一种锂离子电池防护保护PVC泡膜盒制造工艺
文献发布时间:2023-06-19 10:05:17
技术领域
本发明涉及锂离子电池技术领域,具体涉及一种锂离子电池防护保护PVC泡膜盒制造工艺。
背景技术
锂离子电池的优势在于:重量轻、寿命长、能量密度高、没有记忆效应、安全性能高、形状和尺寸可以定制。锂离子电池周转及生产过程中的相关劣势:生产过程中电池周转和包装出货容易造成表面铝塑膜易破损、划伤、凸凹点、压痕不良,如果严重会导致电池有短路风险,引起安全隐患。
随着人们的生活水平和生活节奏不断的提高,以人为本,客户至上,追求卓越的经营理念。家庭迎合了电器、储能动力和数码产品通讯设备向小型化、微型化方向发展的需要。锂离子电池能够成功应用的关键在于嵌入与脱出可逆的锂离子电池防护保护PVC泡膜盒制作工艺。因此, 对防护保护的研究非常有必要性。由于目前传统的物料工具:在制备过程中,容易有静电,注塑工序在PVC材料高温融化后容易粘留粉尘、不明脏污物、颗粒杂物,导致表面造成凸凹点不良。另外电池厂家后端有5~9个工序周转过程中会感染到电池表面不同程度的破损、划伤、凸凹点、压痕不良,最后电池有短路风险、燃烧可能性引起安全隐患。
发明内容
本发明的目的旨在提供一种锂离子电池防护保护PVC泡膜盒制造工艺来制造锂离子电池防护保护PVC泡膜盒,用于锂离子电池在生产过程中的周转和包装出货使用。主要用处:PVC泡膜成型盒可根据不同的锂离子电池型号/规格定制防护保护措施,在生产过程中周转和包装出货使用。
为实现上述目的,本发明提供如下技术方案:
一种锂离子电池防护保护PVC泡膜盒制造工艺,其具体步骤如下:
步骤1:按照工艺要求设计对应型号、制作模具;
步骤2:首先,注塑设备预热15~20分钟,按配比加入原材料,搅拌均匀,烘烤1.5~2小时,然后把固体颗粒状态的胶料加入料斗,通过螺杆回料方式把胶粒送到熔化成液体状态,受到螺杆螺纹的裁切、压缩,使密度、粘度得到挤压均匀;其次注射充模过程:这过程是液体经过技量室中,炮筒中把已经预塑好的液体状胶料通过螺杆的推动力,把塑料注入模腔,此过程分为两个阶段:第一阶段,液体状的胶料由螺杆经过模具唧咀进入模腔,一直到填充满模腔为止;第二阶段是保压阶段,当第一阶段注射完成后还必须继续保持注射压力,维持液体流动,使模腔中的液体在未完全冷却之前,再进一步补压和增加产品密度,进行保压作用;
步骤3: 注射器机身温度控制450~500℃,冷解时间10~12秒;
步骤4:一次PVC人造革半成品成型,再二次气泡膜注塑注射充模。
其中锂离子电池防护保护PVC泡膜盒制造材料要求与标准如下:
本发明的有益效果在于:本发明的制造工艺制造的锂离子电池防护保护PVC泡膜盒结构完美、形状变化无穷,使用本发明的PVC泡膜盒可以减少电池表面不同程度的破损、划伤、凸凹点、压痕不良,减少电池不良,降低厂商成本和报废率。
附图说明
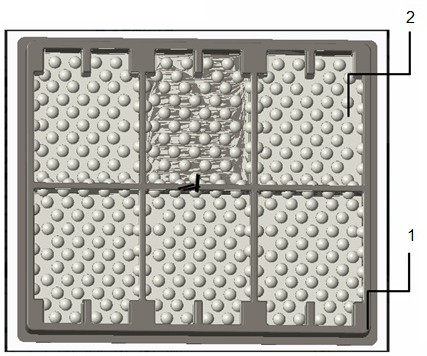
图1是本发明的锂离子电池防护保护PVC泡膜盒结构示意图。
图中1-一次注塑液体状胶料PVC、2-二次注塑液体状胶料气泡膜。
具体实施方式
下面结合具体实施例对本发明进行详细描述,本部分的描述仅是示范性和解释性,不应对本发明的保护范围有任何的限制作用。
实施例1:
一种锂离子电池防护保护PVC泡膜盒制造工艺,其具体步骤如下:
1、步骤1:按照工艺要求设计对应型号、制作模具;
2、步骤2:首先,注塑设备预热15分钟,按配比加入原材料,搅拌均匀,烘烤1.5小时,然后把固体颗粒状态的胶料加入料斗,通过螺杆回料方式把胶粒送到熔化成液体状态,受到螺杆螺纹的裁切、压缩,使密度、粘度得到挤压均匀;其次注射充模过程:这过程是液体经过技量室中,炮筒中把已经预塑好的液体状胶料通过螺杆的推动力,把塑料注入模腔,此过程分为两个阶段:第一阶段,液体状的胶料由螺杆经过模具唧咀进入模腔,一直到填充满模腔为止;第二阶段是保压阶段,当第一阶段注射完成后还必须继续保持注射压力,维持液体流动,使模腔中的液体在未完全冷却之前,再进一步补压和增加产品密度,进行保压作用;
3、步骤3: 注射器机身温度控制450℃,冷解时间10秒;
4、步骤4:一次PVC人造革半成品成型,再二次气泡膜注塑注射充模。
实施例2:
一种锂离子电池防护保护PVC泡膜盒制造工艺,其具体步骤如下:
1、步骤1:按照工艺要求设计对应型号、制作模具;
2、步骤2:首先,注塑设备预热20分钟,按配比加入原材料,搅拌均匀,烘烤2小时,然后把固体颗粒状态的胶料加入料斗,通过螺杆回料方式把胶粒送到熔化成液体状态,受到螺杆螺纹的裁切、压缩,使密度、粘度得到挤压均匀;其次注射充模过程:这过程是液体经过技量室中,炮筒中把已经预塑好的液体状胶料通过螺杆的推动力,把塑料注入模腔,此过程分为两个阶段:第一阶段,液体状的胶料由螺杆经过模具唧咀进入模腔,一直到填充满模腔为止;第二阶段是保压阶段,当第一阶段注射完成后还必须继续保持注射压力,维持液体流动,使模腔中的液体在未完全冷却之前,再进一步补压和增加产品密度,进行保压作用;
3、步骤3:注射器机身温度控制500℃,冷解时间12秒;
4、步骤4:一次PVC人造革半成品成型,再二次气泡膜注塑注射充模。
实施例3:
一种锂离子电池防护保护PVC泡膜盒制造工艺,其具体步骤如下:
1、步骤1:按照工艺要求设计对应型号、制作模具;
2、步骤2:首先,注塑设备预热18分钟,按配比加入原材料,搅拌均匀,烘烤1.8小时,然后把固体颗粒状态的胶料加入料斗,通过螺杆回料方式把胶粒送到熔化成液体状态,受到螺杆螺纹的裁切、压缩,使密度、粘度得到挤压均匀;其次注射充模过程:这过程是液体经过技量室中,炮筒中把已经预塑好的液体状胶料通过螺杆的推动力,把塑料注入模腔,此过程分为两个阶段:第一阶段,液体状的胶料由螺杆经过模具唧咀进入模腔,一直到填充满模腔为止;第二阶段是保压阶段,当第一阶段注射完成后还必须继续保持注射压力,维持液体流动,使模腔中的液体在未完全冷却之前,再进一步补压和增加产品密度,进行保压作用;
3、步骤3:注射器机身温度控制480℃,冷解时间11秒;
4、步骤4:一次PVC人造革半成品成型,再二次气泡膜注塑注射充模。
本发明的制造工艺制造的锂离子电池防护保护PVC泡膜盒结构完美、形状变化无穷,使用本发明的PVC泡膜盒可以减少电池表面不同程度的破损、划伤、凸凹点、压痕不良,减少电池不良,降低厂商成本和报废率。
以上所述,仅是本发明的较佳实施例,并非对本发明的技术范围做出任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明的技术方案范围内。
- 一种锂离子电池防护保护PVC泡膜盒制造工艺
- 一种保护膜生产用吹膜机的膜泡内冷技术的冷却装置