基于扭转法的光纤端面泵浦耦合器制备方法
文献发布时间:2023-06-19 09:58:59
技术领域
本发明涉及光纤激光技术领域,具体涉及一种光纤端面泵浦耦合器制备方法。
背景技术
相较于传统的激光器,光纤激光器具有转换效率高、光束质量好、结构紧凑、散热效率高以及工作稳定性好等优点,被广泛应用于工业医疗以及国防等领域。随着光纤激光器输出功率不断增大,对于泵浦合束器的要求也不断提高,一个优良的泵浦耦合器能够在很大程度上优化光纤激光器的输出功率以及光束质量,因此,研制高性能的光纤泵浦耦合器是实现高功率,高光束质量的光纤激光器的基础和前提。
目前市场上的光纤泵浦耦合器主要分为两种:端面泵浦耦合器与侧面泵浦耦合器。其中,端面泵浦耦合器是目前工业用千瓦量级光纤激光器的主流泵浦方式。根据泵浦耦合器的应用方式可以将端面泵浦耦合器分成两类:N×1的不含信号纤的光纤端面耦合器和(N+1)×1的含信号纤的光纤端面耦合器。该两类端面泵浦耦合器的不同之处在于组束光纤中心纤为泵浦光纤或者信号光纤。在含信号纤泵浦耦合器的制作过程中,是将N根多模光纤紧密放置在一根信号光纤周围,然后熔融拉锥,从锥区中间截断后和一根双包层光纤熔接。这种含信号纤的光纤端面耦合器能够用于全光纤的光纤放大器或者后向泵浦结构中。
目前,传统的(N+1)×1的含信号纤的光纤端面耦合器制作方案,通常是将信号纤和泵浦光纤一起进行拉锥到输出光纤包层尺寸大小,然后将它们熔接在一起。这种方案在光纤束拉锥变小的同时不可避免地会使信号纤的包层直径和纤芯同比例变小,导致输入信号光纤与输出光纤的纤芯模场不匹配、从而引起信号光的传输损耗增加和模式退化等问题,在高功率运行的情况下,因为损失的光能量转化成热,增加了激光器的热管理难度,很大程度上限制了系统的输出功率水平。
发明内容
针对传统的(N+1)×1的含信号纤的光纤端面耦合器制作方案所存在的缺陷,本发明提出了一种基于扭转法的光纤端面泵浦耦合器制备方法,解决传统的(N+1)×1的含信号纤的光纤端面耦合器制作方案中因信号光纤拉锥变小而与输出光纤纤芯不匹配所导致的传输损耗增大和模式退化等问题。
为实现上述技术目的,本发明采用的具体技术方案如下:
基于扭转法的光纤端面泵浦耦合器制备方法,包括:
1)制作输入信号光纤;
准备第一包层光纤和第二包层光纤,其中第一包层光纤和第二包层光纤要求满足:将第一包层光纤的第一端剥离其涂覆层之后利用氢氟酸进行腐蚀,腐蚀之后在第一包层光纤的第一端形成腰锥区,腰锥区包括锥区和腰区;将第二包层光纤的第一端剥离其涂覆层;第一包层光纤的第一端所形成的腰区直径与第二包层光纤的第一端剥离其涂覆层后的端头直径相同。
第一包层光纤的第一端的腰区与第二包层光纤的第一端剥离其涂覆层后的端头进行熔接,熔接处形成熔接结构,得到输入信号光纤。
2)制作泵浦光纤;
准备多根第三包层光纤,第三包层光纤的数量与待制作的光纤端面泵浦耦合器中泵浦光纤的数量相同。在各根第三包层光纤的中段,剥离一定长度的涂覆层后拉锥形成腰锥区。
3)利用多孔夹具扭转输入信号光纤和泵浦光纤,形成光纤束。
