一种多层模压门面板贴面装置及其贴面工艺
文献发布时间:2023-06-19 09:49:27
技术领域
本发明属于模压门板贴面热压技术领域,特别涉及一种多层模压门面板贴面装置及其贴面工艺。
背景技术
模压门面板在加工生产过程中会有一个贴面的过程;
1)现有的贴面机构多采用单板贴面的方式,即每次只能对一块模压面板进行贴面,在批量生产中效率较低;
2)模压门通过热压贴面时会产生大量的刺激性气味,现有的废气收集处理机构比较单一,难以对废气进行比较全面的收集处理,不仅污染空气同时会对工作人员造成身体伤害;
所以需要一种工作效率高的面板贴面及其开模废气处理装置。
发明内容
本发明的目的是克服现有技术中不足,提供一种多层模压门面板贴面装置,不仅能够提高面板贴面效率,同时能够比较全面的实现对废气的收集处理。
为了实现上述目的,本发明采用的技术方案是:
一种多层模压门面板贴面装置,包括机架、废气处理机构Ⅰ、废气处理机构Ⅱ、热压贴面机构、废气回收管;机架承载废气处理机构Ⅰ、废气处理机构Ⅱ、热压贴面机构、废气回收管;废气处理机构Ⅰ位于机架顶部;热压贴面机构位于废气处理机构Ⅰ下方;废气处理机构Ⅱ位于热压贴面机构一侧;废气回收管位于机架上方。
所述机架设有上承重板和下承重板;下承重板两端设有侧板。
所述热压贴面机构包括油缸、第一热压板、第二热压板、第三热压板、固定轴、第一弹簧、第二弹簧;油缸固定在上承重板上,油缸顶轴固定连接第一热压板;固定轴一端固定在下承重板上,另一端通过固定座固定在侧板上;第三热压板固定在下承重板上;第二热压板位于第一热压板和第二热压板中间并且两端通过固定板活动连接固定轴;所述第一弹簧和第二弹簧同时套接固定轴;第一弹簧位于第一热压板和第二热压板之间;所述第二弹簧位于第二热压板和第三热压板之间;所述第一热压板、第二热压板、第三热压板内设有导热油盘管;所述第一热压板和第二热压板上设有顶推机构;所述顶推机构包括顶板、第三弹簧、固定板、导向轴;所述固定板固定在热压板顶面;所述顶板位于热压板底面并相互贴合;所述导向轴穿过固定板并相互活动连接,导向轴一端固定连接顶板;所述第三弹簧套接导向轴,第三弹簧一端顶触固定板,另一端顶触顶板。
所述废气处理机构Ⅰ包括收集箱Ⅰ、吸附机构、控制机构;所述吸附机构设置在收集箱Ⅰ内部;所述控制机构固定在收集箱Ⅰ开口端;所述收集箱Ⅰ通过管道连接废气回收管;收集箱Ⅰ内部设有若干隔板将收集箱Ⅰ分为多个独立仓,收集箱Ⅰ侧板外部对应每个独立仓设有开口,开口处设有压板和抽板;收集箱Ⅰ内部顶板处设有填充板且设为弧形。
所述吸附机构包括转动轴、调节轴、卡块、活性炭吸附板、固定压块;所述转动轴贯穿收集箱Ⅰ两端并通过轴承与收集箱Ⅰ活动连接;转动轴一端设有通槽和通孔;所述调节轴设置在通孔内,调节轴一端设有卡条,卡条设置在通槽内,调节轴通过螺纹连接卡条;所述卡条固定在卡块内;转动轴周圈设有若干卡块并固定在收集箱Ⅰ侧壁上;具体实施为每隔45°固定设有一块卡块;位于收集箱Ⅰ内部的转动轴上设有若干组导轨,并同时对应卡块的数量;具体实施为每隔45°固定设有一组导轨;所述活性炭吸附板设置在导轨内;所述固定压块通过螺栓将活性炭吸附板固定在导轨上。
