可移除的压敏胶粘条
文献发布时间:2023-06-19 09:52:39
背景技术:
能通过延展拉伸而无残留地再分离的自胶粘条是现有技术已知的。实例描述于US4024312 A、DE 3331016 A1、DE 4222849 C1、和WO 92/11333 A1中。
这种胶粘剂产品提供将两个基材彼此连接并且在稍后的时间点使该连接无残留或无破坏地再次分开的可能性。
为了使这样的胶粘剂产品确保两种功能,即,一方面可靠粘合和另一方面无破坏和无残留的再分离,对这样的胶粘剂产品提出非常高的要求。
因此,为了可靠的粘合性能,要求对基材的高粘附性、并且经常由于这样的粘合在许多应用中可能暴露于高的剪切载荷也要求高内聚性。此外,为了在延展拉伸下可靠地再分离,需要胶粘剂产品的抗撕裂性,即机械强度。
在过去,针对这些种类的粘合功能提出了截然不同的产品设计和压敏胶粘剂配制物。在该情况下已经证明特别有利的是基于包括至少一个聚乙烯基芳族嵌段和至少一个聚二烯嵌段的嵌段共聚物的配制物。
旨在用于通过延展拉伸而再分离的胶粘剂制品可以一般形式由其如下的三个主要尺寸定义:其长度L,沿该尺寸通常进行用于分离的延展拉伸;其厚度D,该厚度D定义粘合组件中的两个粘合基材之间的距离;和其宽度B,胶粘剂产品的垂直于长度和厚度的范围。尽管压敏胶粘剂的构造对于胶粘剂产品的粘合和分离行为至关重要,但是产品设计本身也具有影响,尤其是对分离行为。另外,在该情况下已表明,当自胶粘产品的宽度B非常小时(DE 198 42 864 A1)或当宽度逆着分离方向逐渐变小时(DE 43 39 604 A1,DE 44 28 587A1,DE 198 42 865 A1,DE 199 38 693 A1),自胶粘产品在通过延展拉伸而分离时提供有利的抗撕裂性。
胶带条在分离过程中撕裂的一个原因是,在胶带条的仍粘合的区域和胶带条的已经从胶粘接合处分离出的经拉伸的不再粘合的区域之间的过渡区域中存在高应力。在通过延展拉伸而分离时,作为延展拉伸的结果,例如大致长方体形或斜方六面体形的胶粘条在其尺寸L、D、B方面从其原始宽度B和厚度D(在粘合状态下)开始逐渐变细(变小)。在尽可能熵-弹性各向同性的压敏胶粘剂的理想情况下,厚度D和宽度B大致与拉伸的平方根成比例地减小(假定体积恒定)。因此,胶粘条的非常低的宽度B在分离区域中产生低的胶粘条的绝对减小,并且因此在胶带条的仍粘合的区域与胶带条的已经从胶粘接合处分离出的延伸的不再粘合的区域之间的过渡区域中产生低的应力差。因此,当胶粘粘合通过延展拉伸而分开时,胶粘条不撕裂或不那么频繁地撕裂。胶粘条越宽,在胶带条的仍粘合的区域与胶带条的已经从胶粘接合处分离出的延伸的不再粘合的区域之间的过渡区域中的应力越高。相应地,已知,可通过粘合平面中的延展拉伸而分离的胶带条在其宽度上是受限的;高于一定的胶带宽度,作为在胶带条的仍粘合的区域与胶带条的已经从胶粘接合处分离出的延伸的不再粘合的区域之间的过渡区域中的过高的应力的结果,其在从胶粘接合处分离出时撕裂。
WO 2009/151686 A2(“宽度与厚度之比”B:D为至少25:1)中描述了因通过延展拉伸的可再分离性而受到重视并且具有相对大的宽度的胶粘剂制品。
然而,如上所述,将具有大的宽度的自胶粘制品从粘合组件再分离是仍未解决的技术挑战,特别是包括其中自胶粘带的宽度如此大以致于延展拉伸的过程不得不使用两只手进行的情况。
对再分离过程构成额外阻碍的变量是产品厚度。自胶粘制品越薄,胶粘条在延展拉伸下的分离过程中显示更容易撕裂。
具有结构化的胶粘剂层的自胶粘产品本身是已知的。出于例示的目的,可提及US5,296,277 A、US 5,362,516 A、US 5,141,790 A、US 5,897,930 A、和US 6,197,397 B1。这些描述教导了如何可通过与剥离衬垫的表面接触来产生胶粘剂层中的结构。具有结构化表面的自胶粘制品的其它实例描述于WO 2014/032905 A1、WO 2016/106040 A1、WO 2017/040748 A1、EP 279 579 A1、US 2,399,545 A、US 3,811,438 A、和EP 1 084 204 A1中。
关于具有结构化的自胶粘剂层的自胶粘制品的现有技术(对于其,描述了通过延展拉伸的分离)已经通过如下公开内容产生:
WO 2014/105433 A1和WO 2014/204803 A1描述了具有弹性载体材料的双面胶粘制品,该制品在一侧上具有胶粘剂结构,而在另一侧上具有胶粘粘合结构,其中这两种结构布置成使得在它们各自的投影基本上不重叠。相对于彼此以特定方式布置的结构仅可以复杂的方式实现,并因此不能以非常经济的方式实现。
WO 2014/209637 A1和WO 2014/209895 A1描述了一种制品及其相应的制造方法,所述制品由剥离衬垫、可适配的载体层和设置在它们之间的胶粘剂层组成,其中所述胶粘剂层具有多个第一种胶粘剂的条、以及与其交替地多个第二种胶粘剂的条。这些种类的交替的胶粘剂层的实现需要特定的制造方法,所述制造方法常常不能在标准的基础上使用。
US 2017/361570 A1描述了一种具有基础层的胶带,所述基础层具有其中引入胶粘剂的区域。所述胶带可通过拉伸从粘合组件再分离。根据该公开内容,结构化使在延展下的分离更抗撕裂。该专利申请的重要部分是,尽管在内部结构化,但是胶带具有整体的总厚度D。所描述的产品需要复杂的制造方法,因为首先必须制造结构化的基础层,然后再向其提供胶粘剂。
WO 01/14488 A1描述了具有交替的胶粘区域和非胶粘区域的胶带。在将该带分割成单独的胶带部分(段)后,非胶粘区域充当把手。
技术问题:
因此,仍存在的技术问题是提供压敏胶粘条,所述压敏胶粘条在其分离行为上被进一步改善,同时仍具有良好的粘合性质,并且在理想情况下,可通过延展拉伸以任何期望的宽度从胶粘接合处尽可能简单地分离出来。此外,所述条优选地具有尽可能低结构复杂性,从而允许被经济地制造。
技术方案:
令人惊讶地,所述技术问题可通过如下的压敏胶粘条来实现:所述压敏胶粘条在与通过胶带条的延展拉伸可分离粘合的方向正交的粘合平面中呈现出在胶粘剂的根据本发明的施加上的变化,并且在其产品构造上比现有技术的胶粘剂体系更简单。在本发明中,包含在自胶粘产品(即压敏胶粘条)中的压敏胶粘剂层HK1的至少一个表面具有一个或多个压敏胶粘性结构元件SE。这些元件导致压敏胶粘条的结构化表面轮廓,这意味着压敏胶粘条在至少一个外表面上被结构化。在本发明中,压敏胶粘剂层HK1是连续的。结构元件SE优选地延伸直至压敏胶粘剂层HK1的至少一个边缘,并且更特别地直至压敏胶粘剂层HK1的两个边缘。
在各自的情况下本发明的实施方式不仅涉及具有恰好一个结构元件的压敏胶粘条,还涉及具有两个或更多个结构元件的压敏胶粘条。
压敏胶粘条的优选实施方式在从属权利要求中给出。
术语“自粘附(自胶粘)”和“压敏粘附性(压敏胶粘性)”、“自胶粘组合物”和“压敏胶粘剂(PSA)”以及类似的术语对在本说明书的上下文中同义地使用。
在本发明中,一个或多个、优选地多个压敏胶粘性结构元件设置在PSA层HK1的至少一个表面上,即,PSA层HK1的至少一个表面具有一个或多个、优选地多个压敏胶粘性结构元件。术语“设置(布置)”在其它层的表面上的结构元件和/或层意味着该表面直接或间接具有相应的结构元件和/或层。因此,在本专利申请中,可意指这样的设置,其中结构元件和/或层与其它层的表面直接接触,即直接设置在该表面上。作为替代,因此也可意指这样的设置,其中在结构元件和/或层与其它层之间存在至少一个另外的层。
典型地,在本发明的压敏胶粘条中,结构元件与它们设置在其上的PSA层直接接触。例如,结构元件可已经被层压到位于其下方的表面上,由此产生多层构造。作为替代,结构元件和位于其下方的PSA层可通过联合挤出(即共挤出)而成形,从而同样产生多层构造。共挤出是一种添加工艺(增材工艺),这意味着结构元件施加在基础层HK1上。如果已经通过合适的成形工艺产生在PSA层HK1的至少一个表面上的结构元件,使得PSA层HK1和结构元件共同构成单层构造,则在本发明中是特别有利的。这是一种减成工艺(subtraktivesVerfahren),也就是说产生凹陷。这种压敏胶粘条可例如通过如下方式制造:将PSA供给到挤出模头或热熔模头,其中在所述模头的出口狭缝(槽)中的模唇的区域中,在至少一侧上设置有垫片,该垫片使所述出口狭缝的子区域变窄,从而产生PSA层,在所述PSA层中至少一个表面具有一个或多个压敏胶粘性结构元件。
特别地根据本发明通过由胶粘剂组成的单层胶带的厚度变化来实现与拉伸方向正交(即与粘合平面正交)的胶粘剂的施加上的相应改变。因此,优选地,PSA层HK1和PSA层HK1的至少一个表面所具有的结构元件共同构成单层构造。这种压敏胶粘条具有低的结构复杂性。它可被经济地制造。此外,利用该单层构造,在通过延展拉伸分离压敏胶粘条时没有层离的风险。
本发明的胶带的构造例如使得在与进行胶带条的延展拉伸的方向正交的粘合平面中,胶带厚度变化、特别地规则地变化,例如以各自1mm的间隔,例如在250μm和100μm厚度之间。令人惊讶地,相应的胶带条即使以大的宽度也可非常好地从胶粘接合处无残留且无破坏地分离出来。因此,本发明的压敏胶粘条也适合用于大面积的粘合。此外,本发明的压敏胶粘条可具有楔形形状。然而,它们也可具有其它形状,例如矩形形状。因此,对于根据本发明的压敏胶粘条设计而言,楔形形状不是强制性的。
所述技术问题因此将特别地通过如下的自胶粘产品实现:
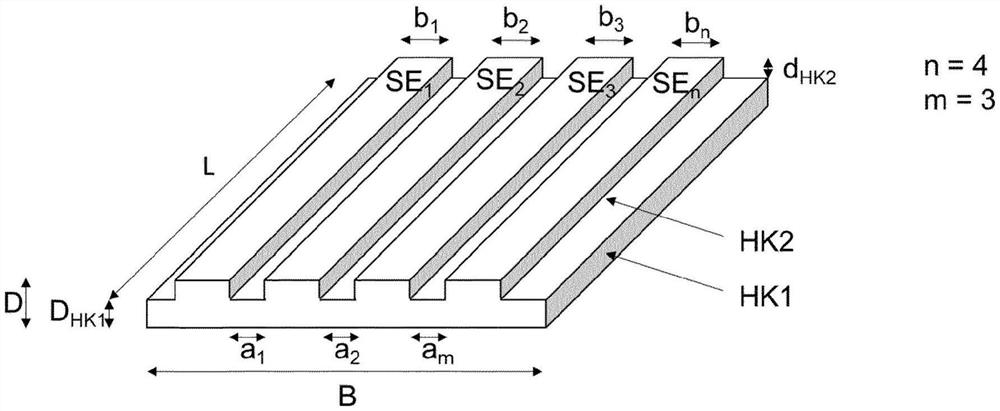
其由至少一个具有表面1和相反(相对)的表面2的基本上连续的PSA层HK1的元件组成(图1a),并且具有宽度B、长度L、和层厚度D
并且其中表面1分配有至少一组(系列)压敏胶粘性结构元件SE(图1b)。
优选地,不仅在粘合平面中移除时,而且在以相对于粘合平面超过30°、例如相对于粘合平面至少90°的角度移除时,也可将压敏胶粘条无残留且无破坏地再分离。这种压敏胶粘条例如可用于粘合便携式设备例如移动电话。特别是在那种情况下,当可剥离压敏胶带被移除时,空间越来越小,从而需要即使在这样的角度下也可被移除而不会撕裂的可剥离压敏胶带。实例是在电池安装中使用这样的可剥离压敏胶带。
压敏胶粘性结构元件组也可理解为间断的(不连续的)PSA层HK2。因此,在实际意义上PSA层HK2不是完整的层,而是压敏胶粘性结构元件SE(其特别地为条形式)的集合。
为了使压敏条可通过基本上在粘合平面中的延展拉伸而无残留且无破坏地被再次分离,它们必须具有一定的技术胶粘剂性质。因此,压敏胶粘条的粘性在拉伸时必须显著地下降。在拉伸状态下的粘合性能越低,在分离期间基材受损的程度越小,或者残留物保留在粘合基材上的风险越低。该性质在基于乙烯基芳族嵌段共聚物的PSA中尤为明显,对于所述PSA,在屈服点附近粘性降至低于10%。
为了使压敏胶粘条可通过基本上在粘合平面中的延展拉伸而容易地且无残留地再分离,需要其不仅具有上述技术胶粘剂性质,而且还具有一定的机械性质。特别有利的是,撕裂力与剥离力之比大于2,优选地大于3。在此,剥离力是为了通过延展拉伸将压敏胶粘条从胶粘接合处再分离而必须消耗的力。该剥离力由如上所述为了将压敏胶粘条从粘合基材分离所需的力以及为了使压敏胶粘条变形而必须消耗的力组成。使压敏胶粘条变形所需的力取决于压敏胶粘条的厚度。相反,在所考虑的压敏胶粘条厚度范围(20-2000μm)内,分离所需的力与压敏胶粘条的厚度无关。
图2示出了一种有利的实施方式,其由已经涂覆有不连续的PSA层HK2的压敏胶粘性结构元件组的PSA层HK1组成。压敏胶粘剂HK1和压敏胶粘剂HK2在其组成上可相同或不同。在本专利申请的意义上,对于不同的组成和对于相同的组成两者,该构造均为两层即多层构造。作为替代,来自图2的构造也可由共挤出产生,其中在涂覆步骤(添加工艺)中原位生成PSA层HK1和PSA层HK2。在此再次地,压敏胶粘剂HK1和压敏胶粘剂HK2在其组成上可相同或不同,其中在各自的情况下产生两层即多层构造。