本发明中所提供的多孔夹具,包括相对设置的第一多孔夹具和第二多孔夹具;其中第一多孔夹具开设第一通孔以及第二通孔,第一通孔数目为1个,用于供输入信号光纤穿过,第二通孔的数目与泵浦光纤的数目相同。以第一通孔为中心,所有第二通孔呈一个环形且均匀分布在第一通孔的外围。第二多孔夹具开设第三通孔以及第四通孔,第三通孔数目为1个,用于供输入信号光纤穿过,第四通孔的数目与泵浦光纤的数目相同。以第三通孔为中心,所有第四通孔呈一个环形且均匀分布在第三通孔的外围。第一多孔夹具中的第一通孔和第二多孔夹具中的第三通孔水平相对,第一多孔夹具中的各第二通孔和第二多孔夹具中的各第四通孔一一水平相对。其中第一通孔的孔径与第一包层光纤的直径相适应,第三通孔的孔径与第二包层光纤的直径相适应。第二通孔的孔径、第四通孔的孔径均与第三包层光纤的直径相适应。
将制作好的输入信号光纤和泵浦光纤的两端分别水平穿入到第一多孔夹具和第二多孔夹具对应的通孔中,输入信号光纤的腰锥区以及熔接结构和泵浦光纤的锥区均在第一多孔夹具和第二多孔夹具之间的相同位置区域内,然后通过第一多孔夹具和第二多孔夹具扭转2-3圈,使输入信号光纤和泵浦光纤紧密扭转在一起组成光纤束。
4)对扭转好的光纤束进行弱拉锥,整个弱拉锥过程不改变输入信号光纤的纤芯大小。
进一步地,拉锥完成后,在光纤束两端点上低折射率(如折射率为1.37)的紫外固化胶胶进行固定,防止切割的时候光纤束散开。弱拉锥即在拉锥过程中保持光纤束的直径基本不变,保证光纤束中的各光纤在高温下熔紧不至于散开。
5)将弱拉锥之后光纤束在锥腰处切割且切割点在输入信号光纤的熔接结构之前,保留切割之后不含输入信号光纤的熔接结构(也即包含第一包层光纤而不含第二包层光纤)的光纤束并将光纤束的切割端面与输出双包层光纤进行低损耗熔接,即可。
为保证光纤端面耦合器输入、输出光纤纤芯的模场匹配,本发明实现的含信号纤的光纤端面耦合器的第一包层光纤、输出双包层光纤的光纤尺寸参数相同,然后根据第一包层光纤的内包层大小来决定对第一包层光纤的腐蚀比例以及对泵浦光纤的拉锥比例,要求腐蚀后的第一包层光纤的腰区直径应与泵浦光纤拉锥后的腰区直径相同,确保后续光纤束组束的紧密性,且光纤束的直径大小应与第一包层光纤剥去涂覆层之后的内包层直径相同。
本发明的有益效果如下:
本发明改善了泵浦耦合器中由于输入和输出信号纤纤芯模场不匹配引入的损耗,同时提升了系统的光束质量特性,使得光纤激光器系统性能得到改善。
本发明基于输入信号光纤的腐蚀法以及泵浦光纤的拉锥法,结合扭转的方式,能够实现基于任意信号光纤和泵浦光纤尺寸的泵浦耦合器,提高了其实用价值。
综上,本发明提供一种基于任意输出光纤尺寸的(N+1)×1的含信号纤的光纤端面耦合器制作方案,保证光纤端面耦合器的输入信号光纤和输出光纤的模场直径相匹配,降低信号损耗并保持光纤模式不退化,进而实现更高功率、更高光束质量的光纤激光器。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
图1为实施例1中腐蚀后的20/400μm(NA=0.06)光纤与20/130μm(NA=0.08)的熔接结构示意图;
图2为实施例1中为220/242μm(NA=0.22)双包层光纤拉锥到130μm的结构示意图;
图3为实施例1中所用两个七孔夹具的结构示意图;
图4为实施例1中将7根光纤穿到图3中的两个七孔夹具中的结构示意图;
图5为实施例1中光纤束扭转示意图;
