一种基于氟树脂的透明高频高速覆铜板生产装置及生产方法
文献发布时间:2023-06-19 10:25:58
技术领域
本发明涉及用于制作5G天线透明基材的覆铜板生产技术领域,具体地说,涉及一种覆铜板生产装置及生产方法。
背景技术
随着5G时代的到来,各种5G通信设备的频率更高、传输速度更快,从而对设备所使用的电子材料的介电常数和介电损耗因子等提出更高的要求。传统的环氧基覆铜板及聚酰亚胺基的覆铜板已经不能达到高频通信所必需的电性能要求,PFA高分子材料由于其具备的低吸湿、耐化性佳、高阻气性以及极低的介电常数和介电损耗因子,使其成为5G时代用来生产覆铜板的最重要的基础材料。
现有技术中采用PFA材料制作覆铜板的方法都是先将PFA树脂切片熔融后流延成膜,然后将成膜的PFA材料和铜箔压合形成覆铜板。软板制造商再利用覆铜板和其他生产材料,加工制造FPC(Flexible Printed Circuit,柔性电路板)软板,最后天线模组制造商根据不同的天线设计将FPC软板加工成天线模组。
发明内容
有鉴于此,本发明提供一种覆铜板生产装置及生产方法,克服了现有技术中在生产覆铜板的过程中需要先将PFA树脂切片成膜的限制,并且提高了覆铜板的生产速度。
根据本发明的一个方面,提供一种覆铜板生产装置,沿着金属箔的传动方向,所述装置包括:
螺杆挤出机;
至少一金属箔放卷机构,用于传动金属箔放卷滚动;
至少一热压辊组,每一所述热压辊组包含相对设置的两个热压辊;所述螺杆挤出机将PFA树脂切片熔化后挤出至贴附于热压辊表面的一层金属箔的表面,并沿金属箔的表面传动至所述热压辊组中相对的热压辊之间;所述热压辊组将所述PFA树脂切片与所述金属箔压合,形成覆铜板;
至少两组冷却辊组,用于对所述覆铜板冷却;每一所述冷却辊组包含两个冷却辊,且每一所述冷却辊组中的冷却辊分布于所述覆铜板的两侧;
以及一成品收卷机构,用于传动冷却后的所述覆铜板收卷滚动。
优选地,所述热压辊组中热压辊的温度小于所述PFA树脂切片的熔点温度,且大于所述PFA树脂切片的热变形温度。
优选地,所述螺杆挤出机包含有相通的料斗和料筒,所述PFA树脂切片从所述料斗中加入,进入所述料筒中加热;所述料筒的两端分别为加料口和T型模头,沿着所述PFA树脂切片的传动方向,所述加料口和T型模头之间依次具有三个分区;且所述三个分区的温度逐渐升高,T型模头的温度小于所述三个分区中第三个分区的温度。
优选地,所述螺杆挤出机具有T型模头,所述热压辊组位于充氮容器中;所述螺杆挤出机通过所述T型模头将所述PFA树脂切片挤出,所述T型模头与两个热压辊相接触的部分存在一预设距离,该热压辊归属于靠近所述T型模头的所述热压辊组。
优选地,所述热压辊组和所述冷却辊组之间和/或所述冷却辊组和所述成品收卷机构之间设有厚度测量机构,所述厚度测量机构分别与所述螺杆挤出机以及所述热压辊组电性连接,所述厚度测量机构用于测量所述覆铜板的厚度;所述螺杆挤出机根据所述厚度测量机构的测量结果调节T型模头单位时间内挤出PFA树脂切片的容量,所述热压辊组根据所述厚度测量机构的测量结果调节热压辊滚动的速度。
优选地,所述金属箔放卷机构具有两个,位于所述金属箔表面的所述PFA树脂切片被传送至两层金属箔之间进行压合。