图3示出了压敏胶粘条的特别优选的实施方式。在该情况下,已经通过合适的成形方法由同一种PSA在PSA层HK1的至少一个表面上产生结构元件,使得PSA层HK1和结构元件共同构成单层构造(在这种情况下,PSA层HK1和HK2共同构成单层)。在该情况下的方法是减成工艺,这意味着产生凹陷。这种压敏胶粘条可例如通过如下方式产生:将PSA供给到挤出模头或热熔模头,其中在所述模头的出口狭缝中的模唇的区域中,在一侧上设置有垫片,该垫片使所述出口狭缝的子区域变窄,从而产生PSA层,在所述PSA层中表面具有一个或多个压敏胶粘性结构元件。压敏胶粘条的这种变型是特别容易制造的,并且在通过延展拉伸而分离压敏胶粘条期间没有层离的风险。
在本发明的自胶粘产品中的PSA层HK2具有n个结构元件,其被称为结构元件SE
图4示出了与临时载体(剥离衬垫,即衬垫)的层(片层)组合的来自图3的设计形式。衬垫(剥离纸,剥离膜)不是胶带或压敏胶粘条的组成部分,而是仅为用于其制造、储存的辅助物和/或用于通过模切对其进一步加工的辅助物。此外,与永久性载体相反,衬垫没有牢固地连接到胶粘剂层。
图5示出了来自图3的设计形式,其表面2具有分配的永久性载体、即永久性载体层的片层。在永久性载体的背离PSA层HK1的侧上,存在另外的连续的PSA层HK3,其被临时载体(剥离衬垫)片层覆盖。在其组成和/或厚度上,PSA层HK3可与PSA层HK1不同或相同。而且,与来自图5的实施方式不同,表面2也可分配有PSA层HK3,而没有位于PSA层HK1和PSA层HK3之间的永久性载体层(未示出)。
从图5开始,图6示出了另一实施方式,其中PSA层HK3又分配有不连续的PSA层HK4的结构元件组。在图6中,HK3和HK4已经通过减成工艺制造且因此共同构成单层。不连续的PSA层HK2和HK4的构造在此在一个或多个方面可相同或不同。彼此独立地,一方面,压敏胶粘剂HK1和压敏胶粘剂HK2以及另一方面,压敏胶粘剂HK3和压敏胶粘剂HK4在其组成上可相同或不同。
图7示出了另一实施方式,其中,与来自图6的实施方式相比,没有永久性载体的片层。压敏胶粘剂HK1、HK2和HK4相同并联合形成层;来自图7的压敏胶粘条已通过减成工艺制造。
如果来自图7的压敏胶粘条通过共挤出或层压制造,则根据本发明,压敏胶粘剂HK1、HK2和HK4可不同。例如,PSA层HK1、HK2和HK4中的两个的组成可相同,并且可与相应的第三个不同。PSA层HK2和HK4的构造在一个或多个方面也可相同或不同(未示出)。
结构元件SE具有长度l,也称为指向矢
结构元件SE
根据本发明,结构元件可规则地或不规则地设置在PSA层上,其中结构元件例如以这样的方式设置在PSA层上,使得压敏胶粘条的相应表面与待粘合的基材的表面结构相匹配。在该情况下,基材决定了结构元件的设置。
此外,根据本发明,结构元件可具有重复或非重复的布置(位置)。
此外,根据本发明,结构元件可连续或不连续地设置在PSA层上,其中结构元件可例如具有中断或在PSA层的边缘之前终止。
此外,根据本发明,PSA层上的布置内的单独的(各个)结构元件可具有宽度和/或厚度、优选地厚度上的变化,其中它们优选地具有朝向压敏胶粘条的一个端部的连续的厚度减小,例如减小至0,其中如果压敏胶粘条包括把手,则所述端部是压敏胶粘条的与把手相反的端部。为了减少在通过拉伸的分离过程的最后时刻中的弹射,例如,结构元件的层厚的针对性的减小将是有用的(通过有效粘合面积朝向待分离胶粘条的端部在与把手相反的条端部处减小至0而消除应力)。
图10示例性地示出如下的设计形式:其中不连续的PSA层HK2包括条形结构元件,但是其指向矢与具有长度L的扩展矢量
图11示出了如下的设计形式的实例:其中不连续的PSA层HK2被设计成具有波形侧边缘的条形结构元件的形式。在所示的实例中,指向矢和扩展矢量
因此,条形结构元件可为笔直的,或者可在至少一个位置处为弯曲的。例如,它们可至少在子区域中为波状的,任选地完全为波状的。特别优选地,它们是笔直的实施方式。结构元件的笔直的、弯曲的或波状的特征在此与在PSA层上的布置(x,y-方向)有关,即,最终与粘合平面有关。
压敏胶粘条及其组成部分的优选尺寸,尤其是对于条形结构元件SE或具有平行弧形的波状结构元件SE的非常优选的发明设计:
对于本领域技术人员而言,显然的是,PSA层HK2以及任选地PSA层HK4的结构元件的形式不以理想的箱形轮廓的形式而存在。对理想箱形轮廓的偏差在本发明构思的界限内。
当本发明的自胶粘产品的宽度B大于其长度L时,在通过延展拉伸而无残留和无破坏地再分离时,本发明的自胶粘产品尤其显示为有利的。相应地,宽度B也可在其范围上低于长度或与长度相同。
尽管这些优点对于具有大的宽度B的自胶粘制品尤为明显,但是本发明的胶粘剂产品当然也可有利地以较小的宽度B使用。
在一种优选实施方式中,单独的结构元件的厚度彼此相差至多20%、优选地至多10%,并且更特别地为相同的,和/或单独的结构元件的宽度彼此相差至多20%、优选地至多10%,并且更特别地为相同的。这种小偏差特别地代表由制造压敏胶粘条的方法引起的惯常的公差偏差。
在另一优选实施方式中,单独的相邻结构元件之间的距离彼此相差至多20%、优选地至多10%,并且更特别地为相同的。这种小偏差特别地代表由制造压敏胶粘条的方法引起的惯常的公差偏。
如上所述,根据本发明,在不存在任何永久性载体的情况下,PSA层HK1的厚度典型地为70μm-1500μm、优选地75μm-800μm、更优选地80-250μm、非常优选地100μm-200μm。然而,如果PSA层HK1过薄,则无撕裂的分离困难得多。如果PSA层HK1过厚,则分离所需的力过高,因此无撕裂的分离同样困难得多。
可优选使用的胶粘剂:
优选地,PSA层和结构元件彼此独立地基于乙烯基芳族嵌段共聚物、聚(甲基)丙烯酸酯、聚(甲基)丙烯酸酯嵌段共聚物、硅酮、腈橡胶、或其混合物,更特别地基于乙烯基芳族嵌段共聚物。
