一种用于液压衬套的组装装置及加工工艺
文献发布时间:2023-06-19 10:18:07
技术领域
本发明涉及一种用于液压衬套的组装装置,属于机械加工技术领域。
背景技术
液压橡胶衬套内部设计有各种流道,并充满了液体;当衬套受到冲击,冲击能量会被液体迅速吸收,从而消除了传递到车厢的冲击或震动,最终实现舒适性的提高。
液压衬套内部结构主要由橡胶件部分、储液腔以及流道组成,其中内部储液腔和流道充满了阻尼液;当衬套受到振动源冲击,阻尼液会在流道中流动,冲击能量被迅速吸收,从而消除了振动。
目前常用的液压衬套液体填充方式是采用干式罐装衬套,或者是采用人工湿式手动罐装,干式罐装有一个明细的缺陷,就是充液量不能保证,不能有效填充型腔,且干式罐装对于衬套类是不适合,没有充满型腔对衬套的耐久性比较差,腔内压力小,从而影响动态性能。而湿式手动罐装,明显效率低下,工作安全风险大,防错,混料问题很多。
因此,一种用于液压衬套的组装装置是很有必要的。
发明内容
为了克服现有技术的不足,本发明提供了一种用于液压衬套的组装装置及加工工艺。
本发明是通过以下技术方案来实现的:
一种用于液压衬套的组装装置,包括工作台,所述工作台上设置有液槽,所述液槽内设置有配合使用的固定块和顶升杆,所述工作台上还设置有夹持装置,所述夹持装置包括支撑柱和可在支撑柱上移动的安装架,所述安装架上设置有滑轨,一夹具可在所述滑轨内滑动;所述支撑柱和滑轨垂直设置;所述工作台上还设置有下压装置。
所述的一种用于液压衬套的组装装置,所述固定块上设置有固定槽,所述顶升杆可通过所述固定槽。
所述的一种用于液压衬套的组装装置,所述下压装置包括支撑架,所述支撑架上设置有驱动装置和驱动装置驱动的下压块。
所述的一种用于液压衬套的组装装置,所述夹具包括夹具主体和仿形夹具头,所述夹具主体通过螺钉与夹具头相连。
所述的一种用于液压衬套的组装装置,所述液槽内设置有感应器。
所述的一种用于液压衬套的组装装置,还包括与工作台配合的上料装置,所述上料装置包括一旋转盘,所述旋转盘上设置有至少两组定位工装,所述定位工装包括橡胶体固定件和流道固定件。
所述的一种用于液压衬套的组装装置,所述橡胶体固定件处设置有防错凸起。
一种液压衬套的加工工艺,采用所述的组装装置,包括以下几个步骤:
(1)固定工件:衬套一部分套在橡胶体上,将橡胶体固定在液槽内,流道固定在夹具上;
(2)组装:将流道在液槽内安装在橡胶体上;
(3)压装:将衬套压入橡胶体外侧,装配完成;
(4)后处理:将装配完成的液压衬套甩干后进行清洗;清洗后进行烘干,烘干后的液压衬套即可包装。
本发明所达到的有益效果:
本发明的加工工艺采用全自动机械完成,减少了劳动力,同时,提高了加工效率,能够充分保证液压衬套充液量,适合大规模生产。
本发明的组装装置结构简单,能够自动对液压衬套进行组装,提高了生产效率,同时,组装出来的液压衬套充液量可以得到保证。
附图说明
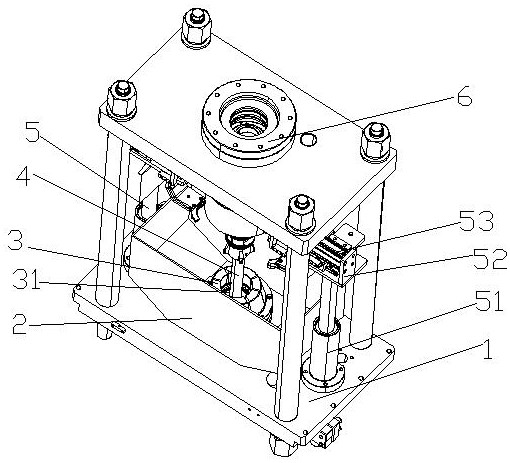
图1是本发明的结构示意图。
图2是本发明的侧视图。
图3是图2中AA向剖视图。
图4是上料装置的结构示意图。
图5是液压衬套产品的剖视图。
图中:1、工作台,2、液槽,3、固定块,31、固定槽,4、顶升杆,5、夹持装置,51、支撑柱,52、安装架,53、滑轨,54、夹具,541、夹具主体,542、仿形夹具头,543、螺钉,6、下压装置,61、支撑架,62、驱动装置,63、下压块,7、感应器,8、旋转盘,9、橡胶体固定件,10、流道固定件,11、防错凸起,12、橡胶体,13、流道,14、衬套。
具体实施方式