所述控制机构包括固定框、扇板、连杆、支撑臂、气缸Ⅰ;所述固定框固定在收集箱Ⅰ上;所述扇板两端通过转轴固定在固定框上;所述连杆一端固定连接扇板两端的转轴,另一端通过销轴活动连接支撑臂;所述气缸Ⅰ固定在固定框一侧,气缸Ⅰ顶轴通过连接板固定连接支撑。
所述废气处理机构Ⅱ包括气缸Ⅱ、固定轴、固定弯臂、收集箱Ⅱ;所述气缸Ⅱ和固定轴通过固定座固定在机架上;气缸Ⅱ位于固定轴一侧;所述固定弯臂一端固定连接固定轴,另一端固定连接收集箱Ⅱ;气缸Ⅱ顶轴端通过销轴和固定座活动连接固定弯臂一侧;收集箱Ⅱ通过软质管道连接废气回收管,并且收集箱Ⅱ内同样设有控制机构。
优选的,所述热压贴面机构两端分别设有导向板固定在机架上并位于侧板一侧;热压贴面机构两侧设有滚轴并通过固定座固定在机架上。
一种多层模压门面板贴面工艺,其具体步骤如下;
1)通过恒温恒湿的条件处理模压门面板的含水量,使其内部水分均匀分布;并且含水量在7-11.5%以内,确保模压门面板的含水量不受压贴过程中环境的影响而发生变化。
2)模压门面板表面砂光;用砂光机将模压门面板表面砂光;要求砂光无塌边、砂痕等现象;去除模压门面板致密硬化层的表面,使贴面过程中不会产生翘曲变形或开裂;其中贴面板或贴面纸的厚度1.0-1.3mm,厚度偏差要求不超过±0.04mm。
3)面板涂胶;用涂胶机将胶涂在面板上;将贴面板或贴面纸黏贴在面板的涂胶面上;首先保证面板表面清洁;然后选择胶种和控制涂布量,涂胶量控制在90-160g/㎡,同时要求均匀,无漏布。
4)将贴面后的面板放置在热压机上热压;热压温度控制在110-135℃,误差为±3℃;热压的单位压力为0.6-1.2Mpa;热压时间为140-180s之间。
5)面板自然养护;将热压完成后的板材需在板架上冷却10-15分钟后再码垛;码垛高度在120±10cm内;然后放置在避光无风处码垛整齐,自然养护2-4天。
本发明与现有技术相比较有益效果表现在:
1)本发明中的热压贴面机构中设有多层热压板,能够同时进行多块面板的热压贴面,提高了面板贴面的工作效率;
2)本发明中同时设有废气处理机构Ⅱ和废气处理机构Ⅰ;废气处理机构Ⅰ固定在热压贴面机构顶部,废气处理机构Ⅱ固定在热压贴面机构两侧,当热压贴面完成贴面开模时;废气处理机构Ⅱ和废气处理机构Ⅰ中的收集箱Ⅱ和收集箱Ⅰ能够比较全面的包围热压板的开模口;对开模后溢出的废气进行较为完整的收集处理,避免过多的废气溢散从而危害员工和污染环境;
3)废气处理机构Ⅰ中设置有控制机构和吸附机构;吸附机构能够在不停机的情况下更换活性炭吸附板,保证了工作效率;控制机构能够控制其中的扇板开合从而根据废气浓度控制废气量吸收。
附图说明
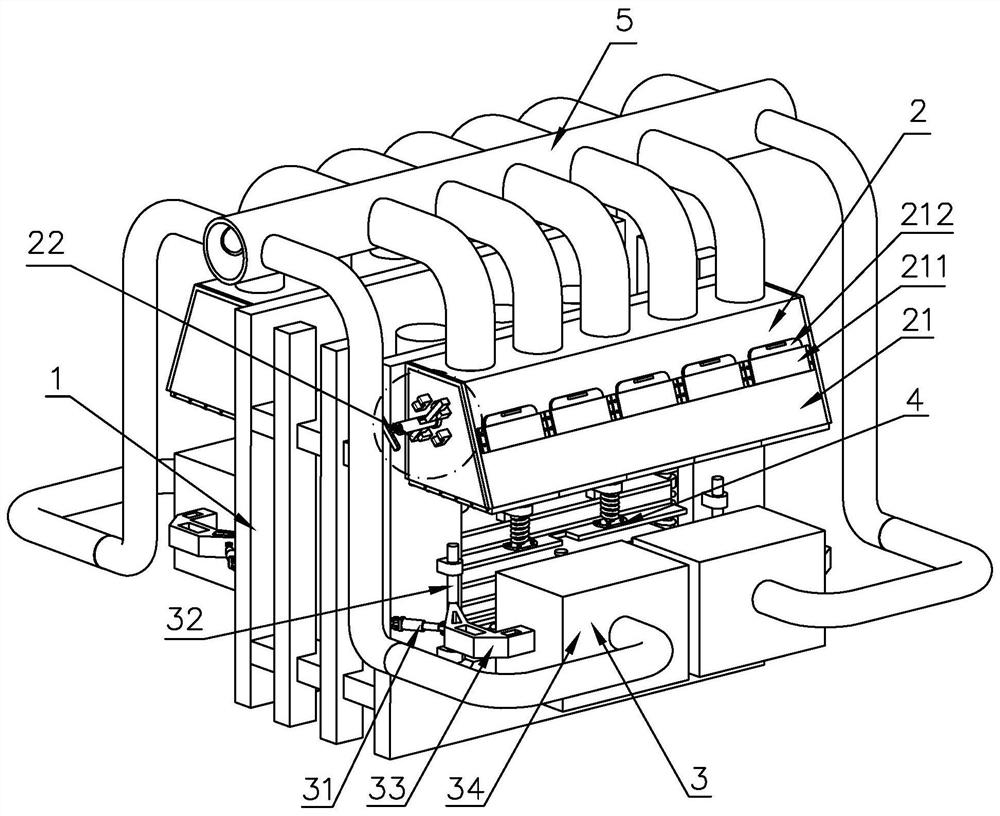
附图1是本发明一种多层模压门面板贴面装置结构示意图;
附图2是附图1中局部放大结构示意图;
附图3是本发明一种多层模压门面板贴面装置中废气处理机构Ⅰ的结构示意图;