特别优选地,它们根据相关现有技术基于聚乙烯基芳族化合物-聚二烯嵌段共聚物或基于这些嵌段共聚物的全部或部分氢化的变体来进行配制。在这方面,例如可参考US4,024,312 A、DE 33 31 016 A1、DE 42 22 849 C1、和US 6,001,471 A。这种PSA包含增粘剂树脂和可能的另外的成分。
乙烯基芳族嵌段共聚物优选地包括:主要由乙烯基芳族化合物、优选地苯乙烯形成的聚合物嵌段(i)(A嵌段),以及同时主要通过1,3-二烯、例如丁二烯和异戊二烯或两者的共聚物的聚合形成的嵌段(ii)(B嵌段),其中B嵌段可为至少部分氢化的,例如完全氢化的。
在一种优选实施方式中,所使用的乙烯基芳族嵌段共聚物包括至少一种具有A-B、A-B-A、(A-B)
-A嵌段彼此独立地为通过至少一种乙烯基芳族化合物的聚合形成的聚合物,
-B嵌段彼此独立地为通过具有4-18个碳原子的共轭二烯的聚合形成的聚合物,或这样的聚合物的部分氢化的衍生物,
-X为偶联剂或引发剂的基团,和
-n为≥2的整数。
用于构建A嵌段的乙烯基芳族化合物优选地包括苯乙烯、α-甲基苯乙烯和/或其它苯乙烯衍生物,更优选苯乙烯。用于B嵌段的单体优选地选自:丁二烯、异戊二烯、乙基丁二烯、苯基丁二烯、戊间二烯、戊二烯、己二烯、乙基己二烯和二甲基丁二烯、以及这些单体的任意期望的混合物。
优选地乙烯基芳族嵌段共聚物、例如更特别地苯乙烯嵌段共聚物的分数共计为至少20重量%、优选地至少30重量%、更优选地至少35重量%、并且同时不超过75重量%、优选地不超过65重量%、非常优选地不超过55重量%,基于PSA层和/或基于结构元件。
作为替代,压敏胶粘剂HK2和/或任选地HK4可基于聚(甲基)丙烯酸酯、更特别地根据WO 92/11332 A1、WO 92/11333 A1、WO 95/06691 A1或DE 195 31 696 A1进行设计。术语“聚(甲基)丙烯酸酯”在此不仅包括聚丙烯酸酯,还包括聚甲基丙烯酸酯。这种类型的PSA任选地包括增粘树脂和任选的另外的成分。
此外,压敏胶粘剂HK1和HK2和/或任选地HK3和HK4可例如基于聚(甲基)丙烯酸酯嵌段共聚物根据DE 101 29 608 A1进行配制。这种PSA任选地包括增粘树脂和任选的另外的成分。
作为替代,压敏胶粘剂HK1和HK2和/或任选地HK3和HK4可取自例如根据WO 02/04571 A1的硅酮PSA。
压敏胶粘剂HK2和/或任选地HK4可为基于腈橡胶的PSA,特别地根据DE 10 2015215 247 A1的基于腈橡胶的PSA。这种PSA包括增粘树脂和任选的另外的成分。
基于聚合物或限定的聚合物组合物在该意义上典型地意指所述聚合物在达到至少50重量%的程度上承担弹性体组分的功能,基于所有弹性体组分的总分数。所述聚合物优选地为提供的唯一弹性体组分。基础聚合物在此也可为聚合物混合物。此外,基础聚合物优选地构成存在于胶粘剂中的聚合物的至少50重量%,并且也可例如为胶粘剂中的唯一聚合物。在本文中,胶粘剂中包括的任何增粘树脂均不视为聚合物。
用于本发明的PSA通常包括增粘树脂,该增粘树脂是根据本领域技术人员对于待增粘的聚合物基础熟知的相容性考虑来选择的。在PSA层和/或结构元件中优选地以20-60重量%的量包括增粘树脂,尤其是当PSA基于乙烯基芳族嵌段共聚物时。
用于HK2(和任选地HK4)的PSA可为已经发泡的。适合用于此目的的是现有技术中已知的所有发泡方法和经由所述方法获得的泡沫体类型,无论它们是复合的还是非复合的。发泡的PSA非常优选地通过微球的膨胀产生,这意味着,特别地,PSA已使用微球发泡。为此,可参考例如DE 10 2015 206 076 A1。压敏胶粘剂HK1和任选地HK3可同样是已发泡的,特别是当在产品构造中设有至少一个永久性载体时。
特别地,用于HK2(以及任选地HK4)的PSA为如下的PSA:其具有足够低的冷流量(流率),使得在储存条件下在结构化中基本上没有变化。基于聚乙烯基芳族化合物-聚二烯嵌段共聚物或者其部分或完全氢化的变体、或者基于聚甲基丙烯酸酯嵌段共聚物的PSA可非常有利地使用,并且在本文中是优选的。
在本发明的意义上,为压敏胶粘剂HK1和/或HK3提供的本发明的设计是这样的设计,凭根据该设计其典型地具有至少6MPa、优选地至少8MPa、更优选地至少10MPa(测试A)的拉伸强度。当在自胶粘产品中没有设置另外的永久性载体层时,本发明的设计变得特别相关。
相对于PSA层HK1和如果存在的HK3的PSA的拉伸强度,结构元件的PSA的拉伸强度相同或不同,优选地相同或更低。
此外,在具有永久性载体的压敏胶粘条中,永久性载体的拉伸强度与存在于压敏胶粘条中的PSA的拉伸强度至少一样大,优选地大于存在于压敏胶粘条中的PSA的拉伸强度。
特别是在根据图2的实施方式中,如果PSA层HK1中的PSA的最大可延展性与PSA层HK2的结构元件中的PSA的最大可延展性至少一样大,优选地大于PSA层HK2的结构元件中的PSA的最大可延展性,则对于通过沿着长度L的延展拉伸从粘合组件分离自胶粘产品的操作是非常有利的。然而,其也可为较低的。
如果用于PSA层HK1和HK2(以及分别任选地用于PSA层HK3和HK4)的PSA在其组成上不同,则对于成分的选择和使用量应确保,防止成分从一个PSA层迁移进入相邻的PSA层。这可特别地通过放弃这样的可迁移成分来实现。在另一种变型中,这可特别地通过在相邻层之间提供相对于可迁移成分具有阻挡作用的层来实现。在另一变型中,这可通过如下方式实现:在两个相邻的层以及可能的另外的层中以这样的比例提供可迁移成分,使得由于所设定的分配系数和比例最大程度地抑制迁移。
可任选使用的其它层:
与PSA层HK1及其所具有的结构元件组合,一种或多种载体材料的一个或多个片层可用作永久性载体以调节可加工性。经由永久性载体层,可优化产品性质,例如一方面的可组装性(可成型性,Konfektionierbarkeit)和可模切性以及另一方面的通过延展拉伸的分离行为。