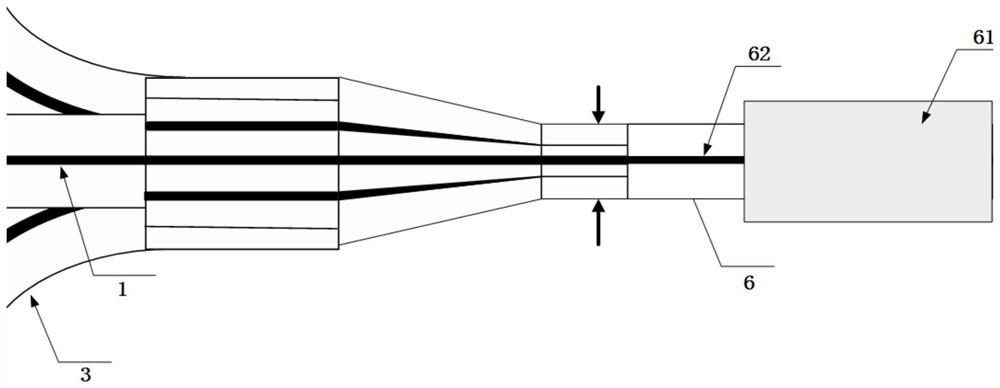
图6为实施例1中泵浦耦合器完整结构示意图;
图7为实施例1中耦合器端面示意图。
具体实施方式
为了使本发明的技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用于解释本发明,并不用于限定本发明。
实施例1:
本发明提供一种基于任意输出光纤尺寸的(N+1)×1的含信号纤的光纤端面耦合器制作方法。本实施例以内径/外径大小为20/400μm(NA=0.06/0.46)的信号纤以及6根结构参数为220/242μm(NA=0.22)的泵浦光纤为例进行此种泵浦耦合器的制作说明,具体步骤如下:
1)制作输入信号光纤。
图1所示为腐蚀后的20/400μm(NA=0.06/0.46)光纤与20/130μm(NA=0.06)熔接结构示意图;主要包括第一包层光纤1、第二包层光纤2、以及第一包层光纤1和第二包层光纤2的熔接结构15(即熔接点)。第一包层光纤1为20/400μm(NA=0.06/0.46)双包层光纤。第二包层光纤2为20/400μm(NA=0.06/0.46)双包层光纤。
图1中11为20/400μm(NA=0.06/0.46)双包层光纤的涂覆层,12为20/400μm(NA=0.06/0.46)双包层光纤的内包层,13为腐蚀形成的锥区,长度约为2cm,14为腐蚀形成的腰区,长度约为2cm,21为20/130(NA=0.06)双包层光纤的涂覆层,22为20/130μm(NA=0.06)双包层光纤的内包层。
取1m左右的第一包层光纤,将第一包层光纤的第一端剥离其涂覆层,其中剥离涂覆层的长度为10cm左右。然后对剥离了涂覆层的这端利用氢氟酸将其腐蚀,腐蚀之后在第一包层光纤的第一端形成腰锥区,腰锥区包括锥区和腰区。腐蚀要求:腐蚀后形成的腰锥区中直径渐变减小的锥区长度为2cm,腰区长度4cm,腰区直径为130μm。用宝石刀对腐蚀后的腰区进行切割,切割掉的腰区长度约为2cm。
然后将第二包层光纤2的一端剥掉长度为3cm左右的涂覆层,用无水乙醇将其内包层擦拭干净,确保无污染物,利用切割刀将其端面切平,保证端面平整。
第一包层光纤的第一端的腰区与第二包层光纤的第一端剥离其涂覆层后的端头利用熔接机进行熔接,熔接处形成熔接结构,得到输入信号光纤。熔接的作用是保证信号光纤在后续过程中与泵浦光纤能够扭转组成光纤束。
2)制作泵浦光纤。
图2为220/242μm(NA=0.22)双包层光纤拉锥到130μm结构示意图。主要包括第三包层光纤3,第三包层光纤3采用220/242μm(NA=0.22)双包层光纤。如图2,在各第三包层光纤3的中段,剥离长度为5cm左右的涂覆层后,用无水乙醇擦拭干净,确保包层表面洁净;然后利用光纤拉锥机将其拉锥,拉锥形成腰锥区,其中中间为腰区,两边为锥区。两边的锥区长度31为1.5cm,中间的腰区32长度为2cm,腰区直径33为130μm。拉锥的过程需确保拉锥出的光纤锥区平缓,腰区直径大小均匀。
3)利用多孔夹具扭转输入信号光纤和泵浦光纤,形成光纤束。
