一种弹性海绵体浇注成型工艺
文献发布时间:2023-06-19 10:13:22
技术领域
本发明涉及弹性海绵体领域,具体的说是一种弹性海绵体浇注成型工艺。
背景技术
海绵,是一种多孔材料,具有良好的吸水性,能够用于清洁物品,人们常用的海绵由木纤维素纤维或发泡塑料聚合物制成。另外,也有由海绵动物制成的天然海绵,大多数天然海绵用于身体清洁或绘画。另外,还有三类其他材料制成的合成海绵,分别为低密度聚醚(不吸水海绵)、聚乙烯醇(高吸水材料,无明显气孔)和聚酯。
弹性海绵是从液体进行注浇加工成各种不同尺寸不同形状,而在浇注成型的过程中还普遍存在以下问题:
(1)弹性海绵有多种不同尺寸形状,若同种形状的弹性海绵需要不同高度,那需要厂家花费资金购买相对应的模具进行浇注,或者需要人力在浇注成型后裁剪成需要的高度,从而提高了加工成本;
(2)在注浇液体浇注成型后,会出现内部气孔过多达不到要求的硬度或者弹性海绵内部注浇不均匀,有的地方较硬而有的地方较软,从而影响弹性海绵的质量。
为了解决上述问题,本发明提供了一种弹性海绵体浇注成型工艺。
发明内容
为了实现上述目的,本发明采用以下技术方案来实现:一种弹性海绵体浇注成型工艺,该弹性海绵体浇注成型工艺采用如下弹性海绵体浇注成型设备,该弹性海绵体浇注成型设备包括底座、浇注模具和辅助装置;底座下端面设置在地面上,底座的中部设置有浇注模具,浇注模具左右两端与底座内壁相连接,浇注模具的上方设置有辅助装置,辅助装置安装在底座之间,辅助装置下部通过滑动配合方式设置在浇注模具内;
所述的底座包括底板和安装板,底板左右对称设置在地面上,底板上端面均安装有安装板,安装板内侧中部安装有浇注模具,安装板上侧之间安装有辅助装置;
所述的浇注模具包括上模具、下模具和固定环,上模具的外壁中部固定套设有固定环,固定环外壁的左右两端为平面形状,固定环外壁的左右两端与安装板内侧相连接,上模具上端面中部开设有浇注孔,上模具下端面下模具的上端面相配合;具体工作时,通过工人或者机器将上模具的下端面放置下模具的上端面上,使上模具的下端面与下模具的上端面凹凸配合。
所述的辅助装置包括带动板、移动气缸、输料管、伸缩弹簧杆、安装架、调节机构、封口机构和开模机构,左侧安装板右端面中部开设有滑动槽,右侧安装板与左侧安装板相对应位置开设有滑动孔,带动板左端通过滑动配合方式设置在滑动槽内,带动板右侧外壁通过滑动配合方式设置在滑动孔内,带动板下端面靠近右端位置与移动气缸的伸缩端相连接,移动气缸的固定端与安装架内壁底部相连接,安装架左端面与右侧安装板的右端面相连接,带动板的上端面中部开设有通孔,通孔内壁与输料管上侧外壁相连接,输料管左右两侧均设左右伸缩弹簧杆,伸缩弹簧杆的上端与带动板下端面相连接,伸缩弹簧杆的下端与上模具的上端面相连接,输料管的外壁下侧固定套设有调节机构,左侧安装板与右侧安装板内侧均开设有安装槽,安装槽内均安装有封口机构,左侧安装板下端面中部开设有圆槽,圆槽上端安装有开模机构;具体工作时,根据要求的弹性海绵体尺寸大小通过移动气缸启动,移动气缸的伸缩端带动带动板向下移动,带动板通过输料管带动调节机构向下移动,从而通过移动调节机构的的位置对浇注模具内的浇注腔大小进行调节,再通过通过人工或者机器将注浇液体从输料