优选地,所述装置还包括至少一保护膜放卷机构以及至少一保护膜收卷机构,所述保护膜放卷机构用于传动保护膜放卷滚动,所述保护膜收卷机构用于将保护膜从覆铜板的表面剥离并收卷;所述保护膜收卷机构的数量与所述保护膜放卷机构的数量相同。
优选地,沿着所述覆铜板的传动方向,同一所述冷却辊组中的冷却辊的温度相同,不同所述冷却辊组中的冷却辊温度逐渐降低。
优选地,所述装置还包括两个保护膜放卷机构,所述保护膜放卷机构用于传动保护膜放卷滚动;所述金属箔位于两层保护膜之间,并与所述PFA树脂切片以及所述保护膜压合形成表面带有保护膜的所述覆铜板。
优选地,所述装置还包括两个修边机构,两个所述修边机构位于所述冷却辊组和所述成品收卷机构之间,且分布于所述覆铜板的两侧;所述修边机构用于对所述覆铜板在收卷之前进行修边,以使所述金属箔和所述PFA树脂切片的边缘对齐。
优选地,所述热压辊为电磁加热辊,所述金属箔为铜箔。
根据本发明的另一个方面,提供一种覆铜板生产方法,采用上述覆铜板生产装置生产覆铜板,所述方法包括以下步骤:
S10,将PFA树脂切片输送至螺杆挤出机中,并升温将所述PFA树脂切片熔化;
S20,控制金属箔放卷机构传动金属箔放卷滚动;
S30,控制所述螺杆挤出机将所述PFA树脂切片熔化后挤出至贴附于热压辊表面的一层金属箔的表面,并沿金属箔的表面传动至所述热压辊组中相对的热压辊之间;
S40,控制所述热压辊组将所述PFA树脂切片和所述金属箔压合,形成覆铜板;
S50,控制冷却辊组对所述覆铜板进行冷却;
S60,控制修边机构对所述覆铜板进行修边定宽;
S70,控制成品收卷机构对冷却后的所述覆铜板收卷。
优选地,所述热压辊组中热压辊的温度小于所述PFA树脂切片的熔点温度,且大于所述PFA树脂切片的热变形温度。
优选地,所述螺杆挤出机包含有相通的料斗和料筒,所述PFA树脂切片从所述料斗中加入,进入所述料筒中加热;所述料筒的两端分别为加料口和T型模头,沿着所述PFA树脂切片的传动方向,所述加料口和T型模头之间依次具有三个分区;且所述三个分区的温度逐渐升高,T型模头的温度小于所述三个分区中第三个分区的温度。
优选地,所述螺杆挤出机具有T型模头,所述T型模头以及所述热压辊组均位于充氮容器中;所述螺杆挤出机通过所述T型模头将所述PFA树脂切片挤出,所述T型模头与两个热压辊相接触的部分存在一预设距离,该热压辊归属于靠近所述T型模头的所述热压辊组。
优选地,所述金属箔放卷机构具有两个,所述覆铜板生产装置还包括两个保护膜放卷机构以及两个保护膜收卷机构;
所述步骤S10还包括:控制所述保护膜放卷机构传动保护膜放卷滚动;
所述步骤S30包括:
控制所述热压辊组将所述PFA树脂切片、所述金属箔以及所述保护膜压合形成表面带有保护膜的所述覆铜板;所述PFA树脂切片位于两层所述金属箔之间,所述金属箔均位于两层所述保护膜之间;
所述步骤S50和所述步骤S70之间还包括步骤S60:控制所述保护膜收卷机构将所述保护膜从覆铜板的表面剥离并收卷。
优选地,所述热压辊组和所述冷却辊组之间和/或所述冷却辊组和所述成品收卷机构之间设有厚度测量机构,所述厚度测量机构分别与所述螺杆挤出机以及所述热压辊组电性连接,所述厚度测量机构用于测量所述覆铜板的厚度;
所述步骤S50和所述步骤S70之间包括步骤:
控制所述螺杆挤出机根据所述厚度测量机构的测量结果调节T型模头单位时间内挤出PFA树脂切片的容量;以及控制所述热压辊组根据所述厚度测量机构的测量结果调节热压辊滚动的速度。
本发明与现有技术相比的有益效果在于:
本发明提供的覆铜板生产装置及生产方法通过将PFA树脂切片加热熔化,并直接流延至金属箔表面,再通过热压辊组将中间状态下的PFA树脂切片与金属箔高温压合,形成覆铜板;克服了现有技术中需要先将PFA树脂切片成膜才能压合制作覆铜板的限制,并且明显提高了覆铜板的生产速度,将覆铜板的生产速度从2~3m/min提高至25~100m/min。
附图说明
此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
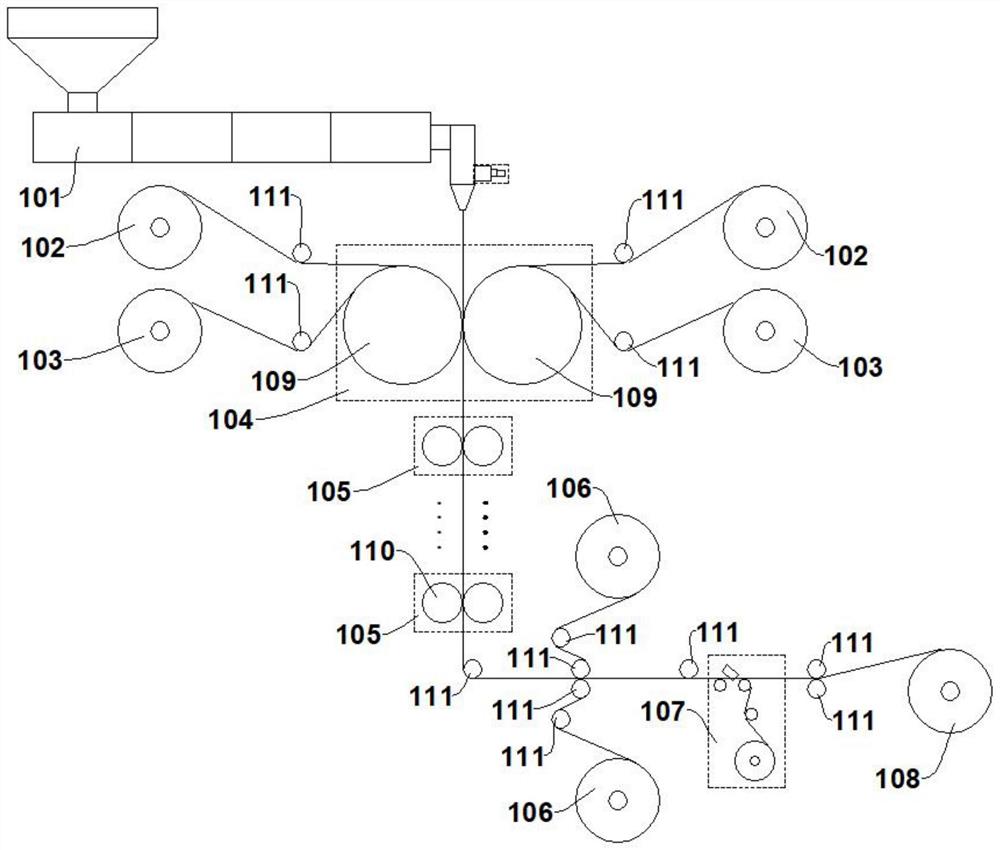
图1为本发明实施例公开的覆铜板生产装置的结构示意图;
图2为覆铜板生产装置中螺杆挤出机的结构示意图;
图3为本发明实施例公开的覆铜板生产装置生产的覆铜板的结构示意图;
图4为本发明实施例公开的覆铜板生产装置中修边机构结构示意图;
图5为本发明实施例公开的覆铜板生产方法的流程示意图;
图6为本发明另一实施例公开的覆铜板生产方法的流程示意图。
具体实施方式
现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的实施方式。相反,提供这些实施方式使得本发明将全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施方式中。在下面的描述中,提供许多具体细节从而给出对本公开的实施方式的充分理解。然而,本领域技术人员将意识到,可以实践本公开的技术方案而没有所述特定细节中的一个或更多,或者可以采用其它的方法、材料、装置等。在其它情况下,不详细示出或描述公知技术方案以避免模糊本公开的各方面。图中相同的附图标记表示相同或类似的结构,因而将省略它们的详细描述。
用语“一个”、“一”、“该”、“所述”和“至少一个”用以表示存在一个或多个要素/组成部分/等;用语“包括”、“具有”以及“设有”用以表示开放式的包括在内的意思并且是指除了列出的要素/组成部分/等之外还可存在另外的要素/组成部分/等。
如图1所示,本发明公开了一种覆铜板生产装置,用于将PFA树脂切片301加热熔化后与金属箔高温压合制作覆铜板。沿着金属箔的传动方向,上述装置包括螺杆挤出机101、至少一金属箔放卷机构102、至少一保护膜放卷机构103、至少一热压辊组104、至少两组冷却辊组105、至少一保护膜收卷机构106、至少一修边机组107以及一成品收卷机构108。
本实施例中,金属箔为铜箔302,保护膜放卷机构103放卷的保护膜为PI(Polyimide,聚酰亚胺)膜。上述金属箔放卷机构102、保护膜放卷机构103以及保护膜收卷机构106的数量均为两个,热压辊组104的数量为一个,但本申请对上述所有机构以及热压辊组104的数量、金属箔的类型均不作限定。
上述金属箔放卷机构102用于传动铜箔302放卷滚动。上述保护膜放卷机构103用于传动保护膜放卷滚动,上述保护膜收卷机构106用于将保护膜从覆铜板的表面剥离并收卷;上述保护膜收卷机构106的数量与上述保护膜放卷机构103的数量相同。在两层铜箔302的外侧表面分别覆设保护膜,可以防止铜箔302在高温环境下产生氧化,以及防止铜箔302受到磨损。