优选地省略永久性载体以使制造过程的复杂性最小化(例如,关于所需的离线涂覆或层压步骤的数量),从而使其尽可能经济。
如果采用永久性载体层例如膜载体,则有利地将其选择成使得防止载体层的成分迁移进入相邻层和/或使得防止成分从相邻层迁移进入永久性载体层。这可特别地通过放弃这样的可迁移成分来实现。在另一种变型中,这可特别地通过在永久性载体层和相邻层之间提供对于可迁移成分具有阻挡作用的层来实现。在另一变型中,这可通过如下实现:在两个相邻的层以及可能的另外的层中以这样的比例提供可迁移成分,使得由于所设定的分配系数和比例最大程度地抑制迁移。
合适的载体材料阐述于例如WO 92/11333 A1、US 6,372,341 B1、DE 10 2012 223670 A1、和EP 1 955 965 A1中。
在纵向和/或横向上,更特别地在纵向和横向上,永久性载体优选地具有至少250%、更优选地至少300%、仍然更优选地至少400%、和更特别地至少500%、例如至少600%的断裂伸长率。例如非常可拉伸的膜可充当这种永久性载体。可有利地使用的可拉伸载体的实例为来自WO 2011/124782 A1、DE 10 2012 223 670 A1、WO 2009/114683 A1、和WO 2010/077541 A1的透明实施方式。
载体可使用成膜或可挤出聚合物制造,所述聚合物另外地可已经经历单轴或双轴取向。
在一种优选实施方式中,使用聚氨酯。聚氨酯为化学和/或物理交联的缩聚物,其典型地由多元醇和异氰酸酯构成。取决于各组分的性质和所用比例,对于本发明而言可有利使用的可拉伸材料是可获得的。例如在EP 0 894 841 B1和EP 1 308 492 B1中以及了出于该目的可为配制者使用的原材料。聚氨酯优选地为聚醚氨基甲酸酯或聚酯氨基甲酸酯。
另外,聚烯烃可有利地用作用于可拉伸载体的初始材料。优选的聚烯烃由乙烯、丙烯、丁烯和/或己烯制备,其中在各自的情况下可使纯单体聚合或使所述单体的混合物共聚。通过聚合过程和通过单体的选择,可控制聚合物膜的物理和机械性质,例如软化温度和/或拉伸强度。
本领域技术人员知晓可构建本发明的载体的其它原材料。此外,有利的是,在载体中使用基于橡胶的材料以实现期望的可延展性。作为橡胶或合成橡胶或由其制造的共混物(作为用于载体的初始材料),天然橡胶原则上可选自所有可获得的等级,例如绉纱、RSS、ADS、TSR或CV橡胶,取决于所需的纯度和粘度水平,并且合成橡胶可选自无规共聚的丁苯橡胶(SBR)、丁二烯橡胶(BR)、合成聚异戊二烯(IR)、丁基橡胶(IIR)、卤化丁基橡胶(XIIR)、丙烯酸酯橡胶(ACM)、乙烯-乙酸乙烯酯共聚物(EVA)和聚氨酯、和/或其共混物。因此,载体也可为热塑性弹性体。
可特别有利地用作用于可拉伸载体的材料的是嵌段共聚物。在此,单独的聚合物嵌段共价地彼此连接。嵌段连接可为线性形式或者为星形或接枝共聚物变体。可有利地使用的嵌段共聚物的一个实例是线性三嵌段共聚物,其两个末端嵌段具有至少40℃、优选地至少70℃的软化温度,并且其中间嵌段具有至多0℃、优选地至多-30℃的软化温度。高级嵌段共聚物如四嵌段共聚物同样是可使用的。如下是重要的:嵌段共聚物中包含至少两个相同或不同种类的聚合物嵌段,所述聚合物嵌段在各自的情况下具有至少40℃、优选地至少70℃的软化温度,并且其在聚合物链中通过至少一个具有至多0℃、优选地至多-30℃的软化温度的聚合物嵌段彼此分隔。聚合物嵌段的实例为聚醚如聚乙二醇、聚丙二醇或聚四氢呋喃、聚二烯如聚丁二烯或聚异戊二烯、氢化聚二烯如聚乙烯-丁烯或聚乙烯-丙烯、聚酯如聚对苯二甲酸乙二醇酯、聚己二酸丁二醇酯或聚己二酸己二醇酯、聚碳酸酯、聚己内酯、乙烯基芳族单体的聚合物嵌段如聚苯乙烯或聚-[α]-甲基苯乙烯、聚烷基乙烯基醚、聚乙酸乙烯酯、[α],[β]-不饱和酯如特别地丙烯酸酯或甲基丙烯酸酯的聚合物嵌段。相应的软化温度为本领域技术人员已知。替代地,本领域技术人员在例如Polymer Handbook[J.Brandrup,E.H.Immergut,E.A.Grulke(eds.),Polymer Handbook,4
特别是如果本发明的压敏胶粘条中的自胶粘组合物层基于乙烯基芳族嵌段共聚物如苯乙烯嵌段共聚物,可拉伸载体优选地基于聚乙烯基芳族化合物-聚二烯嵌段共聚物,更特别地基于聚乙烯基芳族化合物-聚二烯嵌段共聚物,以及典型地基于增粘树脂。这种膜载体特别地由于低的剥离力(其使得能够实现压敏胶粘条的容易的可再分离性)以及在压敏胶粘条再分离时的低的易撕裂性而是令人信服的。
在此,对于制造载体材料而言,如下也可为适合的:添加改善成膜性质、减少形成结晶链段的趋势、和/或针对性地改善或在适当情况下削弱机械性质的添加剂和另外的组分。
另外合适作为载体的是幅面形式的泡沫材料(例如由聚乙烯和聚氨酯构成的泡沫材料)。
载体可具有多层或单层构造。优选地,载体仅由单层组成。
此外,载体可具有外层,实例为阻挡层,其防止组分从胶粘剂渗透进入载体或反之亦然。这些外层还可具有阻挡性质以防止水蒸汽和/或氧气扩散通过。为了PSA更好地锚固在载体上,可用已知的措施例如电晕、等离子体或火焰对载体进行预处理。底漆的利用也是可能的。然而,理想地,可放弃预处理。
载体的背面可已经经历抗胶粘物理处理或涂覆。
对于根据图5和图6的设计形式,如果永久性载体层的最大可延展性(根据测试A)与PSA层HK1和HK3以及它们所具有的结构元件中的PSA的最大可延展性(根据测试A)至少一样大,优选地大于PSA层HK1和HK3以及它们所具有的结构元件中的PSA的最大可延展性(根据测试A),则对于通过沿着长度L的延展拉伸从粘合组件分离自胶粘产品的操作是非常有利的。然而,最大可延展性也可为较低的。
剥离衬垫和剥离膜以上面相关描述的方式来使用。