管内注入浇注模具中,注浇液体随着输料管以及出料孔流入注浇模具中,当浇注液体将浇注模具内的浇注腔注满后,调节机构产生震动将浇注液体内的气泡消除,使浇注液体更加均匀,移动气缸再次启动,移动气缸的伸缩端通过输料管带动调节机构向上移动至原先位置,这时封口机构从两侧向中间移动,通过伸缩弹簧杆带动输料管向上弹出,通时封口机构将通孔堵住,等注浇液体凝固成型后,通过开模机构带动下模具向下移动,使凝固成型的弹性海绵体向下移动,通过工人或者机器将弹性海绵体取出。
使用上述弹性海绵体浇注成型设备对弹性海绵体进行浇注成型的工艺包括如下步骤:
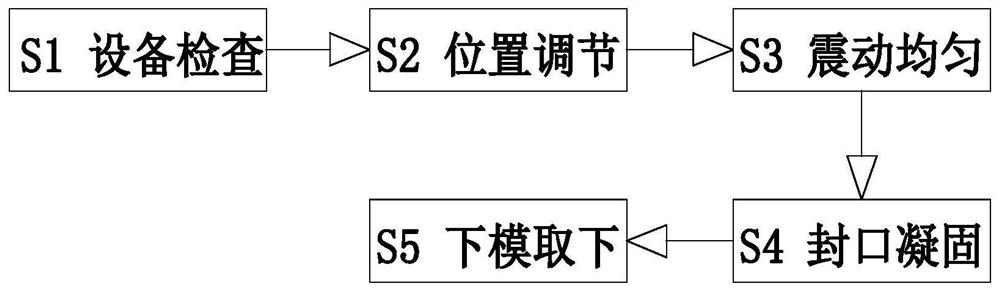
S1、设备检查:在启用该弹性海绵体浇注成型设备对弹性海绵体进行浇注成型之前,对设备运行进行检查;
S2、位置调节:通过工人或者机器将上模具的下端面放置下模具的上端面上,使上模具的下端面与下模具的上端面凹凸配合后,根据要求的弹性海绵体尺寸大小通过移动气缸将调节机构的位置进行调节;
S3、震动均匀:通过人工或者机器将注浇液体从输料管内注入模具中后,通过调节机构震动将注浇液体内的气体压出;
S4、封口凝固:通过移动气缸带动输料管和调节机构向上移动至原先位置,封口机构从两侧向中间移动,通过伸缩弹簧杆带动输料管向上弹出,通时封口机构将通孔堵住;
S5、下模取出:等注浇液体凝固成型后,通过开模机构带动下模具向下移动,使凝固成型的弹性海绵体向下移动,通过工人或者机器将弹性海绵体取出。
优选的,所述的上模具的下端呈外凸的环形结构,下模具的上端与上模具的下端相对应的位置开设有环形槽,环形槽形状和尺寸大小与上模具的下端相同,上模具的下端与下模具的上端凹凸配合。具体工作时,通过上模具的下端与下模具的上端相配合,从而保证上模具与下模具之间相贴合。
优选的,所述的调节机构包括隔板、橡胶圆板、环板和震动杆,橡胶圆板上端面中部开设有圆盘槽,隔板外壁与下端面均与圆盘槽相连接,隔板上端面与输料管相对应位置开设有连接孔,连接孔从隔板上端面开设至橡胶圆板下端面,输料管外壁下侧通过滑动配合方式与连接孔内壁相连接,橡胶圆板的下端面靠近外壁位置安装有环板,环板外壁与上模具内壁相贴合,环板外壁沿其周向方向均开设有长方槽,长方槽内均设置有震动杆。具体工作时,通过隔板设置在橡胶圆盘内,橡胶圆盘与注浇模具内壁相贴合,从而防止了注浇液体从缝隙中溢出,当浇注液体将浇注模具内的浇注腔注满后,震动杆启动,震动杆震动带动环板震动,从而将注浇液体中流淌时产生的气泡消除,也使注浇液体更加均匀。
优选的,所述的封口机构包括电动推杆、推动杆、复位弹簧和限位块,电动推杆的固定端设置在安装槽里,电动推杆的伸缩端与推动杆相连接,上模具的外壁靠近上端面位置左右对称开设有圆孔,推动杆外壁通过滑动配合方式设置在圆孔内,输料管外壁下侧左右两端均开设有矩形槽,矩形槽内安装有多个复位弹簧,复位弹簧的末端连接有限位块,橡胶圆板外壁与限位块相对应位置开设有移动孔,移动孔与矩形槽相连通。具体工作时,当输料管带动橡胶圆板和隔板向上移动至制动位置时,电动推杆启动,电动推杆的伸缩端带动推动杆从两侧向中间移动,推动杆从两侧向中间移动带动限位块移动至矩形槽内,在伸缩弹簧杆的作用下,输料管向上移动,同时推动杆继续向中间移动至两端相贴合位置,从而将注浇口封住;