附图4是本发明一种多层模压门面板贴面装置中吸附机构的结构示意图;
附图5是本发明一种多层模压门面板贴面装置中控制机构的结构示意图;
附图6是本发明一种多层模压门面板贴面装置中热压贴面机构的结构示意图;
图中:1、机架;11、上承重板;12、下承重板;13、侧板;2、废气处理机构Ⅰ;21、收集箱Ⅰ;211、压板;212、抽板;213、填充板;214、隔板;22、吸附机构;221、转动轴;2211、通槽;2212、导轨;2213、通孔;222、调节轴;2221、卡条;223、活性炭吸附板;224、固定压块;225、卡块;25、控制机构;251、固定框;252、扇板;253、连杆;254、支撑臂;255、气缸Ⅰ;3、废气处理机构Ⅱ;31、气缸Ⅱ;32、固定轴;33、固定弯臂;34、收集箱Ⅱ;4、热压贴面机构;41、油缸;42、第一热压板;421、顶推机构;4211、顶板;4212、第三弹簧;4213、固定板;4214、导向轴;43、第二热压板;44、第三热压板;45、导向板;46、滚轴;47、固定轴;48、第一弹簧;49、第二弹簧;5、废气回收管。
具体实施方式
为方便本技术领域人员的理解,下面结合附图1-6,对本发明的技术方案进一步具体说明。
一种多层模压门面板贴面装置,包括机架1、废气处理机构Ⅰ2、废气处理机构Ⅱ3、热压贴面机构4、废气回收管5;机架1承载废气处理机构Ⅰ2、废气处理机构Ⅱ3、热压贴面机构4、废气回收管5;废气处理机构Ⅰ2位于机架1顶部;热压贴面机构4位于废气处理机构Ⅰ2下方;废气处理机构Ⅱ3位于热压贴面机构4一侧;废气回收管5位于机架1上方。
所述机架1设有上承重板11和下承重板12;下承重板12两端设有侧板13。
所述热压贴面机构4包括油缸41、第一热压板42、第二热压板43、第三热压板44、固定轴47、第一弹簧48、第二弹簧49;油缸41固定在上承重板11上,油缸41顶轴固定连接第一热压板42;固定轴47一端固定在下承重板12上,另一端通过固定座固定在侧板13上;第三热压板44固定在下承重板12上;第二热压板43位于第一热压板42和第二热压板43中间并且两端通过固定板活动连接固定轴47;所述第一弹簧48和第二弹簧49同时套接固定轴47;第一弹簧48位于第一热压板42和第二热压板43之间;所述第二弹簧49位于第二热压板43和第三热压板44之间;所述第一热压板42、第二热压板43、第三热压板44内设有导热油盘管用于加热热压板;所述第一热压板42和第二热压板43上设有顶推机构421;所述顶推机构421包括顶板4211、第三弹簧4212、固定板4213、导向轴4214;所述固定板4213固定在热压板顶面;所述顶板4211位于热压板底面并相互贴合;所述导向轴4214穿过固定板4213并相互活动连接,导向轴4214一端固定连接顶板4211;所述第三弹簧4212套接导向轴4214,第三弹簧4212一端顶触固定板4213,另一端顶触顶板4211;