每一上述热压辊组104包含相对设置的两个热压辊110,每一热压辊组104中的热压辊110分布于行进中的铜箔302的两侧。上述螺杆挤出机101将PFA树脂切片301熔化后挤出至贴附于热压辊110表面的一层铜箔302的表面,并沿铜箔302的表面传动至上述热压辊组104中相对的热压辊110之间。也即本实施例中,螺杆挤出机与靠近其的两个热压辊相接触的部分之间存在一预设距离。具体来说,上述PFA树脂切片301被挤出后,先与一热压辊110表面的铜箔302接触,行进上述预设距离后,再与同一热压辊组104中的另一热压辊110表面的铜箔302接触。PFA树脂切片301在与另一层铜箔302接触之前需要在上述预设距离内传动,比如10cm,该预设距离的设置可以保证PFA树脂切片301在延展均匀后,再与铜箔302进行压合,保证了制作形成的覆铜板的良品率;同时有利于PFA树脂切片301的温度的降低,使PFA树脂切片301由熔化后的液态转换为中间状态,有利于覆铜板的制作成型。该中间状态为PFA树脂切片301的介于液态和固态之间的状态。
需要说明的是,为了使挤出后位于热压辊110表面的PFA树脂切片301保持上述中间状态,不能转换为液态或者固态,上述热压辊组104中热压辊110的温度小于上述PFA树脂切片301的熔点温度,且大于上述PFA树脂切片301的热变形温度。示例性地,上述PFA树脂切片301的熔点温度为310℃,热压辊110的温度为295℃。
上述热压辊组104将上述PFA树脂切片301与铜箔302压合,形成覆铜板。本实施例中,由于还具有保护膜,所以本实施例中热压辊组104将一层PFA树脂切片301、两层上述铜箔302以及两层保护膜压合在一起,形成表面带有保护膜的覆铜板。由于本实施例中的金属箔放卷机构102和保护膜放卷机构103各自具有两个,相应地,在该生产装置内传动的铜箔302和保护膜也各自具有两层。位于铜箔302表面的PFA树脂切片301被热压辊110传送至上述两层铜箔302之间,即分别与两层铜箔302接触的同时,也被热压辊组104将其与铜箔302以及保护膜压合在一起,形成上述表面带有保护膜的覆铜板。
如图2所示,本实施例中,上述螺杆挤出机101包含有相通的料斗201和料筒,上述PFA树脂切片301从上述料斗201中加入,进入上述料筒中加热。上述料筒两端分别为加料口202和T型模头203,沿着PFA树脂切片301的传动方向,上述加料口202和T型模头203之间依次具有三个分区,分别为第一分区204、第二分区205以及第三分区206。并且,上述三个分区的温度逐渐升高,且上述三个分区的温度均大于PFA树脂切片301的熔点温度。T型模头203的温度等于上述三个分区中第二个分区的温度,且小于三个分区中第三个分区的温度。也即T型模头203的温度等于第二分区205的温度且小于第三分区206的温度,这样可以保证PFA树脂切片301以最佳的状态进行挤出,便于在热压辊110表面的延展均匀以及冷却成型。示例性地,加料口202的温度为60℃,第一分区204的温度为295℃,第二分区205以及T型模头203的温度均为295℃,第三分区206的温度为315℃。
