多工位旋转料框装置
文献发布时间:2023-06-19 09:47:53
技术领域
本发明涉及自动化生产线中的细长棒料逐层码垛技术领域,具体为一种多工位高速细长棒料码垛领域的多工位旋转料框装置。
背景技术
在现代化全自动焊管生产线领域中,细长棒料的成品有时需要成排堆叠成捆状,这就需要一套码垛系统将成排的细长棒料逐层堆叠,而将细长棒料按照特定的成捆形状进行堆叠则需要特定形状的堆叠料框进行约束,并且将细长棒料堆叠成捆后又需要将成捆的细长棒料进行捆扎打包,有时甚至需要进行成捆的端头打包,那么当对成捆的细长棒料进行捆扎打包作业或者端头打包作业时正在盛放已经码垛成型的细长棒料的料框是无法继续码放下一堆垛的,那么就出现了当已经码垛成型的细长棒料进行打包时堆叠料框处于待机停顿的状态而无法对时间进行充分利用,那么为了适应高速生产线的需要,设计一种可以充分利用时间而提高生成速度的多工位旋转料框装置成为了必然的趋势。
发明内容
本发明实施例提供了一种可以充分利用时间而提高生产速度的多工位旋转料框装置,通过设置多套用于堆叠码垛细长棒料的堆叠料框交替进行棒料堆叠码垛和棒料打包工作,在本实施例中,通过将两套堆叠料框设置在一个可以旋转的转盘上,通过转盘的旋转实现两套堆叠料框可以交替出现在堆叠码垛工作区域和打包工作区域,从而实现当其中一套料框进行打包工作时,另一套料框可以继续进行棒料的堆叠码垛工作,从而充分利用时间提高了生产效率。
一方面,多工位旋转料框装置,用于对细长棒料w进行快速码垛打包,包括至少两套的码垛用伸缩料框组件,可以包括第一伸缩料框kj和第二伸缩料框kp,其特征在于还设有转盘z,所述第一伸缩料框kj和第二伸缩料框kp分别设置在转盘z之上,通过转盘的回转运动可以实现第一伸缩料框kj和第二伸缩料框kp交替出现在码垛工作区域和打包工作区域,第一伸缩料框kj和第二伸缩料框kp的交替码垛与打包工作的同时进行,从而克服了单套伸缩料框组件不能实现码垛工作与打包工作同时进行的时间限制。
根据本发明实施例的一个方面,所述第一伸缩料框kj包括第一固定料框架kj1和第一移动料框架kj2,所述第一固定料框架kj1固定在转盘z上,第一移动料框架kj2通过直线滑轨与转盘z连接并可以相对于转盘z滑动实现与第一固定料框架kj1间的距离变化。
根据本发明实施例的一个方面,所述第一固定料框架kj1和第一移动料框架kj2之间还设有第一串联动装置kjd,所述第一串联动装置kjd内设有齿轮齿条传动机构以及长齿轮轴传动机构,通过第一串联动装置kjd将第一固定料框架kj1和第一移动料框架kj2同步传动连接还可以实现第一固定料框架kj1和第一移动料框架kj2对细长棒料w码垛尺寸规格的同步改变。
根据本发明实施例的一个方面,所述第二伸缩料框kp包括第二固定料框架kp1和第二移动料框架kp2,所述第二固定料框架kp1固定在转盘z上,第二移动料框架kp2通过直线滑轨与转盘z连接并可以相对于转盘z滑动实现与第二固定料框架kp1间的距离变化。
根据本发明实施例的一个方面,所述第二固定料框架kp1和第二移动料框架kp2之间还设有第二串联动装置kpd,所述第二串联动装置kpd内设有齿轮齿条传动机构以及长齿轮轴传动机构,通过第二串联动装置kpd将第二固定料框架kp1和第二移动料框架kp2同步传动连接还可以实现第二固定料框架kp1和第二移动料框架kp2对细长棒料w码垛尺寸规格的同步改变。
根据本发明实施例的一个方面,所述转盘z上还设有旋转定位桩c,地面上还设有可以与旋转定位桩c相互配合对转盘z起停止定位作用的定位销d,所述转盘z带动第一伸缩料框kj和第二伸缩料框kp旋转到指定工作位后旋转定位桩c与定位销d相互接触使转盘z停止转动并固定转盘z。
