一种曲轴月牙槽的尺寸检验工装
文献发布时间:2023-06-19 10:16:30
技术领域
本发明涉及工装夹具技术领域,具体为一种曲轴月牙槽的尺寸检验工装。
背景技术
曲轴不同于普通轴,其两端为偏心连接,加工时其两端钻孔的偏心度较难把控,并且曲轴外周开设的月牙槽精度需要多次检验合格后方可作为成品出厂;现有技术中检验曲轴月牙槽精度多采用人工手持标准插块插入月牙槽内,以检测月牙槽的槽宽及槽深是否满足要求,但是由于人工操作经验存在差异,手持标准插块检测精度低下,并且曲轴也无法实现有效定位。
因此,如何设计一种尺寸检验工装,专门用于检验曲轴周向外壁月牙槽的开设精度,提高检验效率及检验精度,是本领域技术人员亟待解决的问题。
通过公开专利检索,发现以下对比文件:
CN201120323995.7-能检验相位角及灵活分度的曲轴加工装夹装置,公开了一种能检验相位角及灵活分度的曲轴加工装夹装置,它由夹装台与分度盘弹簧夹组成,其夹装台由底板、两V形架块、两定位块、两压紧部件组成,在底板上安装有V形架块;在底板中后段安装有连杆颈定位块,在靠近连杆颈定位块附近的底板上安装有一个压紧部件,在V形架块的前端底板上安装着一个传动销定位块,在传动销定位块前端也安装有一传动销压紧部件;分度盘弹簧夹由圆形盘体、松紧螺钉及传动销组成,在盘体中心开有套孔,该套孔上开有松紧槽,在松紧槽的两侧开有螺纹孔和松紧螺钉;分度盘弹簧夹盘体上安装有传动销。这种结构的分度盘装夹装置;可以避免分度盘弹簧夹安装位置不稳定,定位连杆颈定位失效的问题,同时降低劳动强度提高装夹效率。
经分析,上述公开专利中的曲轴工装与本申请在结构及功能上均存在较大差异,固不影响本申请的新颖性。
发明内容
本发明的目的在于克服现有技术的不足之处,提供一种曲轴月牙槽的尺寸检验工装,该检验工装可同时对曲轴进行径向、轴向及周向的锁紧定位,并且通过规范化的检验压臂为标准插块提供多次检验中均可保证插接位置一致性的插接动力,进而提高曲轴月牙槽的检验精度,并且提高检验效率。
一种曲轴月牙槽的尺寸检验工装,包括检验块,该检验块的顶部一侧开设有向下凹陷并径向定位曲轴的定位槽,检验块的顶部另一侧铰装连接有调节压合在曲轴上的检验单元;定位槽的开口处固装有周向定位曲轴的定位块,且定位槽下方的检验块侧壁上定位插接有轴向定位曲轴的L型定位臂;L型定位臂的一端滑动插接在检测块内部,该L型定位臂的另一端伸出检测块并向上延伸,且伸出检测块的L型定位臂的一端穿透并螺纹连接有轴向定位曲轴的定位销。
而且,检验单元包括检验压臂及标准插块,其中检验压臂的底部铰装连接在检验块的顶面上,该检验压臂的中部固装有侧向伸出检验压臂的标准插块;标准插块的插接检验端由检验压臂提供旋转动力并调节压合在曲轴周向外壁上开设的月牙槽内。
而且,定位块螺栓固接在检验块顶面的定位槽开口处,该定位块上制出有沿竖直方向贯通的定位孔;定位孔通过其内部插接的定位螺栓与曲轴外周的突出部螺纹连接。
而且,L型定位臂上制出有定位凸台,该定位凸台卡接在检验块侧壁上并限制L型定位臂插接入检验块内部的最大深度。
本发明的优点和技术效果是:
本发明的一种曲轴月牙槽的尺寸检验工装,通过检验块提供主体支撑,检验块上的检验单元用于铰装支撑标准插块,使标准插块准确无误地插接到曲轴外周的月牙槽上,以标准插块能否插入月牙槽内为精度判断依据;通过检验块顶部的定位槽径向定位曲轴,通过定位块与曲轴突出部螺纹连接实现曲轴的周向定位;并且通过插接在检验块侧壁上的L型定位臂及定位销轴向定位曲轴;最后L型定位臂滑动插接在检验块的侧壁上,并且通过定位凸台定位L型定位臂在检验块内部的插接深度,该结构可为在定位槽内放置及取出曲轴提供方便,无需每次定位曲轴时都拆除定位销,避免二者产生连接误差。