本实施例中,上述螺杆挤出机101通过该T型模头203将PFA树脂切片301挤出。T型模头203与两个热压辊110相接触的部分存在上述预设距离,该热压辊110归属于靠近上述T型模头的热压辊组104。
本实施例中,上述T型模头203以及上述热压辊组104均位于充氮容器,这样可以防止加热后的铜箔302发生氧化。上述T型模头203需要具有精密控温功能,且T型模头203的温度控制误差在±1.5℃以内。
在本实施例公开的覆铜板生产装置中,经过热压辊组104压合形成的覆铜板进入冷却辊组105中,冷却辊组105对覆铜板进行冷却。每一上述冷却辊组105包含两个冷却辊111,且每一上述冷却辊组105中的冷却辊111分布于上述覆铜板的两侧。由于本实施例的生产装置的覆铜板生产速度较快,所以为了保证经热压辊组104压合后的覆铜板能够快速冷却,本申请中的冷却辊组105至少需要具有两组。并且满足条件:沿着上述覆铜板的传动方向,同一上述冷却辊组105中的冷却辊111的温度相同,不同上述冷却辊组105中的冷却辊111温度逐渐降低。
示例性地,沿着所述覆铜板的传动方向,第一组冷却辊组105中的冷却辊110温度为80℃,最后一组冷却辊组105中的冷却辊110温度为20℃,相邻两个冷却辊组105中的冷却辊110的温度的差值可以为10℃~20℃。
覆铜板经过冷却后,保护膜收卷机构106将保护膜从覆铜板的表面剥离并对保护膜收卷,修边机构107对多出铜箔边部的PFA材料进行切除,成品收卷机构108将剥离保护膜后并修边完成的覆铜板进行收卷滚动,即完成覆铜板的制备。最终制备完成的覆铜板的结构如图3所示,该覆铜板包括两层铜箔302以及位于两层铜箔302之间的PFA树脂切片301。
在本发明的另一个实施例中,上述热压辊组104和上述冷却辊组105之间和/或上述冷却辊组105和上述成品收卷机构107之间设有厚度测量机构(未示出)。上述厚度测量机构分别与上述螺杆挤出机101以及上述热压辊组104电性连接。上述厚度测量机构用于测量上述覆铜板的厚度。上述螺杆挤出机101根据上述厚度测量机构的测量结果调节T型模头203单位时间内挤出PFA树脂切片的容量,上述热压辊组根据上述厚度测量机构的测量结果调节热压辊110滚动的速度。一般来说,需要生产的覆铜板的厚度也即覆铜板的设计厚度是确定的,再根据已知的铜箔302的厚度,即可确定需要挤出的PFA树脂切片301的厚度。
具体来说,当厚度测量机构测量到的覆铜板的实际厚度比覆铜板的设计厚度更大时,则控制螺杆挤出机101减小T型模头203单位时间内挤出PFA树脂切片的容量,以及生产装置控制热压辊组减小热压辊110滚动的速度。当厚度测量机构测量到的覆铜板的实际厚度比覆铜板的设计厚度更小时,则控制螺杆挤出机101增大T型模头203单位时间内挤出PFA树脂切片的容量,以及生产装置控制热压辊组增大热压辊110滚动的速度。
本实施例中,上述覆铜板生产装置还包括两个修边机构107,两个上述修边机构107位于上述冷却辊组105和上述成品收卷机构108之间,且分布于上述覆铜板的两侧;上述修边机构108用于对上述覆铜板在收卷之前进行修边,以使铜箔和PFA树脂切片的边缘对齐。