优选的,所述的开模机构包括电动伸缩杆、带动杆和滑动杆,安装板的内侧均开设有滑槽,电动伸缩杆的伸缩端与带动杆的一端相连接,带动杆的另一端与下模具的外壁相连接,下模具的外壁右端安装有滑动杆,滑动杆右端与带动杆外壁均与滑槽通过滑动配合方式相连接。具体工作时,当注浇液体凝固成型后,电动伸缩杆启动,电动伸缩杆的伸缩端带动带动杆和滑动杆在滑槽内向下方滑动,带动杆和滑动杆带动下模具向下方移动,通过下模具带动弹性海绵体向下移动。
优选的,所述的输料管的下部为从外向直径逐渐减小的圆台结构,输料管的下部外壁沿其周向方向均开设有出料孔。具体工作时,通过输料管的下部的形状防止在震动时注浇液体从进入输料管内,通过开设出料孔加快注浇液体流出。
本发明的有益效果是:
1.本发明通过调节机构可根据要求的弹性海绵体的高度大小上下移动移动调节机构的位置,对浇注模具内的浇注腔高度大小进行调节,从而能对不同高度要求的弹性海绵体进行浇注成型,从而节省了加工成本;通过调节机构内设置有震动杆,通过震动杆震动将注浇液体中流淌时产生的气泡消除,也使注浇液体更加均匀,从而提高了弹性海绵体的质量。
2.本发明设计的移动气缸的伸缩端带动带动板根据要求的弹性海绵体尺寸大小上下移动带动板通过输料管带动调节机构向下移动,从而通过移动调节机构的的位置对浇注模具内的浇注腔大小进行调节,从而能对不同高度要求的弹性海绵体进行浇注成型,节省了加工成本。
3.本发明设计的隔板设置在橡胶圆盘内,橡胶圆盘与注浇模具内壁相贴合,从而防止了注浇液体从缝隙中溢出,当浇注液体将浇注模具内的浇注腔注满后,震动杆启动,震动杆震动带动环板震动,从而将注浇液体中流淌时产生的气泡消除,也使注浇液体更加均匀。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明的流程图;
图2是本发明的立体示意图;
图3是本发明的俯视图;
图4是本发明的主视剖视图;
图5是本发明的图4中A-A向断面图;
图6是本发明的图4中B处局部放大图;
图7是本发明的图6中C-C向断面图。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
如图1到图7所示,一种弹性海绵体浇注成型工艺,该弹性海绵体浇注成型工艺采用如下弹性海绵体浇注成型设备,该弹性海绵体浇注成型设备包括底座1、浇注模具2和辅助装置3;底座1下端面设置在地面上,底座1的中部设置有浇注模具2,浇注模具2左右两端与底座1内壁相连接,浇注模具2的上方设置有辅助装置3,辅助装置3安装在底座1之间,辅助装置3下部通过滑动配合方式设置在浇注模具2内;
所述的底座1包括底板11和安装板12,底板11左右对称设置在地面上,底板11上端面均安装有安装板12,安装板12内侧中部安装有浇注模具2,安装板12上侧之间安装有辅助装置3;