当热压板通过导热油加热后对面板进行贴面时,通过油缸41下压第一热压板42和第二热压板43与第三热压板44相互挤压进行贴面,完成贴面后油缸41回收,第二热压板43在第一弹簧48和第二弹簧49的弹力作用下同时脱离第一热压板42和第三热压板44;同时顶推机构421中第三弹簧4212推动顶板4211将面板顶推脱离热压板以便于面板的拾取;当第一热压板42、第二热压板43和第三热压板44开模后贴面产生的污染废气通过废气处理机构Ⅰ2和废气处理机构Ⅱ3收集处理。
所述废气处理机构Ⅰ2包括收集箱Ⅰ21、吸附机构22、控制机构25;所述吸附机构22设置在收集箱Ⅰ21内部;所述控制机构25固定在收集箱Ⅰ21开口端;所述收集箱Ⅰ21通过管道连接废气回收管5;收集箱Ⅰ21内部设有若干隔板214将收集箱Ⅰ21分为多个独立仓,收集箱Ⅰ21侧板外部对应每个独立仓设有开口,开口处设有压板211和抽板212,抽板212可延压板211抽出和插入用于打开和封闭开口;收集箱Ⅰ21内部顶板处设有填充板213且设为弧形,以转动轴221为轴心和以活性炭吸附板223为半径的圆弧,用于配合活性炭吸附板223吸附,避免活性炭吸附板223与收集箱Ⅰ21内壁存在间隙使废气未经吸附而被抽走。
所述吸附机构22包括转动轴221、调节轴222、卡块225、活性炭吸附板223、固定压块224;所述转动轴221贯穿收集箱Ⅰ21两端并通过轴承与收集箱Ⅰ21活动连接;转动轴221一端设有通槽2211和通孔2213;所述调节轴222设置在通孔2213内,调节轴222一端设有卡条2221,卡条2221设置在通槽2211内,调节轴222通过螺纹连接卡条2221;所述卡条2221固定在卡块225内用于固定转动轴221防止其转动;转动轴221周圈设有若干卡块225并固定在收集箱Ⅰ21侧壁上;具体实施为每隔45°固定设有一块卡块225;位于收集箱Ⅰ21内部的转动轴221上设有若干组导轨2212,并同时对应卡块225的数量;具体实施为每隔45°固定设有一组导轨2212;所述活性炭吸附板223设置在导轨2212内;所述固定压块224通过螺栓将活性炭吸附板223固定在导轨2212上避免活性炭吸附板223脱落;当活性炭吸附板223饱和需要更换时,拉动调节轴222使卡条2221脱离卡块225,然后转动转动轴221使需要更换的活性炭吸附板223转动到收集箱Ⅰ21侧面的开口处,然后将卡条2221卡在相应的卡块225处固定转动轴221,然后打开抽板212进行活性炭吸附板223的更换,更换完毕后封闭开口;在此更换过程中,废气的收集吸附可保持连续工作并且始终保持至少两块活性炭吸附板223对回收的废气进行吸附,避免了工作效率的降低和废气未经吸附而被管道抽走的可能。
所述控制机构25包括固定框251、扇板252、连杆253、支撑臂254、气缸Ⅰ255;所述固定框251固定在收集箱Ⅰ21上;所述扇板252两端通过转轴固定在固定框251上;所述连杆253一端固定连接扇板252两端的转轴,另一端通过销轴活动连接支撑臂254;所述气缸Ⅰ255固定在固定框251一侧,气缸Ⅰ255顶轴通过连接板固定连接支撑臂254,通过气缸Ⅰ255伸缩带动支撑臂254上下运动,从而带动扇板252转动实现开合与封闭的过程;在废气处理过程中可进行调控进气量。
