基于超声C扫投影视图缺陷再定位的机械手回溯运动方法
文献发布时间:2023-06-19 09:49:27
技术领域
本发明涉及测控自动化技术领域,具体涉及一种基于超声C扫投影视图缺陷再定位的机械手回溯运动方法。
背景技术
将工业领域广泛应用的机械手和超声无损检测技术相结合,可以代替人工实现对复杂构件的精确检测,同时提高检测效率和准确性。在对构件完成扫查运动生成超声C扫图像后,有时需要机械手从当前位置,再次运动到与缺陷对应的某个位置,进行缺陷再定位的回溯运动。为了避免回溯过程中机械手与被检构件碰撞、产生奇异位形等安全隐患,可以控制机械手由当前点按原扫查路径正向或反向运动到缺陷定位点,这样虽然能够有效避免碰撞,但由于扫查过程有多个往复过程,扫查路径较长,效率太低,无法满足安全、准确、高效的检测要求。
另一方面,如果利用机械手控制器内部的直线或圆弧轨迹算法,由当前点运动到缺陷回溯点,可以使回溯路径最短,但又无法避免运动过程中与被检工件产生碰撞的问题。
因此目前缺少一种针对超声C扫过程中在进行缺陷定位时,对机械手控制器的回溯路径优化方案。
发明内容
有鉴于此,本发明提供了一种基于超声C扫投影视图缺陷再定位的机械手回溯运动方法,能够控制机械手以最优路径回溯到定位的缺陷位置。
为达到上述目的,本发明的技术方案包括如下步骤:
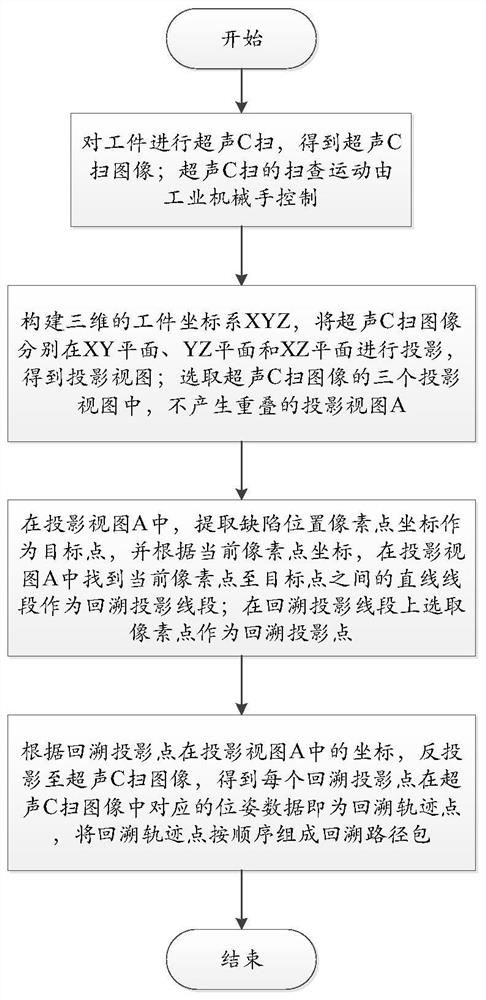
S1:对工件进行超声C扫,得到超声C扫图像;超声C扫的扫查运动由工业机械手控制。
S2、构建三维的工件坐标系XYZ,将超声C扫图像分别在XY平面、YZ平面和XZ平面进行投影,得到投影视图;选取超声C扫图像的三个投影视图中,不产生重叠的投影视图A。
S3、在投影视图A中,提取缺陷位置像素点坐标作为目标点,并根据当前像素点坐标,在投影视图A中找到当前像素点至目标点之间的直线线段作为回溯投影线段;取回溯投影线段上所有像素点作为回溯投影点。
S4、根据回溯投影点在投影视图A中的坐标,反投影至超声C扫图像,得到每个回溯投影点在超声C扫图像中对应的轨迹点位姿数据即为回溯轨迹点,将回溯轨迹点按顺序组成回溯路径包。
进一步地,S4中,机械手控制系统根据回溯路径包控制工业机械手进行回溯。
进一步地,将超声C扫图像分别在XY平面、YZ平面和XZ平面进行投影,得到投影视图,具体地:
在XY投影视图中
XY_H=(int)(X-X
XY_V=(int)(Y-Y
其中(X,Y)为工件坐标系下机械手工具末端点的X轴和Y轴坐标;XY_H为XY投影视图中真实位置数据对应位图中像素点的横坐标位置,为整型数据;XY_V为XY投影视图中真实位置数据对应位图中像素点的纵坐标位置;ScanLength为画布长度,ScanWidth为画布宽度;Xmin、Ymin、Xmax、Ymax分别是超声C扫图像在工件坐标系下沿X轴和Y轴的最小值和最大值;画布的尺寸根据超声C扫图像的实际大小按比例设定。
进一步地,将超声C扫图像分别在XY平面、YZ平面和XZ平面进行投影,得到投影视图,具体地:
在XZ投影视图中,