所述的浇注模具2包括上模具21、下模具22和固定环23,上模具21的外壁中部固定套设有固定环23,固定环23外壁的左右两端为平面形状,固定环23外壁的左右两端与安装板12内侧相连接,上模具21上端面中部开设有浇注孔,上模具21下端面下模具22的上端面相配合;所述的上模具21的下端呈外凸的环形结构,下模具22的上端与上模具21的下端相对应的位置开设有环形槽,环形槽形状和尺寸大小与上模具21的下端相同,上模具21的下端与下模具22的上端凹凸配合。具体工作时,通过上模具21的下端与下模具22的上端相配合,从而保证上模具21与下模具22之间相贴合。
具体工作时,通过工人或者机器将上模具21的下端面放置下模具22的上端面上,使上模具21的下端面与下模具22的上端面凹凸配合。
所述的辅助装置3包括带动板31、移动气缸32、输料管33、伸缩弹簧杆34、安装架35、调节机构36、封口机构37和开模机构38,左侧安装板12右端面中部开设有滑动槽,右侧安装板12与左侧安装板12相对应位置开设有滑动孔,带动板31左端通过滑动配合方式设置在滑动槽内,带动板31右侧外壁通过滑动配合方式设置在滑动孔内,带动板31下端面靠近右端位置与移动气缸32的伸缩端相连接,移动气缸32的固定端与安装架35内壁底部相连接,安装架35左端面与右侧安装板12的右端面相连接,带动板31的上端面中部开设有通孔,通孔内壁与输料管33上侧外壁相连接,输料管33左右两侧均设左右伸缩弹簧杆34,伸缩弹簧杆34的上端与带动板31下端面相连接,伸缩弹簧杆34的下端与上模具21的上端面相连接,输料管33的外壁下侧固定套设有调节机构36,左侧安装板12与右侧安装板12内侧均开设有安装槽,安装槽内均安装有封口机构37,左侧安装板12下端面中部开设有圆槽,圆槽上端安装有开模机构38;所述的输料管33的下部为从外向直径逐渐减小的圆台结构,输料管33的下部外壁沿其周向方向均开设有出料孔33a。具体工作时,通过输料管33的下部的形状防止在震动时注浇液体从进入输料管33内,通过开设出料孔33a加快注浇液体流出。
具体工作时,根据要求的弹性海绵体尺寸大小通过移动气缸32启动,移动气缸32的伸缩端带动带动板31向下移动,带动板31通过输料管33带动调节机构36向下移动,从而通过移动调节机构36的的位置对浇注模具2内的浇注腔大小进行调节,再通过通过人工或者机器将注浇液体从输料管33内注入浇注模具2中,注浇液体随着输料管33以及出料孔33a流入注浇模具中,当浇注液体将浇注模具2内的浇注腔注满后,调节机构36产生震动将浇注液体内的气泡消除,使浇注液体更加均匀,移动气缸32再次启动,移动气缸32的伸缩端通过输料管33带动调节机构36向上移动至原先位置,这时封口机构37从两侧向中间移动,通过伸缩弹簧杆34带动输料管33向上弹出,通时封口机构37将通孔堵住,等注浇液体凝固成型后,通过开模机构38带动下模具22向下移动,使凝固成型的弹性海绵体向下移动,通过工人或者机器将弹性海绵体取出。
所述的调节机构36包括隔板361、橡胶圆板362、环板363和震动杆364,橡胶圆板362上端面中部开设有圆盘槽,隔板361外壁与下端面均与圆盘槽相连接,隔板361上端面与输料管33相对应位置开设有连接孔,连接孔从隔板361上端面开设至橡胶圆板362下端面,输料管33外壁下侧通过滑动配合方式与连接孔内壁相连接,橡胶圆板362的下端面靠近外壁位置安装有环板363,环板363外壁与上模具21内壁相贴合,环板363外壁沿其周向方向均开设有长方槽,长方槽内均设置有震动杆364。具体工作时,通过隔板361设置在橡胶圆盘内,橡胶圆盘与注浇模具内壁相贴合,从而防止了注浇液体从缝隙中溢出,当浇注液体将浇注模具2内的浇注腔注满后,震动杆364启动,震动杆364震动带动环板363震动,从而将注浇液体中流淌时产生的气泡消除,也使注浇液体更加均匀。