本发明的压敏胶粘条可包括把手区域,该区域对于胶粘条的顶部和/或底部均不是粘性的。该区域充当把手,其被拉动以实现延展拉伸(尤其是在粘合平面中),因此该区域优选地在两侧上都不是压敏胶粘性的,更特别地凭借施加金属层、塑料层或纸层。替代地,可通过辐照、粉化或中和胶粘剂来产生把手区域。替代的可能性是将清漆或底漆施加至相应的位置。此外,可通过化学处理例如蚀刻来改性表面以在各自的情况下产生非胶粘区。
示例性制造程序:
现有技术中已知的所有方法均可用于制造本发明的自胶粘产品。基本上,首先,制造用于PSA层HK1的配制物和用于PSA层HK2的结构元件的配制物。用于HK1的PSA可与用于HK2的PSA相同。如果对于HK3或用于胶粘剂层HK4的结构元件的HK4使用压敏胶粘剂,则HK3可与HK4相同。HK2可与HK4相同,HK1可与HK3相同。HK1可与HK4相同。HK2可与HK3相同。
PSA可在有机溶剂中或在有机溶剂的混合物中制造。为此,将原材料在商用捏合机中与合适的溶剂一起处理成均匀的流体组合物。随后,例如,通过在整个区域上涂覆合适的抗胶粘性配备的PET衬垫来制造PSA层HK1;并且例如通过经由使用涂布器中的模版仅部分地涂覆(“条状涂覆”)抗胶粘性配备的PET衬垫来制造PSA层HK2的结构元件。在涂覆后将基于溶剂的PSA干燥并以期望的方式层压在一起。
根据本发明优选的是以无溶剂的方式制造程序。
优选地在线涂覆以无溶剂的方式制造的胶粘剂(尤其是HK1和可能的HK3)。随后或在线层压上HK2和/或任选地HK4。可通过联合挤出(即共挤出)来将结构元件和位于下方的PSA层成形,由此产生多层构造。
特别优选地,根据本发明通过如下方式制造压敏胶粘条:将PSA供应至挤出模头或热熔模头,其中在模头的出口狭缝中的模唇的区域中,在至少一侧上设有使出口狭缝的子区域变窄的垫片,即隔片(图15)。在这方面,参见例如H.G.Lippert in CoatingsTechnology Handbook,A.A.Tracton(ed.),3
EP 1961545 A1中描述了该方法的替代方案。在此描述了一种用于在胶粘剂层、更特别地自胶粘层中产生纳米结构化和/或微结构化表面的方法,其中将胶粘剂聚合物混合物、更特别地自胶粘剂聚合物混合物引入到由凸纹辊(Reliefwalze)和狭缝辊形成的狭缝中,所述凸纹辊的表面具有凸纹,该凸纹代表要在胶粘剂层上产生的表面结构的负片(Negativ),其中凸纹辊和狭缝辊在相反的方向上旋转,凸纹辊部分地被幅面形式的载体材料环绕,该载体材料以特别地对应于凸纹辊的圆周速度的速度被引导穿过狭缝,并且将胶粘剂聚合物混合物、更特别地自胶粘剂聚合物混合物挤压穿过狭缝,使得聚合物混合物的靠近辊的表面根据凸纹成形,并在穿过狭缝之后以层的形式安置在载体材料上,并且与载体材料一起被引导走。
另外可使用的是根据US 2002/0108564 A1和其中引用的文献、以及US 6,803,076A1、和US 4,106,437 A的方法。另外的合适的结构化方法是印刷工艺。它尤其适合于印刷或产生特别具有挑战性的几何形状,而该几何形状不能由模头几何形状导致。因此,在此添加至该几何形状的是结构元件或结构部分。此外可想到的是(热)压印工艺。在此,仅将已经完全用组合物涂覆的幅面成形,这意味着没有另外的涂层部分(例外:立即将热压印与已经以类似于压印方式预先成形的另外的层(例如压敏胶粘剂层)组合,其中压印和层压因此相结合)。
本领域技术人员知晓另外的方法,并且知道用于制造本发明的自胶粘产品的有利的利用可能性。
涂覆和任选地层压操作(其优选地被实施为卷对卷工艺)典型地首先导致捆产品。然后可将该捆产品切成具有较低幅宽的卷。然后将捆或卷供应至组装操作,在该操作中产生自胶粘膜或自胶粘模切件,然后将其最终用于目标组件的粘合。
本发明的压敏胶粘条的优选实施方式对于本发明的方法也是有效的。涉及该方法的进一步优选的实施方式见于从属权利要求中。
示例性转换形式:
本发明的自胶粘产品优选地以自胶粘膜或自胶粘模切件的形式使用。因此,在这些情况下,它们在两个维度上进行修剪。这可通过切割或冲压较大尺寸的预制品来完成,尤其是卷形式的预制品。通过位于制造捆/卷产品的涂覆和任选地层压操作的下游的组装操作、更特别地模切操作开启了结构元件的相对于以延展拉伸分离的方向的定向的高度可变性(参见图16、16a、17、17a)。
因此,本发明的压敏胶粘条的典型组装形式是胶带卷以及例如以模切件的形式获得的胶粘条。所有连续层优选地具有基本上长方体的形状。进一步优选地,所有连续层在整个区域上彼此接合。任选提供的可为非粘性把手区域,从该区域可进行分离操作。
示例性应用:
本发明的自胶粘产品令人惊讶地适合用于粘合部件,确切的说,特别是其中除了对应用适合的粘合强度之外还要求无残留和无破坏的再分离的应用。在本发明的自胶粘产品的情况下,该再分离可通过基本上沿着粘合方向延展拉伸来实现。因此,所选择的分离角度可为0°或约5°,或者低于约30°的角度。在某些应用中,甚至大于30°的角度是必要的(图12)。非常有利的是具有大宽度B的构造形式的本发明的自胶粘产品,因为在该情况下,特别要求无残留的可再分离性。还可使用工具例如根据DE 10 2014 208 263 A1或DE 10 2014208 264 A1的设备实现采用延展拉伸的分离。分离可在制造胶粘组件后仅短时间内进行,例如在几分钟之内(如果例如当已经注意到粘合未按照要求正确地放置且因此必须再次分开时(部件之后可再次用于另外的粘合并且不必被舍弃)),或者在多个小时之后(例如当已经注意到粘合的部件之一有错误时(该组件之后可分开并且部件的至少一个可再利用)),或者在一些情况下,甚至在粘合的组件的生命周期之后(当要回收单独的零件时)。
本发明的压敏胶粘条可例如用于粘合储能介质。实例是粘合电池元件,如US2017/361570中所述。电池元件可为例如可再充电电池。压敏胶粘条也可用于粘合燃料电池,如DE 10 2017 206 083中的内部现有技术中所述。
本发明的压敏胶粘条另外可用于粘合消费者电子设备。