参照图3,本实施例所提供的多孔夹具为七孔夹具,包括相对设置的第一多孔夹具4和第二多孔夹具5;其中第一多孔夹具4开设第一通孔41以及第二通孔42,第一通孔41数目为1个,用于供输入信号光纤穿过,第二通孔42的数目与泵浦光纤的数目相同。以第一通孔41为中心,所有第二通孔42呈一个环形且均匀分布在第一通孔41的外围。第二多孔夹具5开设第三通孔51以及第四通孔52,第三通孔51数目为1个,用于供输入信号光纤穿过,第四通孔52的数目与泵浦光纤的数目相同。以第三通孔51为中心,所有第四通孔52呈一个环形且均匀分布在第三通孔51的外围。第一多孔夹具4中的第一通孔41和第二多孔夹具5中的第三通孔51水平相对,第一多孔夹具4中的各第二通孔42和第二多孔夹具5中的各第四通孔52一一水平相对。其中第一通孔41的孔径与第一包层光纤1的直径相适应,本实施例中第一通孔41的孔径为530μm,第三通孔51的孔径与第二包层光纤2的直径相适应,第三通孔51的孔径为250μm。第二通孔42的孔径、第四通孔52的孔径均与第三包层光纤3的直径相适应,均为400μm。
在保证光纤不被污染的情况下,将制作好的输入信号光纤和泵浦光纤的两端分别水平穿入到第一多孔夹具4和第二多孔夹具5对应的通孔中。在光纤穿孔时,第一多孔夹具4放置在光纤束中包含第一包层光纤的一端,第二多孔夹具5放置在光纤束包含第二包层光纤的一端。输入信号光纤的腰锥区以及熔接结构和泵浦光纤的腰锥区均在第一多孔夹具4和第二多孔夹具5之间的相同位置区域内,如图4所示。
然后通过第一多孔夹具和第二多孔夹具将第一多孔夹具和第二多孔夹具之间的光纤束扭转2-3圈,使输入信号光纤和泵浦光纤紧密扭转在一起组成光纤束,如图5所示。然后将扭转好的光纤束放置在耦合器制作平台上,使用胶带固定。
4)对扭转好的光纤束进行弱拉锥,整个弱拉锥过程不改变输入信号光纤的纤芯大小。
通过设置拉锥系统的拉锥参数将光纤束加热,使其熔紧不至于散掉,整个拉锥过程光纤束基本不拉锥,保证输入信号光纤的纤芯尺寸大小基本不变。
拉锥完成后,在光纤束两端点上折射率为1.37的紫外固化胶固定,防止切割的时候光纤束散开。
5)将弱拉锥之后光纤束在锥腰处切割且切割点在输入信号光纤的熔接结构之前,保留切割之后不含输入信号光纤的熔接结构的光纤束并将光纤束的切割端面与输出双包层光纤进行低损耗熔接,即可。
图6为耦合器结构示意完整图;图7为图6中耦合器端面(即图6中上下相对双箭头处的横截面)示意图。
输出双包层光纤6采用20/400μm(NA=0.06/0.46)双包层光纤。其中输出双包层光纤6包括光纤涂覆层61和光纤包层62。首先将输出双包层光纤6的一端剥去一定长度的涂覆层61并且擦拭干净,确保剥除涂覆层后的光纤包层62无污染物,并用切割刀将剥除涂覆层后的端头切平,保证端面质量良好。
将弱拉锥之后光纤束在锥腰处切割且切割点在输入信号光纤的熔接结构之前,切割出的横截面示意图如图7所示。
利用熔接机设置相应的参数将光纤束的切割端面与剥除涂覆层后的输出双包层光纤端头进行低损耗熔接,得到完整的耦合器,熔接过程保证光纤束与输出光纤纤芯对准,以降低插入损耗。
综上所述,虽然本发明已以较佳实施例揭露如上,然其并非用以限定本发明,任何本领域普通技术人员,在不脱离本发明的精神和范围内,当可作各种更动与润饰,因此本发明的保护范围当视权利要求书界定的范围为准。
- 基于扭转法的光纤端面泵浦耦合器制备方法
- 基于套管法的光纤端面泵浦耦合器制备方法