所述的封口机构37包括电动推杆371、推动杆372、复位弹簧373和限位块374,电动推杆371的固定端设置在安装槽里,电动推杆371的伸缩端与推动杆372相连接,上模具21的外壁靠近上端面位置左右对称开设有圆孔,推动杆372外壁通过滑动配合方式设置在圆孔内,输料管33外壁下侧左右两端均开设有矩形槽,矩形槽内安装有多个复位弹簧373,复位弹簧373的末端连接有限位块374,橡胶圆板362外壁与限位块374相对应位置开设有移动孔,移动孔与矩形槽相连通。具体工作时,当输料管33带动橡胶圆板362和隔板361向上移动至制动位置时,电动推杆371启动,电动推杆371的伸缩端带动推动杆372从两侧向中间移动,推动杆372从两侧向中间移动带动限位块374移动至矩形槽内,在伸缩弹簧杆34的作用下,输料管33向上移动,同时推动杆372继续向中间移动至两端相贴合位置,从而将注浇口封住;
所述的开模机构38包括电动伸缩杆381、带动杆382和滑动杆383,安装板12的内侧均开设有滑槽,电动伸缩杆381的伸缩端与带动杆382的一端相连接,带动杆382的另一端与下模具22的外壁相连接,下模具22的外壁右端安装有滑动杆383,滑动杆383右端与带动杆382外壁均与滑槽通过滑动配合方式相连接。具体工作时,当注浇液体凝固成型后,电动伸缩杆381启动,电动伸缩杆381的伸缩端带动带动杆382和滑动杆383在滑槽内向下方滑动,带动杆382和滑动杆383带动下模具22向下方移动,通过下模具22带动弹性海绵体向下移动。
使用上述弹性海绵体浇注成型设备对弹性海绵体进行浇注成型的工艺包括如下步骤:
S1、设备检查:在启用该弹性海绵体浇注成型设备对弹性海绵体进行浇注成型之前,对设备运行进行检查;
S2、位置调节:通过工人或者机器将上模具21的下端面放置下模具22的上端面上,使上模具21的下端面与下模具22的上端面凹凸配合后,根据要求的弹性海绵体尺寸大小通过移动气缸32将调节机构36的位置进行调节;
S3、震动均匀:通过人工或者机器将注浇液体从输料管33内注入模具中后,通过震动杆震动带动环板震动,从而将注浇液体中流淌时产生的气泡消除,也使注浇液体更加均匀。
S4、封口凝固:当输料管带动橡胶圆板和隔板向上移动至制动位置时,电动推杆的伸缩端带动推动杆从两侧向中间移动,推动杆从两侧向中间移动带动限位块移动至矩形槽内,在伸缩弹簧杆的作用下,输料管向上移动,同时推动杆继续向中间移动至两端相贴合位置,从而将注浇口封住;
S5、下模取出:等注浇液体凝固成型后,电动伸缩杆的伸缩端带动带动杆382和滑动杆在滑槽内向下方滑动,带动杆和滑动杆带动下模具向下方移动,通过下模具带动弹性海绵体向下移动。通过工人或者机器将弹性海绵体取出。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种弹性海绵体浇注成型工艺
- 一种热塑性弹性体发泡颗粒浇注成型工艺