消费者电子设备包括电子、光学和精密设备;更特别地,在本专利申请的上下文中,归类在用于商标注册的商品和服务的国际分类(尼斯分类),第10版(NCL(10-2013))的类别9中的设备,只要这些为电子、光学或精密设备;以及根据类别14 14(NCL(10-2013))的钟、表和精密时计,例如特别地
·科学、航海、测量、照相、电影、光学、称重、计量、发信号、监控、救生和教学器械和仪器;
·用于传导、开关、转换、存储、调节和监控电的器械和仪器;
·图像记录、处理、传送、和复制设备,例如电视等;
·声学记录、处理、传送、和复制设备,例如广播设备等;
·计算机、计算器和数据处理设备、数学设备和仪器、计算机配件、办公仪器(例如打印机、传真机、复印机、打字器)、数据存储设备;
·远程通讯设备和具有远程通讯功能的多功能设备,例如电话和应答机
·化学和物理测量设备、控制设备和仪器,例如电池充电器、万用表、灯、和转速表;
·航海设备和仪器;
·光学设备和仪器;
·医学设备和仪器以及运动人士用的那些;
·钟、表和精密时计;
·太阳能电池模块,例如电化学染料敏化太阳能电池、有机太阳能电池和薄膜电池;
·灭火设备。
技术发展越来越朝着如下的设备的方向:其在设计上越来越小和越来越轻,由此允许它们被其拥有者随时携带并且一般被通常携带。这典型地通过如下完成:实现这样的设备的低重量和/或合适的尺寸。就本说明书而言,这样的设备也被称作移动设备或便携式设备。在这种发展趋势中,精密和光学设备(也)正越来越多地设有电子部件,由此提高小型化的可能性。因此,本发明的压敏胶粘条可特别地用于粘合移动设备。
以下列出的是许多便携式设备,而不希望在该列表中具体指明的代表物对于本发明的主题加以任何非必要的限制。
·照相机、数码照相机、摄像配件(如曝光表、闪光灯、光圈、照相机外壳、镜头等)、胶片照相机、摄影机;
·小型计算机(移动计算机、手持计算机、手持计算器)、膝上型电脑、笔记本电脑、上网本、超极本、平板电脑、手持设备、电子记事簿和管理器(称为“电子管理器”或“个人数字助手”,PDA,掌上电脑)、调制解调器;
·计算机配件和用于电子设备的操作单元,如鼠标、绘图垫、绘图板、麦克风、扬声器、游戏操纵台、游戏杆、远程控制器、遥控器、触摸板;
·监视器、显示器、屏幕、触敏屏幕(传感器屏幕、触摸屏设备)、投影机;
·电子书(e-书)阅读设备;
·迷你电视、袖珍电视、用于播放电影的设备、视频播放器;
·收音机(包括迷你收音机和袖珍收音机)、随身听、光碟随身听(Discmans)、音乐播放器(用于例如CD、DVD、蓝光、磁带、USB、MP3)、耳机;
·无绳电话、移动电话、智能电话、对讲机(双向无线电)、免提设备、呼叫器(寻呼机、传呼机);
·移动除颤器、血糖仪、血压监测器、计步器、脉搏计;
·手电筒、激光指示器;
·移动检测器、光学放大器、望远镜和双筒望远镜、夜视设备;
·GPS设备、导航设备、用于卫星通讯的便携式接口(界面)设备;
·数据存储设备(USB棒、外置硬盘驱动器、记忆卡);
·手表、电子表、怀表、链表、秒表。
此外,本发明的压敏胶条适合用于例如在运输领域中、在机动车辆上、在建筑物上、以及在市政家具
测试方法:
测试A-拉伸强度,最大可延展性
在研究PSA的情况下,从具有750μm厚度的相应的PSA层形式的试样冲压出哑铃形式的测试试样(根据DIN EN ISO 527-1:2012的5A测试棒)。在研究载体的情况下,从载体冲压出哑铃形式的测试试样(根据DIN EN ISO 527-1:2012的5A测试棒)。将测试试样在23℃和50%相对空气湿度下平衡。将测试试样在两个末端条处夹入拉伸测试机中。以300mm/分钟的速度拉伸测试试样,其中在此程序期间记录力。拉伸强度是基于试样的横截面面积(幅面宽度×层厚)的力,其在拉伸断裂(最大可延展性)时被记录。其以MPa报告。最大可延展性以%报告。
测试B-结构元件SE的尺寸
隆起(Steg)高度的尺寸即结构元件的厚度是通过使用Bruker Kontur GT白光干涉仪的白光干涉法测定的。5倍干涉仪镜头与单倍放大光学系统一起使用。通过如下方式以图形方式确定隆起高度:形成隆起的横截面中的最大值与两个相邻隆起之间的区域的最小值之间的差。为了进行评估,研究了三个隆起(结构元件),并在各自的情况下对于隆起高度进行重复测定。结果是这六个单独值的算术平均值(如果少于三个结构元件,则在各自的情况下对相应数量的结构元件进行重复测定)。图13示意性地示出了由光学方式确定的试样的高度轮廓来确定PSA层HK2的结构元件的尺寸的程序。图14示意性地示出了示例性结构轮廓的稍微更真实的表示。
隆起宽度的尺寸和相邻隆起之间的距离的尺寸使用光学显微镜法进行测定。使用的测量光学系统是Leica DM4000B-M,其具有Leica DMC2900作为图像传感器。将单独的图像元素拼接并堆叠以生成宽度为约9mm和长度为7mm的测量区域,对其进行分析。实际上,结构元件的形状与理想的箱轮廓的形状不同。相反,存在过渡区域,其特征在于可呈S形曲线形式的边缘(图14)。该过渡区域是两个相邻隆起之间的距离。为了进行评估,分别研究了三个隆起和三个在相邻隆起之间的距离,并在各自的情况下对于隆起宽度和两个相邻隆起之间的距离进行重复测定。结果是相应的六个单独值的算术平均值(如果存在少于三个结构元件或结构元件之间的距离,则在各自的情况下对相应数量的结构元件/距离进行重复测定)。
在此处未描绘的设计中,对于PSA层HK4的结构元件所采用的程序将类似于关于PSA层HK2的结构元件的程序来进行。具体地,参数d
d
b
a
测试C-厚度
可使用具有小于1μm偏差的精度的商业测厚仪(探针仪器)来确定例如胶粘剂层或载体层(即,载体的层)的厚度。胶粘剂层的厚度在此典型地通过如下方式确定:测定施加到载体或衬垫的这样的层的部分(段)的厚度(所述部分具有限定的长度和限定的宽度),减去(已知的或可单独测定的)所用载体或衬垫的具有相同尺寸的部分的厚度。如果测定到厚度的波动,则报告的值是在不少于三个代表性位置处的测量值的平均值,换句话说,特别是不包括在褶皱、折痕、尖端等处的测量值。在本专利申请中,使用具有10mm直径的圆形(平面)探针的Mod.2000F精密测厚仪测量厚度。测量力为4N。在加载后1秒读取值。