本发明的一种曲轴月牙槽的尺寸检验工装,可同时对曲轴进行径向、轴向及周向的锁紧定位,并且通过规范化的检验压臂为标准插块提供多次检验中均可保证插接位置一致性的插接动力,进而提高曲轴月牙槽的检验精度,并且提高检验效率,是一种具有较高创造性的曲轴月牙槽的尺寸检验工装。
附图说明
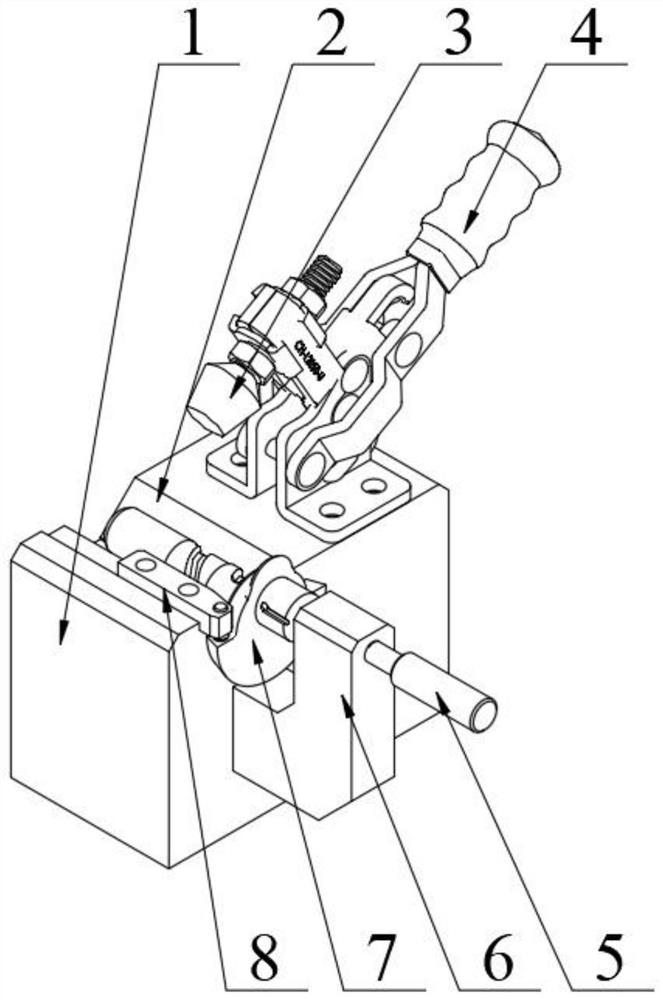
图1为本发明的立体图;
图2为本发明的俯视图;
图3为本发明的侧视图;
图4为图3中A-A截面的剖视图;
图中:1-检验块;2-定位槽;3-标准插块;4-检验压臂;5-定位销;6-L型定位臂;7-曲轴;8-定位块;9-定位孔;10-定位凸台。
具体实施方式
为能进一步了解本发明的内容、特点及功效,兹例举以下实施例,并配合附图详细说明如下。需要说明的是,本实施例是描述性的,不是限定性的,不能由此限定本发明的保护范围。
一种曲轴月牙槽的尺寸检验工装,包括检验块1,该检验块的顶部一侧开设有向下凹陷并径向定位曲轴7的定位槽2,检验块的顶部另一侧铰装连接有调节压合在曲轴上的检验单元;定位槽的开口处固装有周向定位曲轴的定位块8,且定位槽下方的检验块侧壁上定位插接有轴向定位曲轴的L型定位臂6;L型定位臂的一端滑动插接在检测块内部,该L型定位臂的另一端伸出检测块并向上延伸,且伸出检测块的L型定位臂的一端穿透并螺纹连接有轴向定位曲轴的定位销5。
而且,检验单元包括检验压臂4及标准插块3,其中检验压臂的底部铰装连接在检验块的顶面上,该检验压臂的中部固装有侧向伸出检验压臂的标准插块;标准插块的插接检验端由检验压臂提供旋转动力并调节压合在曲轴周向外壁上开设的月牙槽内。
而且,定位块螺栓固接在检验块顶面的定位槽开口处,该定位块上制出有沿竖直方向贯通的定位孔9;定位孔通过其内部插接的定位螺栓与曲轴外周的突出部螺纹连接。
而且,L型定位臂上制出有定位凸台10,该定位凸台卡接在检验块侧壁上并限制L型定位臂插接入检验块内部的最大深度。
另外,本发明优选的,标准插块及检验压臂均采用现有技术中的成熟产品,其连接方式均采用现有技术中的成熟技术手段。
为了更清楚地说明本发明的具体实施方式,下面提供一种实施例:
本发明的一种曲轴月牙槽的尺寸检验工装,该检验工装在检验前需先进行定标固定,此时需选用带有标准尺寸月牙槽的曲轴,并将其安装在定位槽内,并于定位块螺栓连接,而后将L型定位臂插接在检验块的最深处直至定位凸台侧壁顶压支撑在检验块的侧壁上,再螺纹拧紧定位销,使定位销卡接在曲轴端部开设的轴孔内,最后松开检验压臂与标准插块的连接,下压检验压臂使标准插块准确插接定位在曲轴轴向外壁上的月牙槽内,再拧紧标准插块与检验压臂的连接;由此完成检验工装的定标固定工序,而后拔出L型定位臂并松开定位块上的螺栓,取出标准曲轴,最后即可以此标准轴为基准快速检验曲轴月牙槽的槽深、槽宽及槽位。
本发明的未述之处均采用现有技术中的成熟产品及成熟技术手段。
应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
- 一种曲轴月牙槽的尺寸检验工装
- 一种曲轴月牙槽的尺寸检验工装