一种细微深孔加工装置
文献发布时间:2023-06-19 09:57:26
技术领域
本发明涉及涉及机械加工制造领域,尤其是涉及一种细微深孔加工装置。
背景技术
所谓深孔加工,就是孔的长度与孔的直径大于5的孔。对于长径比大于10的精密深孔的加工装置和设备,有别于传统的孔加工方式,主要依靠特定的钻削技术如枪钻、BTA钻、喷吸钻等,它们代表着先进、高效的孔加工技术,通过一次走刀就可以获得精密的加工效果,加工出来的孔位置准确,直线度、真圆度等尺寸精度高,并且有很高的表面光洁度。
随着机械制造业的迅速发展,使得原本局限于军事工业、航空航天等特定领域的深孔加工技术及装备在我国各行业也得到广泛的运用,如枪钻。枪钻是一种有效的深孔加工刀具,其加工范围很广,从模具钢材、玻璃纤维、特氟龙Teflon等塑料到高强度合金如P20和铬镍铁合金的深孔加工。在公差和表面粗糙度要求较严的深孔加工中,枪钻可保证孔的尺寸精度、位置精度和直线度。要想使枪钻加工深孔时能够达到满意的效果,必须熟练掌握枪钻系统的性能,包括刀具、机床、夹具、附件、工件、控制单元、冷却液和操作程序等。根据工件的结构及工件材料的硬度以及深孔加工机床的工作情况和质量要求,选择适当的切削速度、进给量、刀具几何参数、硬质合金牌号和冷却液参数,才能获得优异的加工性能。
直径3.0mm以下的细微深孔加工,对钻孔设备的刚性和制造精度、冷却液过滤精度、冷却液压力和流量、主轴转速都要求更高。
对此,设计针对这种适用于直径3.0mm以下的细微深孔加工的装置就尤为重要。
发明内容
本发明的目的是针对上述问题,提供一种刚性好、装配精度高、切削均匀、提高枪钻寿命和钻孔效率的细微深孔加工装置。
本发明的目的是这样实现的:包括底座、主轴座、主轴和导向臂;底座的截面大致呈凹字形,底座的前后两侧凸部上表面安装有供主轴座滑行的主轴座直线导轨,底座的中间凹部设置有主轴座驱动机构,主轴为电主轴,主轴通过主轴座驱动机构驱动而随同主轴座沿主轴座直线导轨左右滑动;主轴的前端连接枪钻,导向臂大致呈L形,包括连成一体的悬臂和滑行臂,在悬臂的下端设置供枪钻穿过及收集碎屑的排屑室,在悬臂的前端设置供枪钻钻进时与工件表面接触的导套,导套的内径略大于枪钻的直径形成间隙配合,枪钻钻头的细小通孔连通主轴的轴芯孔由高压油管提供高压油,高压油将钻孔切销的碎屑推进入枪钻的V型排屑直槽向后流入排屑室;滑行臂的下侧通过滑行臂直线导轨滑动安装在主轴座上,安装在主轴座上的气缸通过气缸推杆与设置于滑行臂下侧的顶块接触而构成气缸对导向臂的推动连接。