测试D-断裂伸长率
按照DIN EN ISO 527-3使用具有20mm宽度的样品类型2的载体样品条以100mm/分钟的分离速度测量载体的断裂伸长率。夹爪之间的初始距离为100mm。测试条件为23℃和50%相对空气湿度。
测试E-软化点T
低聚物化合物、聚合物化合物和树脂的软化点T
实施例:
原材料如下表征:
-Kraton D 1152 ES:来自Kraton Polymers的聚苯乙烯-聚丁二烯嵌段共聚物。
-Dercolyte A115:来自DRT的α-蒎烯增粘树脂。
-Irganox 1010:来自BASF SE的季戊四醇四(3-(3,5-二叔丁基-4-羟基苯基)丙酸酯)。
-Irgafos 168:来自BASF SE的三(2,4-二叔丁基苯基)亚磷酸酯。
实施例1:
将50.0重量%的Kraton D1152、49.0重量%的Dercolyte A115、0.5重量%的Irganox 1010和0.5%的Irgafos 168在双螺杆挤出机中配混并且在线供应至挤出模头。将挤出模头的出口狭缝用垫片1以这样的方式进行改变,使得成形的熔体的一部分(HK1)是连续的,而熔体的一部分由一系列结构元件(HK2)组成。将HK1通过其底侧沉积在双面硅化的剥离纸上,将其通过冷却辊。
得到具有连续的PSA层HK1和结构元件HK2的卷材。表1汇总了单独的元件的尺寸的测定结果。
从以此方式获得的卷材切出具有40mm长度和60mm宽度的压敏胶粘膜。结构元件平行于自胶粘膜的长度排列。使用橡胶辊将由此制得的自胶粘膜试样手动层压到聚酯板上,使得该膜突出超过聚酯板的边缘约10mm。该部件设计有适当修剪的聚酯膜部分作为把手。压敏胶粘膜试样的结构化侧指向聚酯板。随后移除剥离衬垫,并将另外的聚酯板层压在开放的压敏胶粘剂表面上。也使用橡胶辊手动地将该板压上。将该组件在23℃和50%相对空气湿度下平衡2小时。
然后,通过使用把手在粘合平面的方向上以及在结构元件的延伸方向上进行拉伸而进行手动分离测试。自胶粘膜可成功地从粘合组件分离,而不留下可见的残留物。此外,组件的手动测试显示出高的粘合强度。因此,在铺展时,粘合组件不能轻易地拆开。
实施例2:
将50.0重量%的Kraton D1152、49.0重量%的Dercolyte A115、0.5重量%的Irganox 1010和0.5%的Irgafos 168在双螺杆挤出机中配混并且在线供应至挤出模头。将挤出模头的出口狭缝用垫片2以这样的方式进行改变,使得成形的熔体的一部分(HK1)是连续的,而熔体的一部分由一系列结构元件(HK2)组成。将HK1通过其底侧沉积在双面硅化的剥离纸上,将其通过冷却辊。
得到具有连续的PSA层HK1和结构元件HK2的卷材。表1汇总了单独的元件的尺寸的测定结果。
从以此方式获得的卷材切出具有40mm长度和60mm宽度的压敏胶粘膜。结构元件平行于自胶粘膜的长度排列。使用橡胶辊将由此制得的自胶粘膜试样手动层压到聚酯板上,使得该膜突出超过聚酯板的边缘约10mm。该部件设计有适当修剪的聚酯膜部分作为把手。压敏胶粘膜试样的结构化侧指向聚酯板。随后移除剥离衬垫,并将另外的聚酯板层压在开放的压敏胶粘剂表面上。也使用橡胶辊手动地将该板压上。将该组件在23℃和50%相对空气湿度下平衡2小时。
然后,通过使用把手在粘合平面的方向上以及在结构元件的延伸方向上进行拉伸而进行手动分离测试。自胶粘膜可成功地从粘合组件分离,而不留下可见的残留物。此外,组件的手动测试显示出高的粘合强度。因此,在铺展时,粘合组件不能轻易地拆开。
实施例3:
将50.0重量%的Kraton D1152、49.0重量%的Dercolyte A115、0.5重量%的Irganox 1010和0.5%的Irgafos 168在双螺杆挤出机中配混并且在线供应至挤出模头。将挤出模头的出口狭缝用垫片3以这样的方式进行改变,使得成形的熔体的一部分(HK1)是连续的,而熔体的一部分由一系列结构元件(HK2)组成。将HK1通过其底侧沉积在双面硅化的剥离纸上,将其通过冷却辊。
得到具有连续的PSA层HK1和结构元件HK2的卷材。表1汇总了单独的元件的尺寸的测定结果。
从以此方式获得的卷材切出具有40mm长度和60mm宽度的压敏胶粘膜。结构元件平行于自胶粘膜的长度排列。使用橡胶辊将由此制得的自胶粘膜试样手动层压到聚酯板上,使得该膜突出超过聚酯板的边缘约10mm。该部件设计有适当修剪的聚酯膜部分作为把手。压敏胶粘膜试样的结构化侧指向聚酯板。随后移除剥离衬垫,并将另外的聚酯板层压在开放的压敏胶粘剂表面上。也使用橡胶辊手动地将该板压上。将该组件在23℃和50%相对空气湿度下平衡2小时。
然后,通过使用把手在粘合平面的方向上以及在结构元件的延伸方向上进行拉伸而进行手动分离测试。自胶粘膜可成功地从粘合组件分离,而不留下可见的残留物。此外,组件的手动测试显示出高的粘合强度。因此,不可能容易地在展开时将粘合的组件拉开。
实施例4(对比):
对比例4对应于实施例1,其中不使用垫片并且其中挤出模头的出口狭缝更薄。
因此,得到具有在其上未布置结构元件的连续的PSA层HK1的卷材。PSA层的厚度为82μm。表1中汇总了尺寸的测定结果。
在如实施例1那样进行的分离测试中,压敏胶粘条无法从粘合组件分开,而是在胶粘接合处的区域中撕裂。
实施例5(对比):
对比例5对应于实施例1,其中不使用垫片。
因此,得到具有在其上未布置结构元件的连续的PSA层HK1的卷材。PSA层的厚度为205μm。表1中汇总了尺寸的测定结果。
在如实施例1那样进行的分离测试中,可观测到显著较高的拉伸所必需的力。必须重新调整多次才能将压敏胶粘条从粘合组件分开(在多次尝试下)。
表1
*在本专利申请中,压敏胶粘条的总厚度包括隆起高度,即结构元件的厚度。
- 可移除的压敏胶粘条
- 一种可水洗移除压敏胶粘剂及制备方法和标签