XZ_H=(int)(X-X
XZ_V=(int)(Z-Z
其中XZ_H为XZ投影视图中真实位置数据对应位图中像素点的横坐标位置,为整型数据;XZ_V为XZ投影视图中真实位置数据对应位图中像素点的纵坐标位置;ScanHeight为画布高度;Zmin、Zmax是超声C扫图像在工件坐标系下沿Z轴的最小值和最大值。
进一步地,将超声C扫图像分别在XY平面、YZ平面和XZ平面进行投影,得到投影视图,具体地:
在YZ投影视图中,
YZ_H=(int)(Y-Y
YZ_V=(int)(Z-Z
其中YZ_H为YZ投影视图中真实位置数据对应位图中像素点的横坐标位置,为整型数据;YZ_V为YZ投影视图中真实位置数据对应位图中像素点的纵坐标位置。
进一步地,采用插补算法在回溯投影线段上选取像素点作为回溯投影点。
有益效果:
本发明提出一种基于超声C扫投影视图提取最优定位缺陷回溯路径的方法,克服了机械手沿原扫查路径返回的低效率问题,能够找到当前点至缺陷点的最优路径,并且回溯路径的轨迹点位姿从扫查运动轨迹点包中提取,相邻两个运动点间的位姿变化不大,有效保证了运动的平稳性和避免碰撞。
附图说明
图1为本发明提供的生成最优定位缺陷回溯路径运动轨迹点包流程图;
图2为本发明提供的机械手超声C扫过程及C扫展开图;
图3为本发明提供的超声C扫在XY、YZ和ZX平面的投影视图;
图4为本发明提供的基于超声C扫投影视图的缺陷回溯方法流程图。
具体实施方式
下面结合附图并举实施例,对本发明进行详细描述。
本发明提供了一种基于超声C扫投影视图缺陷再定位的机械手回溯运动方法,该过程如图1所示,包括:
S1:对工件进行超声C扫,得到超声C扫图像;超声C扫的扫查运动由工业机械手控制。具体地,使用机械手进行超声C扫的过程以及得到的超声C扫图像如图2所示。
S2、构建三维的工件坐标系XYZ,将超声C扫图像分别在XY平面、YZ平面和XZ平面进行投影,得到投影视图;选取超声C扫图像的三个投影视图中,不产生重叠的投影视图A。
本发明提供的超声C扫在XY、YZ和ZX平面的投影视图如图3所示。
在XY投影视图中
XY_H=(int)(X-X
XY_V=(int)(Y-Y
其中(X,Y)为工件坐标系下机械手工具末端点的X轴和Y轴坐标;XY_H为XY投影视图中真实位置数据对应位图中像素点的横坐标位置,为整型数据;XY_V为XY投影视图中真实位置数据对应位图中像素点的纵坐标位置;ScanLength为画布长度,ScanWidth为画布宽度;Xmin、Ymin、Xmax、Ymax分别是超声C扫图像在工件坐标系下沿X轴和Y轴的最小值和最大值;创建画布大小时,画布的尺寸根据超声C扫图像的实际大小按比例设定。
在XZ投影视图中,
XZ_H=(int)(X-X
XZ_V=(int)(Z-Z
其中XZ_H为XZ投影视图中真实位置数据对应位图中像素点的横坐标位置,为整型数据;XZ_V为XZ投影视图中真实位置数据对应位图中像素点的纵坐标位置;ScanHeight为画布高度;Zmin、Zmax是超声C扫图像在工件坐标系下沿Z轴的最小值和最大值。