滑行臂的下侧通过滑行臂直线导轨滑动安装在主轴座上,安装在主轴座上的气缸通过气缸推杆与设置于滑行臂下侧的顶块接触而构成气缸对导向臂的推动连接。
本发明,滑行臂与主轴座之间设置有微调限位机构,微调限位机构包括行程微调机构和挡块弹出机构,行程微调机构设置于滑行臂上,挡块弹出机构设置于主轴座上。
本发明,行程微调机构包括导轨、限位滑块、调节螺杆和磁栅尺,限位滑块穿设在导轨上,导轨由两端的左导轨座、右导轨座固定,限位滑块通过调节螺杆调节左右行程;挡块弹出机构包括限位挡块和小气缸,小气缸通过小气缸推杆控制限位挡块顶出及缩回,在限位挡块顶出时,限位挡块卡住限位滑块而构成滑行臂的行程限位结构。
本发明,限位滑块上安装有磁栅尺位移传感器,磁栅尺位移传感器的位移信息通过行程数显表显示。
本发明,主轴座驱动机构包括电机及由丝杆尾座和丝杆头座支撑的丝杆,电机的输出端通过联轴器与丝杆的头部锁紧连接。
本发明,主轴靠近排屑室的部位设置有枪钻的后套,排屑室向下设置导屑槽,底座对应导屑槽的部位设置有接屑槽。
本发明,导向臂和主轴座均采用一体式结构,刚性好、装配精度高;导向臂内部安装气缸,钻孔时能提供稳定的推力,并且将导套的端面靠紧工件表面,起到密封作用,迫使高压油只能从枪钻的排屑室导屑槽排出,确保钻孔切削的顺利进行;钻孔动作采用伺服电机驱动,可设置多级钻孔速度,钻孔速度平稳,配合电主轴的高转速性能而有效地控制切削的均匀度,提高枪钻的寿命和钻孔效率。具有刚性好、装配精度高、切削均匀、提高枪钻寿命和钻孔效率的优点。
下面实施例结合附图说明对本发明作进一步的说明。
附图说明
图1是本发明的一个实施例的立体结构示意图;
图2是图1实施例的结构示意图;
图3是图1实施例的微调限位机构的结构示意图。
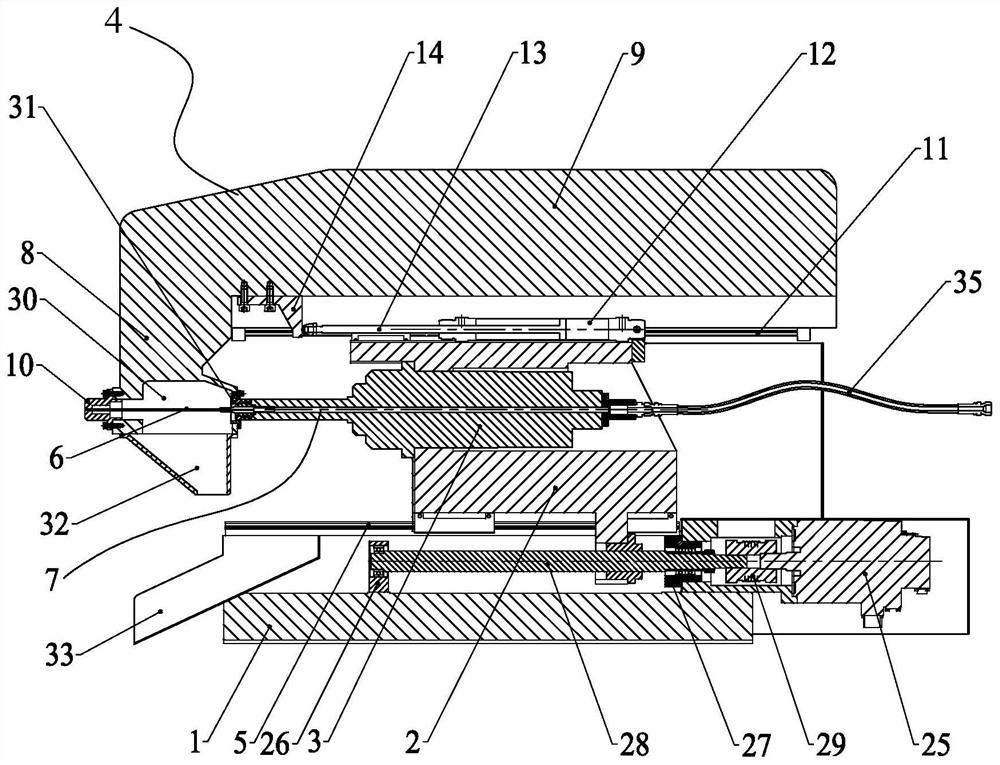
图中,1、底座;2、主轴座;3、主轴;4、导向臂;5、主轴座直线导轨;6、枪钻;7、轴芯孔;8、悬臂;9、滑行臂;10、导套;11、滑行臂直线导轨;12、气缸;13、气缸推杆;14、顶块;15、导轨;16、限位滑块;17、调节螺杆;18、磁栅尺;19、左导轨座;20、右导轨座;21、限位挡块;22、小气缸;23、小气缸推杆;24、行程数显表;25、电机;26、丝杆尾座;27、丝杆头座;28、丝杆;29、联轴器;30、排屑室;31、后套;32、导屑槽;33、接屑槽;34、磁栅尺位移传感器;35、高压油管。
具体实施方式
