运算,当工站出现问题时,通过PCL控制器控制报警器发出异常警告时,同时关闭该工站的运行,从而达到对异常工站进行及时处理的效果,由于报警模块5外接报警器,报警器设置在生产线设备顶端,达到便于观察的效果,通过中央处理控制模块4和逻辑运算模块连接复位模块,复位模块设置为复位控制器,当管理者确定无异常时,启动复位控制器,使PCL控制器接收到异常复位信息,从而使CPU再进行一次逻辑运算,确认无异常后,将控制该工位进行运作,从而达到及时恢复正常运行的效果,且达到保证该工位异常解除的效果。
以上所述,仅是本发明的较佳实施例,任何熟悉本领域的技术人员均可能利用上述阐述的技术方案对本发明加以修改或将其修改为等同的技术方案。因此,依据本发明的技术方案所进行的任何简单修改或等同置换,尽属于本发明要求保护的范围。
- 一种具有提醒功能的生产报警系统
- 一种具有提醒报警功能的饲料生产机器保养装置