在YZ投影视图中,
YZ_H=(int)(Y-Y
YZ_V=(int)(Z-Z
其中YZ_H为YZ投影视图中真实位置数据对应位图中像素点的横坐标位置,为整型数据;YZ_V为YZ投影视图中真实位置数据对应位图中像素点的纵坐标位置。
参见图2,该图为本实施例提供的超声C扫在XY、YZ和ZX平面的投影视图,当扫查曲面在投影平面上的视图不发生重叠时,投影视图上的任一点都与扫查曲面上的点一一对应;当扫查曲面在投影平面上的视图发生重叠时(如图3中,扫查曲面与投影平面YZ垂直,因此YZ平面投影视图重叠为一条曲线),曲线上的任一点都对应扫查曲面的多个点,这样就无法从扫查轨迹点包中唯一地匹配出缺陷定位点对应的位姿。因此,缺陷定位回溯时,应选择未发生重叠的投影视图,如XY或ZX平面的投影视图。
为了在C扫视图上表征缺陷的真实位置信息,需要在超声扫查过程中同步采集机械手工具末端点位置信息和超声A扫峰值信息。基于位置和峰值绘制位图时,应根据采集的位置信息绘制到对应的像素位置。
S3、在投影视图A中,提取缺陷位置像素点坐标作为目标点,并根据当前像素点坐标,在投影视图A中找到当前像素点至目标点之间的直线线段作为回溯投影线段;在取回溯投影线段上选取像素点作为回溯投影点。
本发明实施例中,回溯投影点的选取可以采用插补算法选取,具体地在回溯投影线段上按照一定间隔选取几个小数点作为回溯投影点即可,选取间隔可以根据实际情况设定。
S4、根据回溯投影点在投影视图A中的坐标,反投影至超声C扫图像,得到每个回溯投影点在超声C扫图像中对应的位姿数据即为回溯轨迹点,将回溯轨迹点按顺序组成回溯路径包,机械手控制系统根据回溯路径包控制工业机械手进行回溯。
提取像素点对应的位置数据后,需要在超声C扫图像对应的机械手的运动轨迹点包中匹配位置数据。
从运动轨迹点包中匹配位姿数据,是根据位置数据遍历计算运动轨迹点包中的所有运动轨迹点的位置与其的距离,选择距离最小的一组位姿数据作为当前像素位置点匹配的运动轨迹点位姿,由此可以得到超声C扫投影视图上最优定位缺陷回溯路径运动轨迹点包,将回溯运动轨迹点包传输到机械手控制器中,完成回溯运动的轨迹规划。
上位机将运动参数(标定工件坐标系三点坐标frm_ori、frm_x、frm_y,工具值tTool和关节角参数jConfig)下载到机械手控制器中,完成运动参数配置。
需要说明的是,回溯运动轨迹点包中读取的基于工件坐标系的位姿数据,因此,机械手在回溯运动前需要配置运动参数,才能将回溯运动轨迹点通过内部逆解算法转换为机械手关节角数据驱动各个关节轴的运动。
完成一次回溯运动后,下位机清空运动缓冲区。上位机可以继续生成下一个回溯点的运动轨迹点包,并下载到机械手控制器中,开始下一个回溯运动;具体循环过程如图4所示。
综上所述,以上仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 基于超声C扫投影视图缺陷再定位的机械手回溯运动方法
- 基于超声C扫投影视图缺陷再定位的机械手回溯运动方法