参照图1至图3,本实施例是一种细微深孔加工装置,包括底座1、主轴座2、主轴3和导向臂4;底座的截面大致呈凹字形,底座的前后两侧凸部上表面安装有供主轴座滑行的主轴座直线导轨5,底座的中间凹部设置有主轴座驱动机构,主轴为电主轴,主轴通过主轴座驱动机构驱动而随同主轴座沿主轴座直线导轨左右滑动;主轴的前端连接枪钻6,导向臂大致呈L形,包括连成一体的悬臂8和滑行臂9,在悬臂的下端设置供枪钻穿过及收集碎屑的排屑室30,在悬臂的前端设置供枪钻钻进时与工件表面接触的导套10,导套的内径略大于枪钻的直径形成间隙配合,枪钻钻头的细小通孔连通主轴的轴芯孔7由高压油管35提供高压油,高压油将钻孔切销的碎屑推进入枪钻的V型排屑直槽向后流入排屑室;滑行臂的下侧通过滑行臂直线导轨11滑动安装在主轴座上,安装在主轴座上的气缸12通过气缸推杆13与设置于滑行臂下侧的顶块14接触而构成气缸对导向臂的推动连接;滑行臂与主轴座之间设置有微调限位机构,微调限位机构包括行程微调机构和挡块弹出机构,行程微调机构设置于滑行臂上,挡块弹出机构设置于主轴座上,布置在同一侧;行程微调机构包括导轨15、限位滑块16、调节螺杆17和磁栅尺18,限位滑块穿设在导轨上,导轨由两端的左导轨座19、右导轨座20固定,限位滑块通过调节螺杆调节左右行程;挡块弹出机构包括限位挡块21和小气缸22,小气缸通过小气缸推杆23控制限位挡块顶出及缩回,在限位挡块顶出时,限位挡块卡住限位滑块而构成滑行臂的行程限位结构;限位滑块上安装有磁栅尺位移传感器34,磁栅尺位移传感器的位移信息通过行程数显表24显示;主轴座驱动机构包括电机25及由丝杆尾座26和丝杆头座27支撑的丝杆28,电机的输出端通过联轴器29与丝杆的头部锁紧连接;主轴靠近排屑室的部位设置有枪钻的后套31,排屑室向下设置导屑槽32,底座对应导屑槽的部位设置有接屑槽33。
本发明的钻孔切削加工是这样的:首先把枪钻6装在主轴3上锁紧,然后将气缸12的尾端通气使导向臂4顶出,通过调节微调限位机构的微调螺母使导向臂前端的导套10的端面与枪钻6的刀尖平齐;接着,将细微深孔加工装置往加工工件移动,使导套的端面刚好与工件表面接触,启动主轴和高压深孔钻油;再接着,电机25带动丝杆28转动,转换成主轴的向前钻孔直线运动,当达到钻孔深度时,主轴停止转动,高压深孔钻油停止,电机反转,带动主轴和枪钻退出,钻孔结束。在钻孔钻进和退出过程中,气缸一直向前顶出,高压深孔钻油在枪钻内孔冲出,切销的碎屑被高压油挤出并通过枪钻导套引导至排屑室30。
- 一种细微深孔加工装置
- 一种细微深孔加工设备