本实施例中,该覆铜板生产装置包含有多个导辊111,分别位于金属箔放卷机构102与热压辊之间、保护膜放卷机构103与热压辊110之间、热压辊组104与冷却辊组105之间以及冷却辊组105与保护膜收卷机构106之间。导辊109用于改变铜箔302、保护膜或者覆铜板的传动方向。
在本发明的另一个实施例中,上述金属箔放卷机构102具有两个,覆铜板生产装置中并没有设置保护膜放卷机构103以及保护膜收卷机构106,热压辊组104将PFA树脂切片301和两层铜箔302进行压合。
本实施例中,上述热压辊109为电磁加热辊或高精度电加热辊,这样可以实现热压辊109温度的精确控制,以及保证热压辊109表面温度的均匀,使得铜箔302可以均匀受热。但本申请对热压辊109的类型不作限定。
如图5所示,本发明实施例还公开了一种覆铜板生产方法,该方法采用上述任一实施例公开的覆铜板生产装置生产覆铜板,该生产方法包括以下步骤:
S10,将PFA树脂切片输送至螺杆挤出机中,并升温将所述PFA树脂切片熔化;
S20,控制金属箔放卷机构传动金属箔放卷滚动;
S30,控制所述螺杆挤出机将所述PFA树脂切片熔化后挤出至贴附于热压辊表面的一层金属箔的表面,并沿金属箔的表面传动至所述热压辊组中相对的热压辊之间;
S40,控制所述热压辊组将所述PFA树脂切片和所述金属箔压合,形成覆铜板;
S50,控制冷却辊组对所述覆铜板进行冷却;
S70,控制修边机构对所述覆铜板进行修边定宽;
S80,控制成品收卷机构对冷却后的所述覆铜板收卷。
其中,上述热压辊组中热压辊的温度小于上述PFA树脂切片的熔点温度,且大于上述PFA树脂切片的热变形温度。
上述螺杆挤出机包含有相通的料斗和料筒,PFA树脂切片从上述料斗中加入,进入上述料筒中加热。上述料筒两端分别为加料口和T型模头,沿着PFA树脂切片的传动方向,上述加料口和T型模头之间依次具有三个分区,分别为第一分区、第二分区以及第三分区。并且,上述三个分区的温度逐渐升高,且T型模头的温度等于上述三个分区中第二个分区的温度,且小于三个分区中第三个分区的温度。也即T型模头的温度等于第二分区的温度且小于第三分区的温度,这样可以保证PFA树脂切片以最佳的状态进行挤出,便于在热压辊表面的延展均匀以及冷却成型。
作为一优选的实施例,上述热压辊组位于充氮容器中;螺杆挤出机通过该T型模头将PFA树脂切片挤出。T型模头与两个热压辊相接触的部分存在一预设距离,该热压辊归属于靠近上述T型模头的热压辊组。该预设距离的设置可以保证PFA树脂切片在延展均匀后,再与铜箔进行压合,保证了制作形成的覆铜板的良品率;同时有利于PFA树脂切片的温度的降低,使PFA树脂切片由熔化后的液态转换为中间状态,有利于覆铜板的制作成型。该中间状态为PFA树脂切片的介于液态和固态之间的状态。
作为一优选的实施例,上述热压辊组和上述冷却辊组之间和/或上述冷却辊组和上述成品收卷机构之间设有厚度测量机构。上述厚度测量机构分别与上述螺杆挤出机以及上述热压辊组电性连接。上述厚度测量机构用于测量上述覆铜板的厚度。
所述步骤S50和所述步骤S70之间包括步骤:
控制所述螺杆挤出机根据所述厚度测量机构的测量结果调节T型模头单位时间内挤出PFA树脂切片的容量;以及控制所述热压辊组根据所述厚度测量机构的测量结果调节热压辊滚动的速度。
