一种变压器铁芯自动叠片生产线的输送装置
文献发布时间:2023-06-19 10:02:03
技术领域
本发明涉及变压器生产的自动化设备技术领域,具体涉及一种变压器铁芯自动叠片生产线的的硅钢片输送装置。
背景技术
目前,国内变压器铁芯叠装主要依靠人工完成,铁芯自动叠装生产线的出现打破了传统的铁芯制造方式。在铁芯自动叠装,需要对硅钢片进行自动输送,输送中要保证其平稳和位置的准确。有采用输送带的方式进行输送,硅钢片输送时,容易出现惯性,造成输送位置不准确,且冲击力大,在外力的作用下将产生应变而导致磁性能恶化,励磁损耗和励磁电流增加,影响硅钢片性能。由于高磁感取向钢对外力的作用比较敏感,变压器制造中,应减少硅钢片的撞击、弯曲、抖动、跌落及踩踏等外力作用,保证生产过程中,对变压器硅钢片质量的影响
发明内容
本发明所要解决的技术问题为:提供一种变压器铁芯自动叠片生产线的输送装置,克服上述现有技术存在的问题,保证硅钢片能平稳输送,且输送位置精度高,保证硅钢片在生产过程的产品质量。
为解决上述技术问题所采用的技术方案是:
一种变压器铁芯自动叠片生产线的输送装置,包括输送架子,其特征在于,输送架子上设有伺服引拔臂,伺服引拔臂的两端设有同步齿轮,二个同步齿轮之间套接有与引拔臂相平行的同步带;引拔臂上设有滑轨,滑轨上设有与其相适配的滑块;所述的引拔臂与同步带上套接有同步带牵引块;同步带牵引块与滑块相连接,滑块上设有支架,支架上设有气缸,气缸上设有真空吸盘固定架,真空吸盘固定架上设有真空吸盘;其中的一个同步齿轮设有驱动装置;输送架子连接有托板固定架,托板固定架上部设有托板,托板位于真空吸盘固定架上面,托板中部为设有间隙,气缸初始状态,真空吸盘位于托板下面,气缸工作时,把真空吸盘从托板中部的间隙顶出。
工作时,通过机械手把硅钢片放在托板的一端,气缸工作时,把真空吸盘从托板中部的间隙顶出到硅钢片的下面,真空吸盘工作,真空吸盘紧吸硅钢片,驱动装置工作,带动同步齿轮转动,同步齿轮带动同步带转动,同步带上套接的同步带牵引块向前移动,滑块在滑轨上向前移动,滑块上的支架前移,带动真空吸盘上的硅钢片前移,当硅钢片到达托板的另一端,真空吸盘解压,气缸的输出轴收缩,真空吸盘位于真空吸盘位于托板下面,硅钢片贴在托板,取片机械手把硅钢片送到下道工序,同时,驱动装置反方向工作,带动同步齿轮反方向转动,真空吸盘回到了托板的起始端进行下一片硅钢片的输送。由于采用真空吸盘的方式来输送硅钢片,不会出现输送带的方式进行输送出现惯性现象,避免造成输送位置不准确和冲击力大的问题。
作为优选,驱动装置为设有减速器的伺服电机。
作为优选,支架上设有二个及以上气缸,各气缸均设有真空吸盘固定架,真空吸盘固定架上设有二个及以上真空吸盘。
作为优选,引拔臂的左右端分别设有引拔极限挡块,挡块上设有缓冲胶头。
作为优选,滑块通过滑块转接块与同步带牵引块连接,滑块转接块上设有接近开关。
作为优选,支架上设有气缸转接板,气缸通过气缸转接板与支架连接。
本发明的有益效果是:本发明采用真空吸盘和同步带等技术方案,对硅钢片进行输送,硅钢片输送平稳,输送位置精度高,避免在生产过程中影响硅钢片性能,具有很高的推广和应用价值。
附图说明
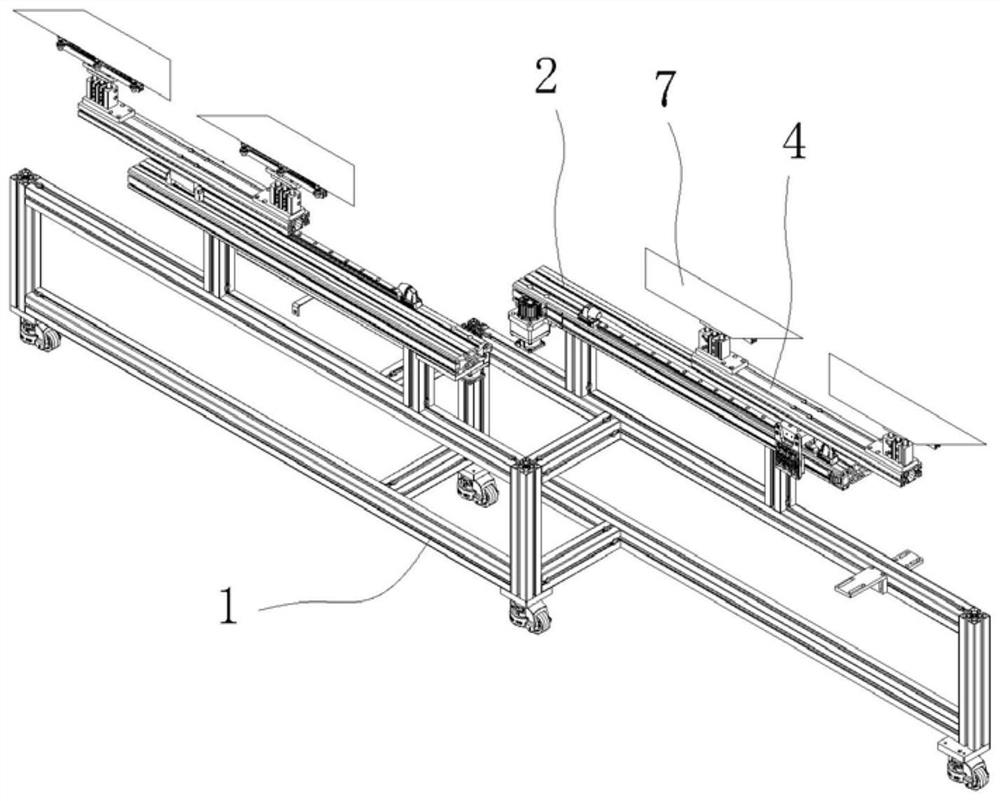
图1是本发明实施例1所述输送装置的立体图;
图2是本发明实施例1所述输送装置去掉固定架的立体图;
图3是本发明实施例2所述输送装置的立体图;
图4是本发明实施例2所述输送装置去掉固定架的立体图;
图5是本发明实施例1所述输送装置去掉输送架子的立体图;
图6是本发明实施例1所述输送装置伺服引拔臂的立体图;
图7是本发明实施例1所述输送装置伺服引拔臂局部A的立体图;
图8是本发明实施例1所述输送装置支架的立体图。
图中各附图标记为:1输送架子;2伺服引拔臂;201同步齿轮;202同步带;203滑轨;204滑块;205滑块转接块;206接近开关;207引拔极限挡块;208缓冲胶头;209伺服电机;3同步带牵引块;4支架;401气缸转接板;402气缸;5真空吸盘固定架;501真空吸盘;6托板固定架;601托板;602间隙;7硅钢片。