下面对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
如图所示,本发明的一种用于液压衬套的组装装置,包括工作台1,所述工作台1上设置有液槽2,所述液槽2内设置有配合使用的固定块3和顶升杆4,所述工作台1上还设置有夹持装置5,所述夹持装置5包括支撑柱51和可在支撑柱51上移动的安装架52,所述安装架2上设置有滑轨53,一夹具54可在所述滑轨53内滑动;所述支撑柱51和滑轨53垂直设置;所述工作台1上还设置有下压装置6。
如图5所示,液压衬套产品包括位于中间的橡胶体12以及与橡胶体12卡合的两个流道13,还包括套在最外面的衬套14。
在加工时,液槽2内装满液体,橡胶体12放置在固定块3处进行固定,浸泡在液槽2内,夹持装置5夹持两个流道13,然后安装架52向下移动,带动流道13也浸泡在液槽2内,然后夹具54在滑轨53内滑动,将流道13卡合在橡胶体12内,此时,流道13和橡胶体12之间充满液体,夹具54退开,下压装置6将衬套14下压,套在橡胶体12和流道13外围,下压装置6退开,顶升杆4将橡胶体12顶起,组装好的液压衬套进入后续加工。
更进一步地,所述固定块3上设置有固定槽31,所述顶升杆4可通过所述固定槽31,通过固定槽31对橡胶体12进行固定,方便快捷,同时,方便顶升杆4将橡胶体12顶起。顶升杆4可通过电机驱动。
更进一步地,所述下压装置6包括支撑架61,所述支撑架61上设置有驱动装置62和驱动装置62驱动的下压块63。通过下压块63将衬套14下压,套设在橡胶体12外侧。
更进一步地,所述夹具54包括夹具主体541和仿形夹具头542,所述夹具主体541通过螺钉543与夹具头542相连。采用仿形夹具头542夹持流道13,
更进一步地,所述液槽2内设置有感应器7,通过感应器7感应液槽2内液体的液面高度,如果降到某一位置,提示加液,确保液槽2内的液体够用。
更进一步地,还包括与工作台1配合的上料装置,所述上料装置包括一旋转盘8,所述旋转盘8上设置有至少两组定位工装,所述定位工装包括橡胶体固定件9和流道固定件10。采用人工上料的方法,操作者将衬套14套在橡胶体12的一部分上,然后将橡胶体12放置在橡胶体固定件9处,流道13放置在流道固定件10处,然后旋转盘8转动,带动定位工装到下一个工位,机械手(未示出)抓取橡胶体12和流道13分别置于固定块3和夹具54处;另一组定位工装转动至操作者面前,继续上料操作。
更进一步地,所述橡胶体固定件9处设置有防错凸起11,防止操作者误操作,保证加工的准确度。
一种液压衬套的加工工艺,包括以下几个步骤:
(1)上料:操作者将衬套14套在橡胶体12的一部分上,然后将橡胶体12放置在橡胶体固定件9处,流道13放置在流道固定件10处,然后旋转盘8转动,带动定位工装到下一个工位,另一组定位工装转动至操作者面前,继续上料操作;
(2)灌装:机械手(未示出)从上料装置上抓取橡胶体12和流道13分别置于固定块3和夹具54处;将流道13在液槽2内安装在橡胶体12上,保证流道13和橡胶体12之间充满液体;
(3)压装:在液槽2内,将衬套压入橡胶体外侧,装配完成;
(4)后处理:将装配完成的液压衬套甩干后置于热水清洗桶内进行循环清洗;清洗后进行烘干,烘干后的液压衬套即可包装。
其中,甩干工位使用加速度为7.8进行10s的甩干工作,使产品没有液体残留在产品表面;烘干温度为100+-5,时间5min。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
- 一种用于液压衬套的组装装置及加工工艺
- 一种用于液压衬套的刚度调节装置和液压衬套