具体来说,当厚度测量机构测量到的覆铜板的实际厚度比覆铜板的设计厚度更大时,则控制螺杆挤出机减小T型模头单位时间内挤出PFA树脂切片的容量,以及生产装置控制热压辊组减小热压辊滚动的速度。当厚度测量机构测量到的覆铜板的实际厚度比覆铜板的设计厚度更小时,则控制螺杆挤出机增大T型模头单位时间内挤出PFA树脂切片的容量,以及控制热压辊组增大热压辊滚动的速度。
图6为本发明另一实施例公开的覆铜板生产方法的流程示意图,本实施例中的金属箔放卷机构具有两个,并且采用的覆铜板生产装置还包括两个保护膜放卷机构以及两个保护膜收卷机构。如图5所示,本实施例公开的覆铜板生产方法在上述实施例公开的生产方法的基础上,步骤S20还包括:控制保护膜放卷机构传动保护膜放卷滚动。
本实施例中的步骤S30具体为:控制上述热压辊组将上述PFA树脂切片、上述铜箔以及上述保护膜压合形成表面带有保护膜的覆铜板。所述PFA树脂切片位于两层所述金属箔之间,所述金属箔均位于两层所述保护膜之间。
并且,步骤S50和上述步骤S70之间还包括步骤S60:控制上述保护膜收卷机构将上述保护膜从覆铜板的表面剥离并收卷。
步骤S80为控制成品收卷机构对剥离保护膜后的上述覆铜板收卷。
综上,本发明公开的覆铜板生产装置及生产方法至少具有如下优势:
本实施例公开的覆铜板生产装置及生产方法通过将PFA树脂切片加热熔化,并直接流延至金属箔表面,再通过热压辊组将中间状态下的PFA树脂切片与金属箔高温压合,形成覆铜板;克服了现有技术中需要先将PFA树脂切片成膜才能压合制作覆铜板的限制,并且明显提高了覆铜板的生产速度,将覆铜板的生产速度从2~3m/min提高至25~100m/min。
相比于现有技术的需要先LCP成膜再压合的方法,本发明缩短了工艺流程;使生产过程的综合能耗至少降低了30%;并且本发明不需要LCP成膜,有利于降低覆铜板生产企业的研发门槛,利于整个行业的发展。
在本发明的描述中,需要理解的是,术语“底部”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“竖直”、“水平”等指示的方位或者位置关系为基于附图所示的方位或者位置关系,仅是为了便于描述本发明和简化描述,而不是指示或者暗示所指的结构或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上,“若干个”的含义是一个或一个以上。
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”等的描述是指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或者示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或者示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或者多个实施例或者示例中以合适的方式结合。
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
- 一种基于氟树脂的透明高频高速覆铜板生产装置及生产方法
- 一种高频覆铜板含氟树脂半固化片组合方式