根据本发明实施例的一个方面,所述定位销d安装在固定于地面的支座b上,在定位销d与支座b之间还设有伸缩缸s,伸缩缸s可以带动定位销d相对于支座b伸出或缩回,所述定位桩c上还设有可以与定位销d相互配合的销孔,当需要停止定位转盘z时定位销d插入销孔固定转盘z。
附图说明
下面将参考附图来描述本发明示例性实施例的特征、优点和技术效果。
序号说明:第一伸缩料框kj、第一固定料框架kj1、第一移动料框架kj2、第一串联动装置kjd、第二伸缩料框kp、第二固定料框架kp1、第二移动料框架kp2、第二串联动装置kpd、转盘z、旋转定位桩c、定位销d、支座b、伸缩缸s、细长棒料w、码垛机运输机m、捆扎机f。
图1是本发明实施例基本结构布局示意图。
图2是本发明实施例交换工位准备打包示意图。
图3是本发明实施例打包机打包示意图。
图4是本发明实施例料捆运走示意图。
图5是本发明实施例定位销d定位转盘z示意图。
图6是本发明实施例第一串联动装置kjd布局示意图。
图7是本发明实施例第一伸缩料框kj改变规格示意图。
图8是本发明实施例俯视结构布局示意图。
在附图中,相同的部件使用相同的附图标记。附图并未按照实际的比例绘制。
具体实施方式
下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本发明的原理,但不能用来限制本发明的范围,即本发明不限于所描述的优选实施例,本发明的范围由权利要求书限定。
在本发明实施例的描述中,需要说明的是,除非另有说明,“垂直”、“平行”不只是数学意义上的绝对意义,可以理解为“大致垂直”、“大致平行”。
图1是本发明实施例基本结构布局示意图。
图6是本发明实施例第一串联动装置kjd布局示意图。
图7是本发明实施例第一伸缩料框kj改变规格示意图。
图8是本发明实施例俯视结构布局示意图。
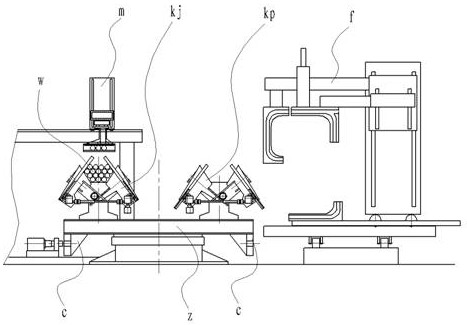
根据图1、图8所示,本发明实施例提供了一种可以充分利用时间而提高生产速度的多工位旋转料框装置,通过设置多套用于堆叠码垛细长棒料的堆叠料框交替进行棒料堆叠码垛和棒料打包工作,在本实施例中,通过将两套堆叠料框设置在一个可以旋转的转盘上,通过转盘的旋转实现两套堆叠料框可以交替出现在堆叠码垛工作区域和打包工作区域,从而实现当其中一套料框进行打包工作时,另一套料框可以继续进行棒料的堆叠码垛工作,从而充分利用时间提高了生产效率。本技术方案在本实施例中的具体结构可以包括至少两套的码垛用伸缩料框组件,在本实施例中具体为包括第一伸缩料框kj、第二伸缩料框kp和转盘z,所述第一伸缩料框kj包括第一固定料框架kj1和第一移动料框架kj2,所述第一固定料框架kj1固定在转盘z上,第一移动料框架kj2通过直线滑轨与转盘z连接并可以相对于转盘z滑动实现与第一固定料框架kj1间的距离变化。所述第一固定料框架kj1和第一移动料框架kj2都设有可以变换规格的料框挡板,通过料框挡板的配合变化可以实现适用于多种规格料捆的码放。在本实施例中,设置了4个可以移动的料框挡板和一个底部固定的料框挡板实现了构成适用于多种规格6边形料捆的料框。另外所述第一固定料框架kj1和第一移动料框架kj2之间还设有第一串联动装置kjd,在本实施方案中优选地在所述第一串联动装置kjd内设有齿轮齿条传动机构以及长齿轮轴传动机构和电机减速机的动力机构,通过第一串联动装置kjd中的电机减速机产生动力并传递扭矩到长齿轮轴上,然后通过长齿轮轴将扭矩同步传递到第一固定料框架kj1和第一移动料框架kj2上,这样就可以实现第一固定料框架kj1和第一移动料框架kj2上的料框挡板同步做规格改变动作,可以实现第一固定料框架kj1和第一移动料框架kj2对细长棒料w码垛尺寸规格的同步改变。所述第二伸缩料框kp包括第二固定料框架kp1和第二移动料框架kp2,所述第二固定料框架kp1固定在转盘z上,第二移动料框架kp2通过直线滑轨与转盘z连接并可以相对于转盘z滑动实现与第二固定料框架kp1间的距离变化。