一种加工螺母的铣用装置
文献发布时间:2023-06-19 10:21:15
技术领域
本发明涉及机械加工技术领域,具体是涉及一种加工螺母的铣用装置。
背景技术
目前端块螺母因螺母外形和返向槽尺寸较大,两端返向槽均在加工中心完成,原采用定位套和圆盘的工装,需逐个校正螺母的外圆中心,其次要找平工装平面,且每个螺母两端要重复两次校正和找平,非加工的时间要花费40分钟,且定位套工装容易在交班过程中出错,不能满足批量加工的要求。
发明内容
本发明目的,提供了一种工艺合理,生产效率高、节省时间,可以批量加工的一种加工螺母的铣用装置。
为了克服背景技术中存在的缺陷,本发明解决其技术问题所采用的技术方案是:
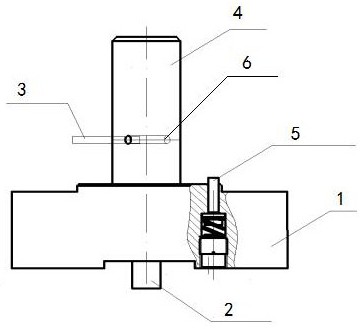
一种加工螺母的铣用装置,其特征在于:包括底座1、底座定位键2、径向定位销3、定位轴4、端面弹性定位销5;所述底座1上设有与螺母的螺线端面孔相适配的端面弹性定位销5,底座定位键2设置在底座1的底部;所述定位轴4垂直于底座1并通过底座定位键2固定在底座1;在定位轴4上设有用来固定螺母的径向定位销3和定位销孔6。
进一步的设计在于:所述定位轴4上设有用于安装径向定位销3的定位销孔6,该定位销孔为腰形。
进一步的设计在于:所述定位键2镶嵌在底座1中心的台板燕尾槽内。
本发明有益效果避免安装错误,缩短校平定位套的时间,提高工装的稳定性,避免大迟刀时工装产生意外偏移,提高加工的稳定性。
附图说明
图1是本发明结构示意图;
图2是本发明螺母加工示意图一;
图3是本发明螺母加工示意图二。
具体实施方式
下面将结合本发明实施例中的附图,对本发明的技术方案进行清楚、完整地描述。
一种加工螺母的铣用装置,其特征在于:包括底座1、底座定位键2、径向定位销3、定位轴4、端面弹性定位销5;所述底座1上设有与螺母的螺线端面孔相适配的端面弹性定位销5,底座定位键2设置在底座1的底部;所述定位轴4垂直于底座1并通过底座定位键2固定在底座1;在定位轴4上设有用来固定螺母的径向定位销3和定位销孔6。
进一步的设计在于:所述定位轴4上设有用于安装径向定位销3的定位销孔6,该定位销孔为腰形,腰形孔有利于销子的安装,用于加工螺母第一个端面的返向槽,避免撂地安装错误。
进一步的设计在于:所述定位键2镶嵌在底座1中心的台板燕尾槽内,该设计提高工装的稳定性,避免大迟刀时工装产生意外偏移,提高加工的稳定性
如图2所示端面定位销设计为弹性定位销,这样在使用径向定位销加工第一个端面的返向槽时,端面定位销可以隐藏在底座下面,避免与螺母端面造成干涉。
如图3所示在加工第二个端面返向槽时,弹性定位销与螺母端面定位孔配合确定返向槽加工位置,缩短校平定位套的时间。
本发明在加工中工装只需校正一次,每班次复检工装位置,非加工的准备时间仅1分钟,不仅提高了加工效率,也提高了螺母加工的准确度和加工一致性,对后续滚道加工提供了良好的准备。
- 一种加工螺母的铣用装置
- 一种螺母铣槽机的上料装置