具体实施方式
下面结合各附图,对本发明做详细描述。
结合图1和图2,以及图5至图8,本发明所述的一种变压器铁芯自动叠片生产线的输送装置,包括输送架子1,其特征在于,输送架子1上设有伺服引拔臂2,伺服引拔臂2的两端设有同步齿轮201,二个同步齿轮201之间套接有与引拔臂2相平行的同步带202;引拔臂201上设有滑轨203,滑轨203上设有与其相适配的滑块204;滑块204通过滑块转接块205与同步带牵引块3连接,滑块转接块205上设有接近开关206。引拔臂2与同步带202上套接有同步带牵引块3;同步带牵引块3与滑块204相连接,滑块204通过滑块转接块205设在支架4上,支架4上的两端设有气缸转接板401,气缸转接板401上设有气缸402,气缸402通过气缸转接板401与支架4连接,各气缸402均设有真空吸盘固定架5,真空吸盘固定架5上设有三个真空吸盘501。引拔臂2的左右端分别设有引拔极限挡块207,挡块207上设有缓冲胶头208。其中的一个同步齿轮201设有驱动装置,驱动装置为设有减速器的伺服电机209;输送架子1连接有托板固定架6,托板固定架6上部设有托板601,托板601位于真空吸盘固定架5上面,托板601中部为设有间隙602,气缸402初始状态,真空吸盘501位于托板601下面,气缸402工作时,把真空吸盘501从托板601中部的间隙602顶出。同时,真空吸盘501通过与之相连的气管和压缩泵,实现对硅钢片7的吸取和释放。
以下,具体说明本发明所述自动叠片生产线的输送的工作过程。
工作时,通过机械手把硅钢片7放在托板601的一端,气缸402工作时,把真空吸盘501从托板601中部的间隙602顶出到硅钢片7的下面,真空吸盘501工作,真空吸盘501紧吸硅钢片7,伺服电机209工作,带动同步齿轮201转动,同步齿轮201带动同步带202转动,同步带202上套接的同步带牵引块205向前移动,滑块204在滑轨203上向前移动,块转接块205上的支架4前移,带动真空吸盘501上的硅钢片7前移,当硅钢片7到达托板601的另一端,引拔臂2的左右端分别设有引拔极限挡块207,挡块207上设有缓冲胶头208,其滑块204移动到缓冲胶头208,起到缓冲的作用,滑块转接块205上设有接近开关206,伺服电机209停止工作,真空吸盘501释放,气缸402的输出轴收缩,真空吸盘501位于托板601下面,硅钢片7贴在托板601,取片机械手把硅钢片7送到下道工序,同时,伺服电机209反方向工作,带动同步齿轮201反方向转动,真空吸盘501回到了托板601的起始端进行下一片硅钢片7的输送。由于采用真空吸盘501的方式来输送硅钢片7,不会出现输送带的方式进行输送出现惯性现象,避免造成输送位置不准确和冲击力大的问题。
本实施例与实施例1基本相同,不同之处在于:图3和图4,设有三排平行纵向的变压器铁芯自动叠片生产线的输送装置,在具体的变压器铁芯自动叠片生产线叠片时,中柱和左右片都为平行结构,采用三排平行纵向的结构,可以很方便的把三片硅钢片7输送到相对应的位置,中间位置为输送中柱位置的硅钢片7,左右位置为输送左右柱位置的硅钢片7,其每条输送结构、原理与实施例1基本相同,输送左右柱的硅钢片7工位的起始端位于输送中柱的硅钢片7工位的起始端后面,均包括输送架子1,输送架子1上面链接有托板固定架6,托板固定架6上部设有托板601,伺服引拔臂2、同步带202、气缸402、伺服电机209等配件和部件都是位于托板固定架6内。
以上所述仅为本发明的优选实施例,并非因此即限制本发明的专利保护范围,凡是运用本发明说明书及附图内容所作的等效结构变换,直接或间接运用在其他相关的技术领域,均同理包括在本发明的保护范围内。
- 一种变压器铁芯自动叠片生产线的输送装置
- 一种变压器铁芯叠片时的模具自动调整装置