所述废气处理机构Ⅱ3包括气缸Ⅱ31、固定轴32、固定弯臂33、收集箱Ⅱ34;所述气缸Ⅱ31和固定轴32通过固定座固定在机架1上;气缸Ⅱ31位于固定轴32一侧;所述固定弯臂33一端固定连接固定轴32,另一端固定连接收集箱Ⅱ34;气缸Ⅱ31顶轴端通过销轴和固定座活动连接固定弯臂33一侧;收集箱Ⅱ34通过软质管道连接废气回收管5,并且收集箱Ⅱ34内同样设有控制机构25;当合膜贴面后通过气缸Ⅱ31推动固定弯臂33及收集箱Ⅱ34对准热压板两侧;贴面完成开模后配合收集箱Ⅰ21共同对废气进行收集处理;然后再通过气缸Ⅱ31控制收集箱Ⅱ34复位。
所述热压贴面机构4两端分别设有导向板45固定在机架1上并位于侧板13一侧,用于辅助第一热压板42、第二热压板43和第三热压板44的合模;热压贴面机构4两侧设有滚轴46并通过固定座固定在机架1上,利于面板贴面时的上料和拾取。
一种多层模压门面板贴面工艺,其步骤如下;
1)通过恒温恒湿的条件处理模压门面板的含水量,使其内部水分均匀分布;并且含水量在7-11.5%以内,确保模压门面板的含水量不受压贴过程中环境的影响而发生变化。
2)模压门面板表面砂光;用砂光机将模压门面板表面砂光;要求砂光无塌边、砂痕等现象;去除模压门面板致密硬化层的表面,使贴面过程中不会产生翘曲变形或开裂;其中贴面板或贴面纸的厚度1.0-1.3mm,具体实施为1.2mm;厚度偏差要求不超过±0.04mm,具体实施为0.03mm。
3)面板涂胶;用涂胶机将胶涂在面板上;将贴面板或贴面纸黏贴在面板的涂胶面上;首先保证面板表面清洁;然后选择胶种和控制涂布量,涂胶量控制在90-160g/㎡,同时要求均匀,无漏布;涂布后要防止尘埃颗粒落在板面上,否则,板面会有颗粒状突起。
4)将贴面后的面板放置在热压机上热压;热压温度控制在110-135℃,误差为±3℃,具体控制在120℃;热压的单位压力为0.6-1.2Mpa,具体设置为1.0Mpa;热压时间为140-180s之间。具体设置为165s。
5)面板自然养护;将热压完成后的板材需在板架上冷却10-15分钟后再码垛,具体实施为12分钟;码垛高度在120±10cm内,具体实施为120cm;然后放置在避光无风处码垛整齐,自然养护2-4天,具体实施为3天;使其尺寸、温度、水分以及内应力达到均衡稳定状态。
一种多层模压门面板贴面装置,工作过程如下:
首先通过热压贴面机构进行热压贴面,通过油缸控制第一热压板、第二热压紧板和第三热压板进项相互挤压贴面;然后废气处理机构Ⅱ中气缸Ⅱ推动收集箱Ⅱ对准热压贴面机构中的开模处;然后油缸控制开模同时开启废气处理机构Ⅱ和废气处理机构Ⅰ对废气进行收集处理;完成后气缸Ⅱ控制废气处理机构Ⅱ复位以进行下一次的贴面过程。
以上内容仅仅是对本发明的结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
- 一种多层模压门面板贴面装置及其贴面工艺
- 一种模压门面板热压贴面装置