所述第二固定料框架kp1和第二移动料框架kp2同样都设有可以变换规格的料框挡板,通过料框挡板的配合变化可以实现适用于多种规格料捆的码放。在本实施例中,同样设置了4个可以移动的料框挡板和一个底部固定的料框挡板实现了构成适用于多种规格6边形料捆的料框。另外所述第二固定料框架kp1和第二移动料框架kp2之间还设有第二串联动装置kpd,在本实施方案中优选地在所述第二串联动装置kpd内设有齿轮齿条传动机构以及长齿轮轴传动机构和电机减速机的动力机构,通过第二串联动装置kpd中的电机减速机产生动力并传递扭矩到长齿轮轴上,然后通过长齿轮轴将扭矩同步传递到第二固定料框架kp1和第二移动料框架kp2上,这样就可以实现第二固定料框架kp1和第二移动料框架kp2上的料框挡板同步做规格改变动作,还可以实现第二固定料框架kp1和第二移动料框架kp2对细长棒料w码垛尺寸规格的同步改变。另外,所述转盘z上还设有旋转定位桩c,地面上还设有可以与旋转定位桩c相互配合对转盘z起停止定位作用的定位销d,所述转盘z带动第一伸缩料框kj和第二伸缩料框kp旋转到指定工作位后旋转定位桩c与定位销d相互接触使转盘z停止转动并固定转盘z。所述第一伸缩料框kj和第二伸缩料框kp分别设置在转盘z之上,在转盘z的两侧分别是码垛机运输机m和捆扎机f,在码垛机运输机m一侧是码垛工作区,码垛机运输机m负责将细长棒料w逐层成排的堆叠到第一伸缩料框kj和第二伸缩料框kp中,在捆扎机f一侧是打包工作区域,捆扎机f负责将第一伸缩料框kj和第二伸缩料框kp中的料捆进行捆扎打包。通过转盘z的回转运动可以实现第一伸缩料框kj和第二伸缩料框kp交替出现在码垛工作区域和打包工作区域,第一伸缩料框kj和第二伸缩料框kp的交替码垛与打包工作的同时进行,从而克服了单套伸缩料框组件不能实现码垛工作与打包工作同时进行的时间限制。
图5是本发明实施例定位销d定位转盘z示意图。
根据图5所示,根据本发明实施例的一个方面,在地面上还可以设有支座b,所述定位销d还可以是安装在固定于地面的支座b上,在定位销d与支座b之间还设有伸缩缸s,伸缩缸s可以带动定位销d相对于支座b伸出或缩回,所述定位桩c上还设有可以与定位销d相互配合的销孔,当需要停止定位转盘z时伸缩缸s推出定位销d插入销孔固定转盘z,当转盘z需要转动时伸缩缸s拉回定位销d,定位桩c被释放,转盘z可以转动。
图1是本发明实施例基本结构布局示意图。
图2是本发明实施例交换工位准备打包示意图。
图3是本发明实施例打包机打包示意图。
图4是本发明实施例料捆运走示意图。
根据图1、图2、图3和图4所示,根据本发明实施例的一个方面,本实施方案具体工作流程为:首先第一伸缩料框kj旋转到码垛工作区,同步的,第二伸缩料框kp旋转到打包工作区,伸缩缸s推出定位销d插入定位桩c上的销孔固定转盘z,码垛机运输机m将细长棒料w逐层成排的堆叠到第一伸缩料框kj,当第一伸缩料框kj被码放完毕之后,伸缩缸s拉回定位销d,转盘z转动带动第一伸缩料框kj旋转到打包工作区,同步的,带动第二伸缩料框kp旋转到码垛工作区,伸缩缸s再次推出定位销d插入定位桩c上的销孔固定转盘z,码垛机运输机m将细长棒料w逐层成排的堆叠到第二伸缩料框kp,此时同步进行的,捆扎机f将第一伸缩料框kj中的料捆进行捆扎打包,打包完成后成捆的细长棒料w被运出第一伸缩料框kj,此时同步的第二伸缩料框kp被码垛堆叠完毕,伸缩缸s再次拉回定位销d,转盘z重复转动,周而复始完成如上工作。
应当理解,说明书对于本发明的具体实施方式的描述是示例性的,而不应当解释为对于本发明保护范围的不当限制。本发明的保护范围由其权利要求限定,并涵盖落入其范围内的所有实施方式及其明显的等同变例。
- 多工位旋转料框装置
- 一种立式旋转工位多光谱内框纸检测装置